小型軸承套圈溫擠壓工藝及模具設(shè)計
2014-07-21 09:31:28朱景峰李明濱慕松王燕昌
軸承 2014年10期
朱景峰,李明濱,慕松,王燕昌
(寧夏大學 a.機械工程學院;b.新能源研究中心,銀川 750021)
軸承套圈毛坯質(zhì)量和生產(chǎn)效率對軸承產(chǎn)品的質(zhì)量、性能和企業(yè)經(jīng)濟效益有較大影響。這是因為毛坯的留量決定軸承材料的利用率,毛坯尺寸分散度和幾何精度決定毛坯質(zhì)量,從而影響車、磨加工精度和效率。目前,先進的套圈毛坯鍛造工藝有冷輾擴、冷擠壓、溫擠壓和高速鐓鍛等[1]。
溫擠壓成形技術(shù)是在冷擠壓塑性成形基礎(chǔ)上發(fā)展起來的一種少無切削新工藝,又稱溫熱擠壓。擠壓前先對毛坯進行加熱,但其加熱溫度通常是在室溫以上、完全結(jié)晶溫度以下的范圍內(nèi)[2]。對溫擠壓的溫度范圍目前還沒有一個嚴格的規(guī)定。有時把毛坯加熱變形后具有冷作硬化的變形稱為溫變形,或者將加熱溫度低于熱鍛終鍛溫度的變形稱為溫變形。從金屬學觀點來看,區(qū)分冷、熱加工可根據(jù)金屬塑性變形后有無加工硬化現(xiàn)象來決定似乎更合理[3]。
基于傳統(tǒng)模具制造技術(shù)的小型軸承套圈生產(chǎn)嚴重制約了發(fā)展速度。數(shù)值模擬仿真技術(shù)將為模具設(shè)計的結(jié)果提供更為有效的驗證,有利于指導模具設(shè)計與生產(chǎn),降低成本,減少試模和修模次數(shù),縮短模具產(chǎn)品的開發(fā)周期。
1 溫擠壓工藝方案
以6203軸承套圈為例,其溫擠壓成形工藝如圖1所示。首先采用精密下料方法得到原始坯料,并將其鐓粗;將鐓粗件加熱至(700±20) ℃進行復合溫擠壓,得到擠壓件;采用復合沖裁模對擠壓件進行第1次分離,得到外圈坯料、中間工藝廢料和含有內(nèi)圈坯料的中間沖裁件;最后再對中間沖裁件進行第2次分離,得到廢料和內(nèi)圈坯料。

圖1 6203套圈溫擠壓工藝流程圖
2 溫擠壓成形工藝參數(shù)的確定
2.1 套圈下料坯料尺寸
由文獻[4]可得,6203軸承外、內(nèi)圈的鍛件尺寸分別如圖2、圖3所示。
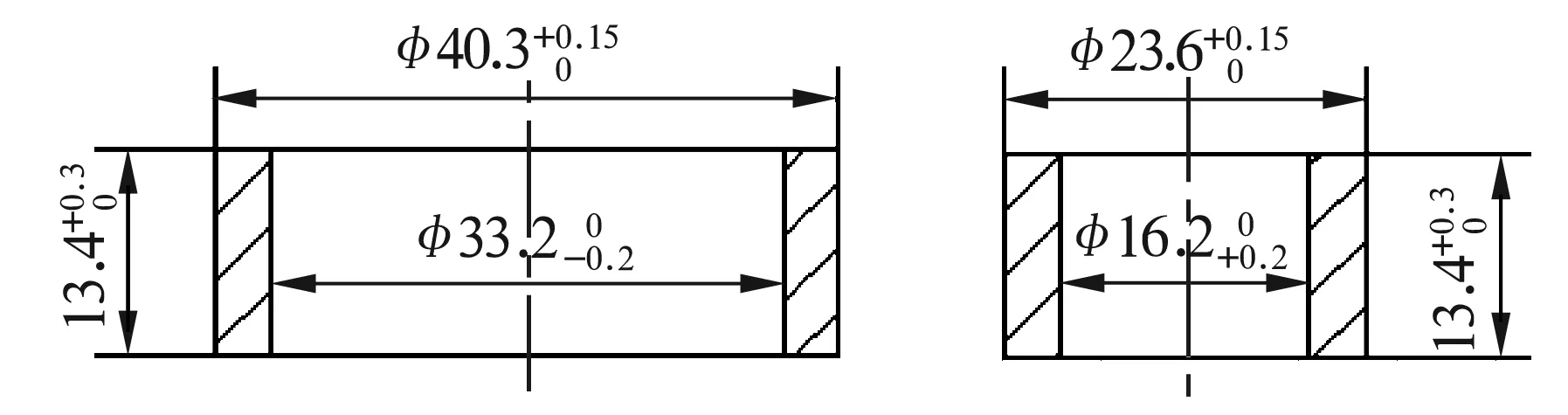
