熒光磁粉探傷智能圖像識別技術研究
2014-07-18 02:00:16楊薛濤
西南科技大學學報 2014年2期
張 靜 楊薛濤 王 姮 卜 燕 梁 峰
(西南科技大學信息工程學院 四川綿陽 621010)
熒光磁粉探傷由于其檢測靈敏度極高,檢測工藝可靠、簡單,成為鐵磁性材料表面及近表面缺陷檢測的最可靠、有效的技術手段之一,特別是航空、航天及軍用工件檢測。但目前熒光磁粉探傷主要依靠人工判別,存在檢測速度慢、效率低、容易因視覺疲勞導致漏檢及紫外光帶來的健康危害等問題,嚴重影響了檢測質量的一致性和生產效率,也不利于現代化生產管理。因此熒光磁粉探傷自動識別技術成為國內外相關科研人員的研究熱點[1-4]。
日本的水野正志等人于1995年研制出磁粉探傷裝置采用工業攝像機和圖像增強技術檢測鋼坯半成品以及鋼管成品的表面與近表面缺陷;德國于1998年研制出針對汽車制造領域的磁粉探傷設備,識別分辨率達2 mm[5-6];瑞典的 LABNO 公司與美國的PARKER公司也相繼研制出針對特定零件的自動磁粉探傷設備[7]。
我國自動化磁粉探傷技術的研究始于20世紀90年代。主要采用高分辨率攝像機獲取磁痕圖像,利用計算機和圖像處理技術實現磁痕圖像的增強、顯示和存儲。北京內燃機總廠、航空部、河海大學、南京理工大學先后開展相關技術研究,清華大學也以CJW-3000型熒光磁粉探傷機為平臺,開展圖像識別的研究工作,但目前采用自動圖像識別代替人眼判斷缺陷的全自動磁粉探傷技術尚處于實驗研究階段,無成熟系統推出[8]。
本文針對傳統圖像識別技術中的算法穩定性差、適應性差的問題,結合人工識別磁痕缺陷的機理和經驗,提出提取磁痕缺陷多項特征建立專家知識庫,采用人工干預下的熒光磁粉探傷自動圖像識別的方法,并進行了實驗驗證。
1 工作原理及系統構成
熒光磁粉探傷識別的基本原理[9]:鐵磁性工件被磁化后,澆淋熒光磁懸液,缺陷處產生的漏磁場吸引磁粉,帶有漏磁場處聚集的熒光磁粉在黑光燈的照射下呈現黃綠色顯示出缺陷磁痕,如圖1所示。
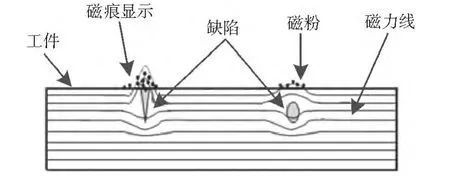
圖1 缺陷處漏磁場與磁痕分布Fig.1 The leakage magnetic field and magnetic marks distribution in defects
磁粉探傷系統主要包括由磁軛磁化線圈組成的磁化裝置、噴淋熒光磁懸液的噴淋裝置、黑光燈、高清工業相機、圖像采集卡和計算機系統幾部分。
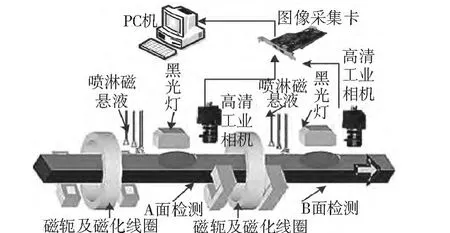
圖2 系統結構示意圖Fig.2 The schematic diagram of the system
磁軛及磁化線圈完成對工件的磁化,然后由磁懸液噴淋裝置對磁化后的工件噴淋熒光磁懸液,在黑光燈的照射下,高清工業相機采集工件的磁痕圖像,通過圖像采集卡把采集的磁痕圖像送至PC機進行處理和缺陷識別。
為減弱黑光燈光照在工件表面反光帶來的干擾,在工業相機鏡頭前面安裝紫光濾波片,通過波段485 nm以上,紫光波段截止率90%以上,黃綠光透過95%以上。
2 磁痕圖像的特征提取
如何選取熒光磁粉圖像中工件缺陷的特征,以及如何對缺陷特征進行準確的數學建模是實現自動識別磁痕缺陷的關鍵技術之一[10]。結合人眼識別工件缺陷的工藝方法和實驗測試,選定以下幾項磁痕缺陷特征,并對選取的特征采用精確的數學模型表述。
2.1 磁痕圖像幾何特征
2.1.1 區域面積Ai對一幅圖像,存在圖像區域Ri,Ri中像素點數構成其面積Ai,對一幀圖像,設共有k個這樣的圖像區域,即i=1,2,3…,k,則該幀圖像總面積A是各區域面積Ai之和:
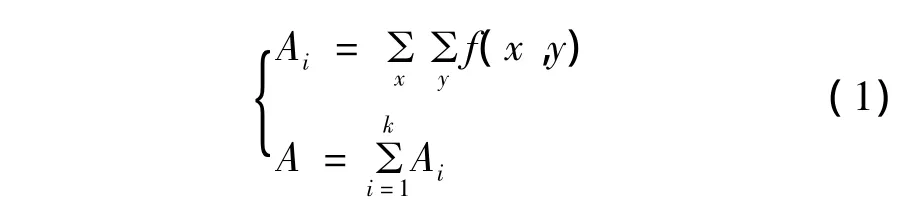
其中,(x,y)∈ Ri。
2.1.2 區域周長Pi一幀圖像其區域Ri內的像素可看作由單位面積的小方格組成,圖像背景具有與之相同的屬性。區域和背景Bi之間交界線總長度和定義為該區域的周長,用Pi表示。此處約定交界線有且只有水平和垂直兩個方向:

其中,N∈Ri∩Bi是交界線上的像素點數,li是交界線的單位長度,其值為1。
2.1.3 區域圓形度Ci圓形度又稱為復雜度或分散度,主要反應目標區域Ri的緊湊程度,對于區域面積相同的區域,其區域周長越小,其圓形度越小。圓形度定義為:

其中,Ai為區域Ri的面積,Pi為區域Ri的周長。
2.1.4 區域矩形度ri首先定義包圍區域Ri最小矩形面積為Ari,則其矩形度ri可定義為區域面積Ai和最小矩形面積Ari的比值,即為:

矩形度反映了目標區域對其最小外接矩形的充滿程度。對任意區域Ri,其區域矩形度ri取值為ri∈(0,1],當區域為Ri矩形時,ri將取最大值1。
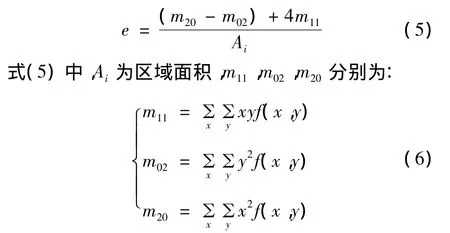
2.1.5 區域偏心率e 把區域Ri的長軸和短軸之比定義為區域Ri的偏心率,它是區域形狀的重要特征之一。一般采用Tenenbaum提出的計算偏心率的近似公式表示:
2.2 磁痕圖像灰度統計特征
磁痕圖像的灰度統計參數是識別磁痕圖像缺陷的重要特征之一,灰度特征值主要有平均值、方差、重心矩和力矩等。本文采用標準差和偏斜度作為磁痕圖像的灰度統計特征的參數指標。圖像的標準差σ定義如式(7)所示,反映的是圖像灰度相對于灰度平均值的離散程度值。標準差σ越大,說明圖像的反差越大,即意味著圖像灰度分布越離散。