圖2 外圈鍛件圖 圖3 內(nèi)圈鍛件圖
根據(jù)冷擠壓前、后體積不變條件及考慮冷擠壓后必要的切削余量而給予修正的原則[4],確定坯料體積為
V坯=(V件+V修)(1+δ),
(1)
式中:V坯為坯料體積,mm3;V件為冷擠壓件體積,mm3;V修為修正余量(一般為冷擠壓件體積的3%~5%),對于6203軸承套圈取3%,mm3;δ為金屬加熱損耗率(根據(jù)加熱方式選擇為1%)。
坯料體積確定后,其高度為
(2)
式中:A0為坯料的橫截面積,mm2。
坯料直徑為
(3)
式中:D0為室溫下的坯料直徑,mm;D為溫擠壓凹模模腔直徑,反算后為40.5 mm;α為坯料鋼材的線脹系數(shù),對于軸承鋼為11×10-6℃-1;K為坯料鋼材的直徑公差(±0.2 mm)。
坯料加熱后的直徑為
Dt=D0(1+αt),
(4)
式中:Dt為加熱后的坯料直徑,mm;t為坯料與室溫的溫差(700 ℃)。
對于GCr15鋼制套圈,既要考慮冷剪切下料的方便,還要考慮鐓粗變形時的極限變形程度,根據(jù)這一設(shè)計原則,經(jīng)所需的體積計算和工藝試驗,選定下料尺寸為φ24 mm×23 mm。
確定坯料直徑時要考慮放入模具的方便性,如擠壓坯料直徑一般取比凹模尺寸小0.1~0.2 mm。經(jīng)計算可得擠壓坯料尺寸為φ40 mm×9 mm。
2.2 許用變形程度驗算
由文獻[3]可得GCr15鋼的冷鐓粗許用變形程度εA為65%~70%。根據(jù)6203套圈坯料尺寸,計算許用變形為
(5)
式中:H0為擠壓件高度,23 mm;H1為坯料高度,9 mm。
溫擠壓過程中,斷面收縮率為
(6)
A0=π×402/4=1 256 (mm2),
A1=π×(33.22+16.22-23.62)/4=
634.06 (mm2),
式中:A1為擠壓變形后工件的橫截面積。
由文獻[3]可知,軸承套圈可以進行溫擠壓成形工藝。
2.3 溫擠壓溫度
根據(jù)GCr15鋼溫擠壓成形的力學特點,擠壓溫度一般選為(700±20)℃,在此溫度區(qū)間擠壓時,材料塑性指標較高,單位擠壓力較小,擠壓件可保持表面光滑,無新的脫碳層出現(xiàn),變形后原材料脫碳有變薄趨勢[5]。
2.4 擠壓力