磁痕圖像的偏斜度和峰度的定義分別用式(8)中的r3和r4表達。偏斜度是圖像區域的三階統計矩,反映磁痕圖像數據分布的對稱性。峰度與圖像數據分布平坦程度密切相關,為圖像區域的四階統計矩。對于任意局部區域若背景滿足高斯分布,則該區域的偏斜度和峰度都為零,當存在裂紋或者偽裂紋時,區域內數據分布就因存在奇異點而不再滿足高斯分布,此時r3和r4均不為0。因此把峰度特征和偏斜度特征也納入為判別磁痕缺陷的輸入參數。
式中ti為代表灰度級的隨機變量,n為可區分的灰度級數目,m是ti的均值(平均灰度級),σ是標準差。
2.3 磁痕圖像紋理特征
紋理特征反映圖像中同質現象的視覺特征,它不依賴于圖像的顏色和亮度,主要包含了目標區域的重要特征信息以及目標區域和背景之間的聯系。本文采用磁痕圖像紋理特征中能夠反映工件缺陷的3個紋理特征:對比度、逆差矩和相關性作為考察指標。其公式依次表示如下:
其中,p(i,j)為像素點對出現的概率,μx,μy,σx和σy分別為px,py的均值和標準差(px(i)=,N*為圖像的灰度級。
2.4 細節特征
裂紋的細節特征是判別裂紋缺陷的重要參數之一,也稱為局部特征。不同的磁痕缺陷圖像的總體特征往往差異較大,但是經過研究發現,不同裂紋的局部特征本質上卻是非常相近或相同。經過對大量裂紋的研究分析,一般常見的裂紋細節特征主要有以下幾類:
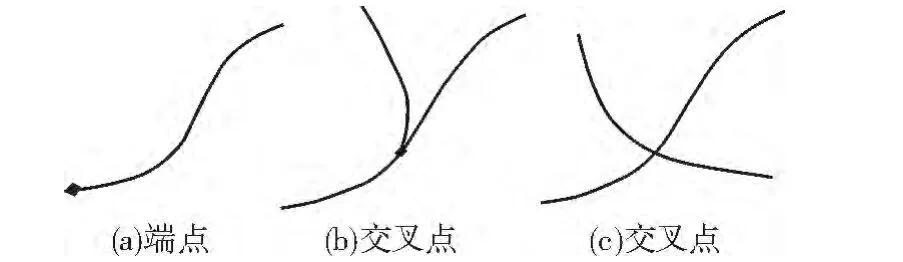
圖3 局部特征分類Fig.3 Local feature classification
端點是磁痕裂紋缺陷中最常見的局部細節特征,凡是有裂紋的地方必然有端點。圖3中的分叉點和交叉點在裂紋形態中均被稱為結點,主要出現在復雜裂紋缺陷中。端點和結點與工件的加工工藝和使用過程有著緊密聯系,端點常出現在冷加工(車、銑、刨、磨、裝配、校正等)的工件裂紋缺陷中,而結點主要出現在熱加工(鍛壓、鑄造、焊接、熱處理等)的工件裂紋缺陷中。工件在使用過程中會產生疲勞、蠕變及應力腐蝕等產生裂紋,端點多伴隨著應力腐蝕裂紋出現,結點則常伴隨著疲勞、蠕變裂紋出現,如圖4所示。
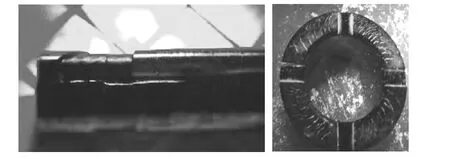
圖4 工件中的局部特征Fig.4 The local features of the workpiece
3 人工干預下的智能識別
將提取的缺陷特征與樣品訓練數據庫中的數據進行比較,采用支持向量機算法(SVM)對特征向量特征的置信度進行求和得出待測工件的置信度,進而完成對缺陷的判定。
支持向量機算法的判別函數為:
其中NS代表樣品訓練數據庫中樣本的總數,Si代表樣品訓練數據庫中第i個樣本的特征,yi代表樣品訓練數據庫中第i個樣本的類別;x代表從一個待測工件的圖像中提取的特征集合;ai表示拉格朗日乘數,b表示偏置,ai,b都可以通過支持向量機訓練算法得到;Φ(Si)·Φ(x)=K(Si,x)是核函數。
采用SVM算法對磁痕缺陷類型進行分類判別,同時人工對系統自動識別出的缺陷工件進行確認,根據確認結果的反饋情況,系統逐步完善和修正專家知識庫,使系統能夠逐步提升對工件缺陷和偽缺陷的理解和判別能力,減少由于獲得圖像的差異性和操作不當造成的非相關顯示和假顯示帶來的偽缺陷導致的誤判。
識別流程如圖5所示,缺陷圖像獲取后,需要對圖像進行預處理,主要是消除圖像背景熒光干擾,增強物體輪廓,然后提取缺陷特征,利用專家知識庫判別是否存在缺陷,對疑似缺陷進行人工干預處理,當疑似缺陷為偽缺陷時,系統便通過機器學習算法分析偽缺陷的特征,并更新專家知識庫。
4 實驗平臺搭建及結果分析
OpenCV作為開源的機器視覺庫,有著豐富的資源,且便于跨平臺移至程序,利于后續在嵌入式平臺上實現本熒光磁粉探傷智能識別,因此采用該機器視覺庫。
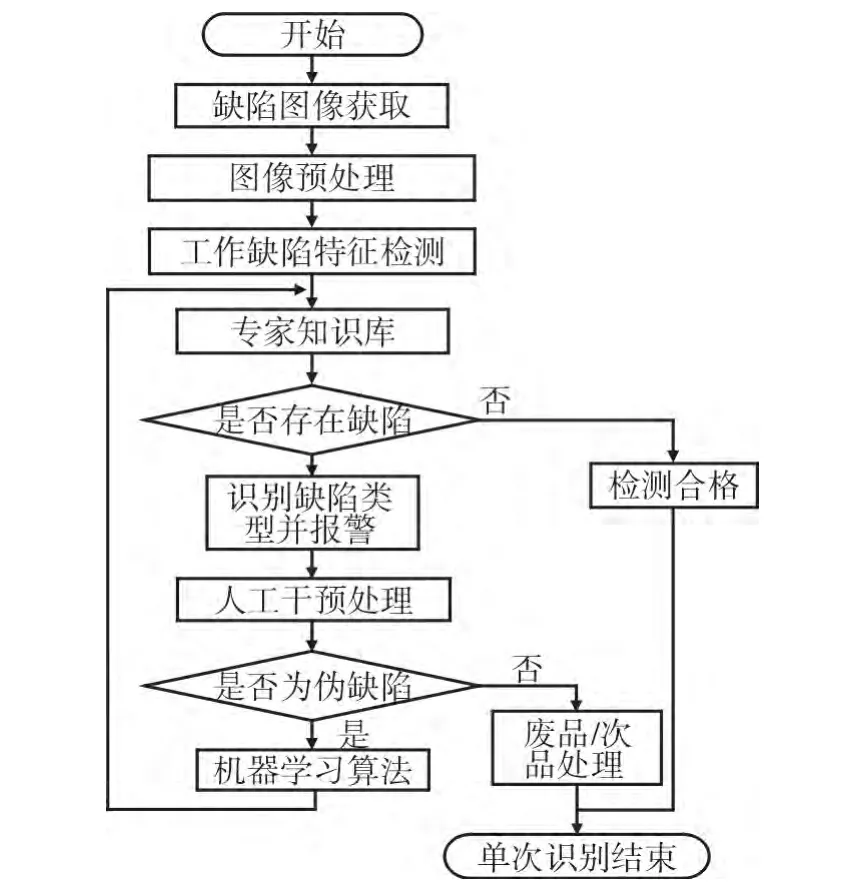
圖5 磁粉探傷智能圖像識別流程Fig.5 The intelligent image recognition process by magnetic particle flaw detection
系統搭建環境為win7操作系統,編程開發環境為Visual Studio 2008平臺。利用OpenCV2.3.1機器視覺庫,搭建智能圖像處理軟件系統。首先利用大量樣本建立專家知識庫,對系統進行訓練;然后先用簡單缺陷圖像測試系統,再用復雜的缺陷圖像測試系統。
對4種工件,每個工件1000個樣本圖像的缺陷識別結果進行統計,考察系統的識別性能,圖像的處理過程與識別效果如圖6和圖7所示,識別結果記錄見表1。
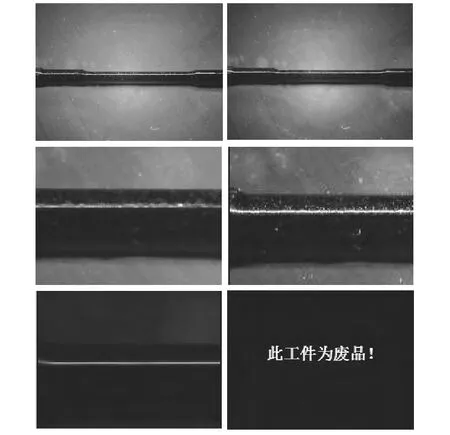
圖6 單一缺陷識別效果Fig.6 The effect of a single defect identification
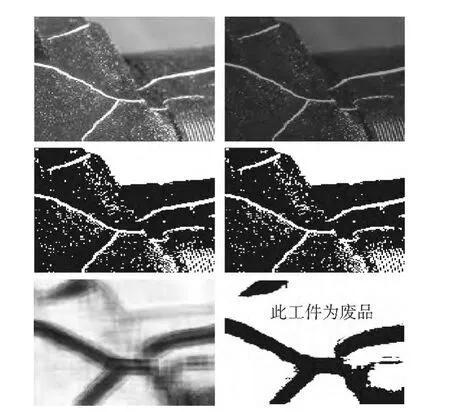
圖7 復雜缺陷識別效果Fig.7 The effect of a complex defect identification
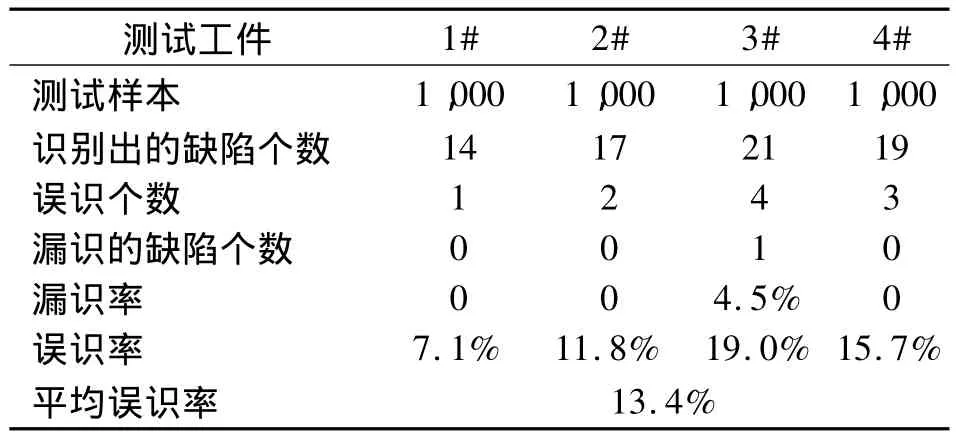
表1 系統測試數據統計表Table 1 System test data
由表1可知,對于第1#,2#,4#組車削類工件系統漏失率為0,誤識率小于16%,對于第3#組熱加工工件系統漏失率4.5%,誤識率19%,系統平均誤識率為13.4%。相比傳統的磁粉檢測圖像識別算法,本方法可靠性高,漏失率相對較低。