擠壓力是設(shè)計模具、選擇模具材料和擠壓設(shè)備噸位的依據(jù)。溫擠壓力受加熱溫度、材料性能、擠壓件形狀、變形方式(正擠壓、反擠壓、復合擠壓等)、變形程度、潤滑劑種類及潤滑狀態(tài)和模具結(jié)構(gòu)等影響[6]。
由文獻[3]可得,GCr15鋼溫擠壓時擠壓應力P=1 177 MPa,總擠壓力為
P總=FP=1 013.22 (kN),
(7)
F=(π×33.22)/4=865.26 (mm2),
式中:F為凸模截面面積,mm2。
溫擠壓工藝可以在專用的擠壓壓力機、通用壓力機、通用曲柄壓力機或摩擦壓力機上進行,根據(jù)擠壓件的批量、品種不同選用相應的設(shè)備。根據(jù)6203軸承套圈坯料總擠壓力、擠壓所需行程、模具的開模合模高度、工作臺的尺寸等選取J31-250型閉式單點壓力機,并選用雙導柱滑動導向模架。
3 溫擠壓模具的設(shè)計
設(shè)計的6203軸承套圈溫擠壓模具結(jié)構(gòu)如圖4所示。
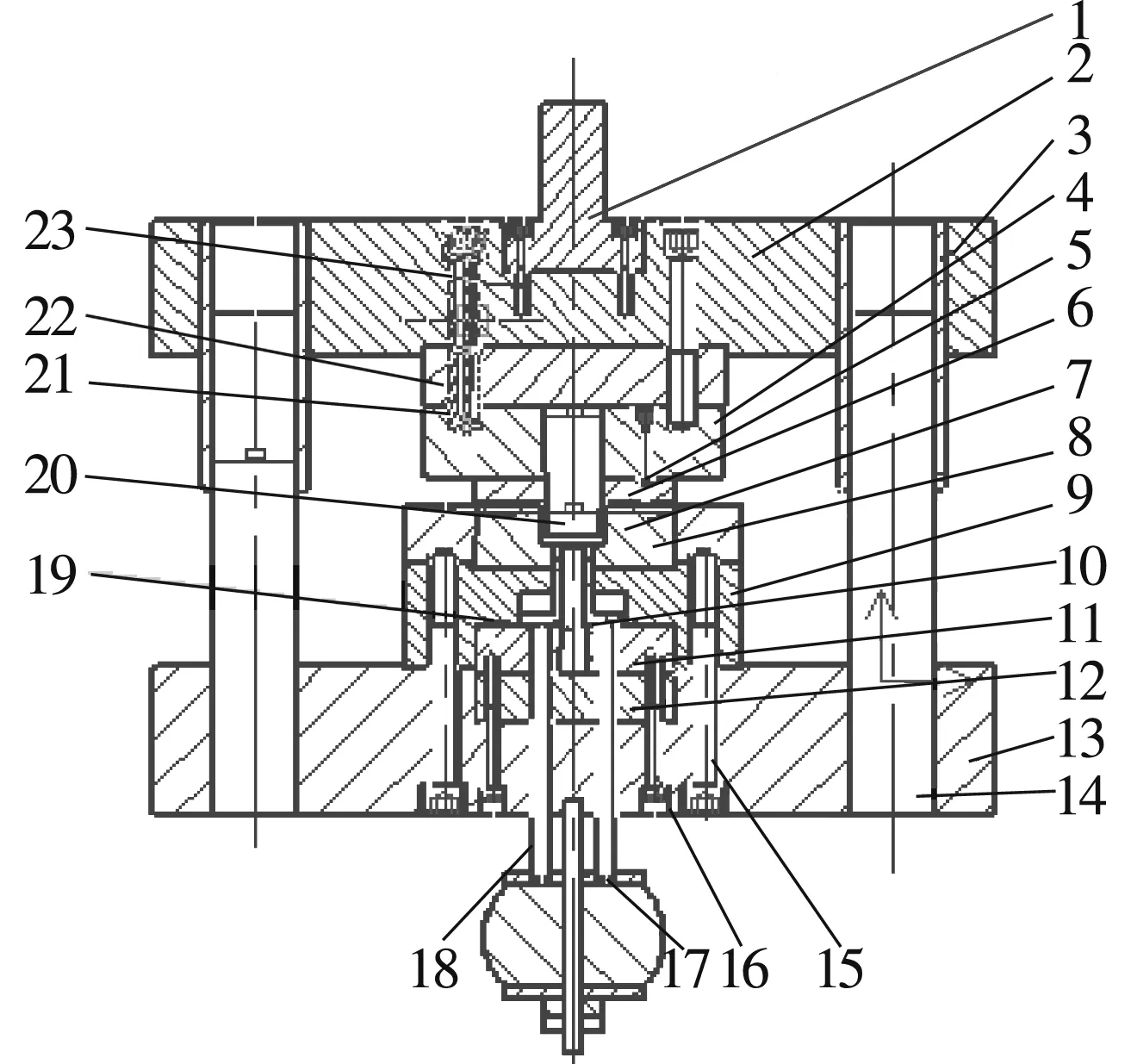
1—模柄;2—上模座;3—導套;4—上凸模固定板;5—螺釘M8×35;6—上壓料卸料板;7—凹模;8—預應力圈;9—預應力組合凹模座;10—下壓料卸料板;11—下凸模固定板;12—下墊板;13—下模座;14—導柱;15—螺釘M16×140;16—螺釘M8×80;17—彈性元件;18—導桿;19—下凸模;20—上凸模;21—螺釘M16×100;22—上墊板;23—螺釘M6×45
為提高凹模強度,避免產(chǎn)生縱向裂紋,生產(chǎn)中普遍使用預應力組合凹模。將凹模分層,使外層(壓套)與內(nèi)層(凹模)過盈配合,并對內(nèi)層產(chǎn)生預加壓力的組合式凹模結(jié)構(gòu)稱為預應力組合凹模,簡稱組合凹模。組合凹模通過壓套對內(nèi)圈施加預應力,使冷擠壓所引起的切向拉應力被預壓時產(chǎn)生的切向壓應力部分或全部抵消,從而提高了模具的強度。通常,3層組合凹模的強度是整體式凹模強度的1.8倍,2層組合凹模的強度是整體式凹模的1.3倍[7-9]。組合凹模和上凸模結(jié)構(gòu)尺寸如圖5、圖6所示。

圖5 預應力組合凹模結(jié)構(gòu)尺寸圖