5 結束語
本文從磁痕圖像的本質進行分析,基于圖像形態學,結合人工識別磁粉缺陷的工藝技術原理和方法,提取磁痕缺陷的多項特征參數建立專家知識庫,并與機器學習算法相結合,用于多判別條件,降低了虛警率、提高檢測的精確性、降低誤差。實驗測試了該方法的有效性。結合磁痕特征與改進的機器學習算法使漏失率降低到≤1‰,進一步降低誤識率將是下一步研究工作的重點。
[1]JOHN F,PAUT Z,ABEND K.Automated Magnetic Particle Testing[J].NDT,2000,11(22):522 -524.
[2]LI Xue-qin,JIANG Hong-hai,YIN Guo-fu.Detection of surface crack defects on ferrite magnetic tile[J].NDT&E International,2014,(62):6 -13.
[3]FAN Kuang-chao,CHEN Shou-hang,CHEN Jhihyuan,LIAO Wei- bor.Development of auto defect classification system on porosity powder metallurgy products[J].NDT&E International 2010,(43):451 -460.
[4]WANG Hui-nan,YANG Jian-xi,HU Zhen-dian.Current Status and Prospect of Roller Bearing Surface Defect Detection[J].Procedia Engineering,2011,(15):4331-4336.
[5]高山青.熒光磁粉探傷缺陷識別系統圖像處理技術研究[D].南京:南京理工大學,2011.
[6]李建文.磁粉探傷缺陷識別自動化系統設計與開發[D].南京:南京理工大學,2012.
[7]陳瑩妍.熒光磁粉探傷裂紋目標提取方法研究[D].南京:南京理工大學,2012.
[8]孫瑞.基于圖像的磁粉探傷技術研究[D].長春:長春理工大學,2009.
[9]葉代平,蘇李廣.磁粉檢測[M].北京:機械工業出版社,2004.
[10]黃濤.全自動熒光磁粉探傷中目標識別圖像處理技術研究[D].南京:南京理工大學,2012.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
建筑材料學報(2014年3期)2014-03-11 17:08:02
河南科技(2014年23期)2014-02-27 14:19:15