圖6 上凸模結(jié)構(gòu)尺寸圖
在200~400 ℃溫擠壓時,可選用與冷擠壓相同的模具材料,如Cr12MoV或高速鋼W18Cr4V,W6Mo5Cr4V2,6W6Mo5Cr4等。Cr12MoV作為冷擠壓模具鋼,具有強度高、耐磨性好的特點,但在400~500 ℃以上溫擠壓時,其力學性能急劇下降,特別是高溫耐磨性下降更快,因此不能作為溫擠壓模具使用。熱作模具鋼3Cr2W8,5CrNiMo,5CrMnMo等作為溫擠壓模具材料時強度不高,高溫耐磨性也較差,但韌性好,在700~850 ℃進行溫擠壓時,如單位擠壓力不超過1 100 MPa,其可以選作溫擠壓模具材料。當單位擠壓力超過1 100 MPa,擠壓溫度超過850 ℃時,可選用W18Cr4V,W6Mo5Cr4V2和6W6Mo5Cr4等高速鋼。這類鋼的回火溫度較高,在高溫下具有較高的硬度和耐磨性,但在溫擠壓時應注意模具預熱和連續(xù)冷卻,避免急冷、急熱造成模具的開裂。綜合小型軸承套圈溫擠壓所需的溫度以及單位擠壓力等因素,選用W18Cr4V作為溫擠壓模具材料。
4 DEFORM 模擬處理分析
DEFORM是一套基于有限元的工藝仿真系統(tǒng),專門用于金屬塑性成形和熱處理工藝的分析。通過在計算機上模擬整個加工過程,可減少昂貴的現(xiàn)場試驗費用,提高工模具設(shè)計效率,降低生產(chǎn)和材料成本,縮短新產(chǎn)品的研發(fā)周期。可以分析冷、溫、熱鍛的成形及熱傳導耦合液壓成形、錘上成形、螺旋壓力成形;繪制機械壓力成形溫度、應力、應變等值線;模擬正火、退火、淬火、回火、滲碳等工藝過程;預測硬度、晶粒組織成分和含碳量[10]。
4.1 三維CAD文件的系統(tǒng)導入
將坯料、上凸模、凹模和下凸模的三維實體在Solidworks中裝配在一條軸線上,并使坯料上下表面分別與上、下凸模以及凹模接觸,存儲為.stl格式,導入DEFORM軟件。
4.2 坯料的網(wǎng)格劃分
將坯料的網(wǎng)格數(shù)設(shè)置為40 000,預覽合適后,形成網(wǎng)格,并檢查網(wǎng)格劃分是否成功。
4.3 材料的選擇
選擇要設(shè)置的工件,打開“Material Library”設(shè)置材料類型。坯料的材料選為軸承鋼AISI-52100;上凸模、凹模和下凸模材料均選為Die-Material下的AISI-L6,COLD。
4.4 模擬參數(shù)的設(shè)定
在模擬控制步選單中設(shè)置模擬步數(shù),分析求解過程的總步數(shù),并設(shè)置存儲數(shù)據(jù)的間隔步數(shù),數(shù)值越小,系統(tǒng)將存儲越多的步驟相關(guān)信息。步長選模型中較小單元邊長的1/3。
4.5 數(shù)據(jù)庫的生成
當模擬信息在前處理中設(shè)置完成后,執(zhí)行“database”命令生成數(shù)據(jù)庫對話框,選擇“check”檢查模擬設(shè)定的信息是否滿足數(shù)據(jù)庫生成的條件,如果系統(tǒng)提示“database can be generated”,則表示滿足數(shù)據(jù)庫生成的條件,繼續(xù)執(zhí)行“generate”命令,生成數(shù)據(jù)庫。
4.6 擠壓過程運算
真正的有限元分析過程在模擬處理器中完成,DEFORM運行時,首先通過有限元離散化將平衡方程、本構(gòu)關(guān)系和邊界條件轉(zhuǎn)化為非線性方程組,然后通過直接迭代法和Newton-Raphson法進行求解,結(jié)果以二進制的形式進行保存,用戶可在后處理器中獲取所需要的結(jié)果。
4.7 擠壓結(jié)果的應力分布
在DEFORM界面上單擊Post Processor→DEFORM 3D Post,進入后處理界面,觀察“Strain-Effective”。第51步時觀察到的擠壓件整體應力分布和擠壓件沿對稱軸所在平面剖開時的應力分布分別如圖7、圖8所示。
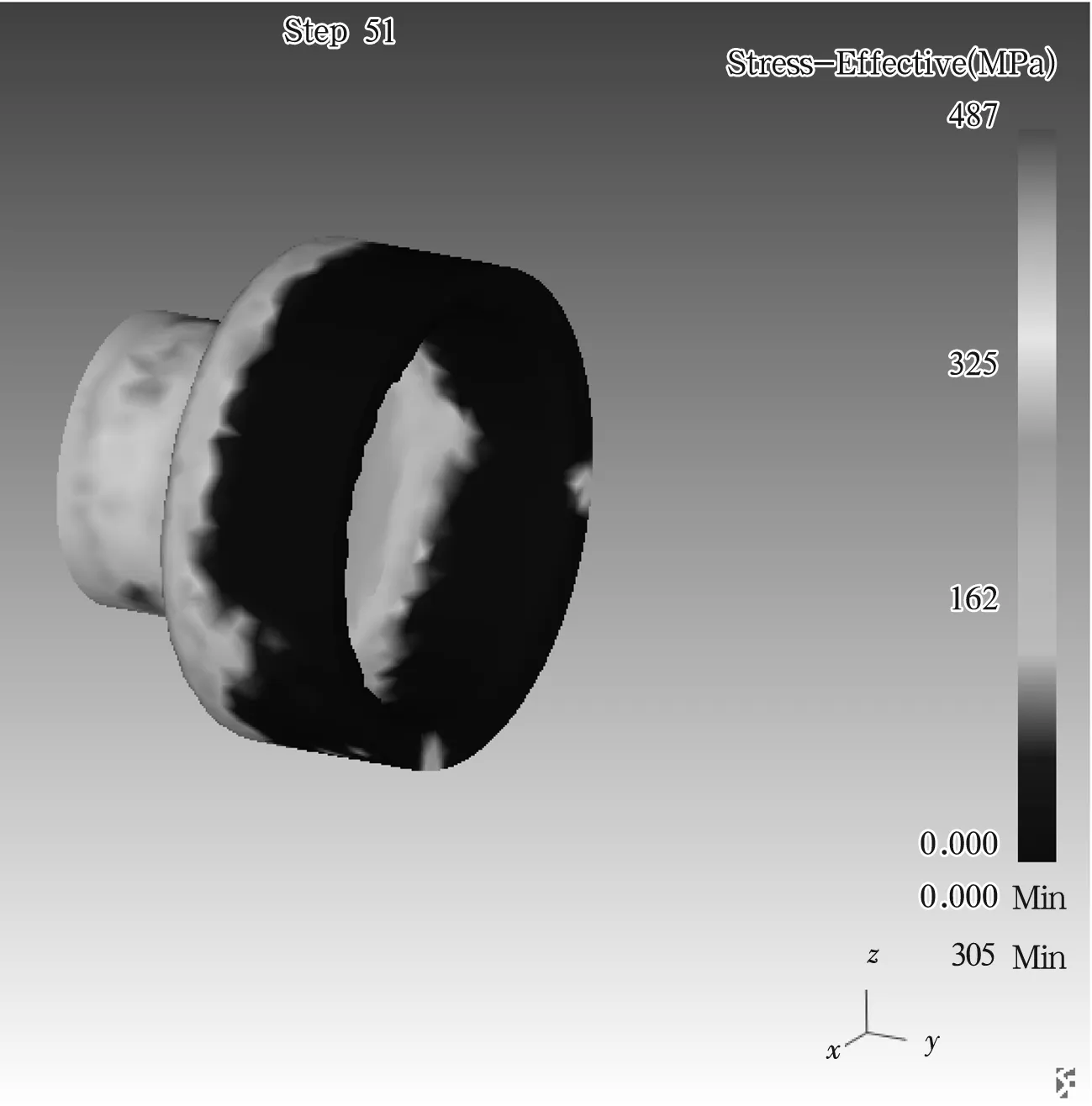
圖7 整體應力分布圖

圖8 剖面應力分布圖
4.8 三點破壞程度圖
分別在擠壓件的外圈表面、內(nèi)圈表面和內(nèi)外圈連接處表面上各取1點,這3點的坐標分別為:(71.77,78.81,60.44)、(81.84,88.08,60.16)、(64.86,77.32,58.67)。這3點在擠壓過程中的損傷分布和點追蹤損傷曲線分別如圖9和圖10所示。由圖可知,該3點的損傷程度都在安全范圍之內(nèi)。

圖9 3點損傷圖
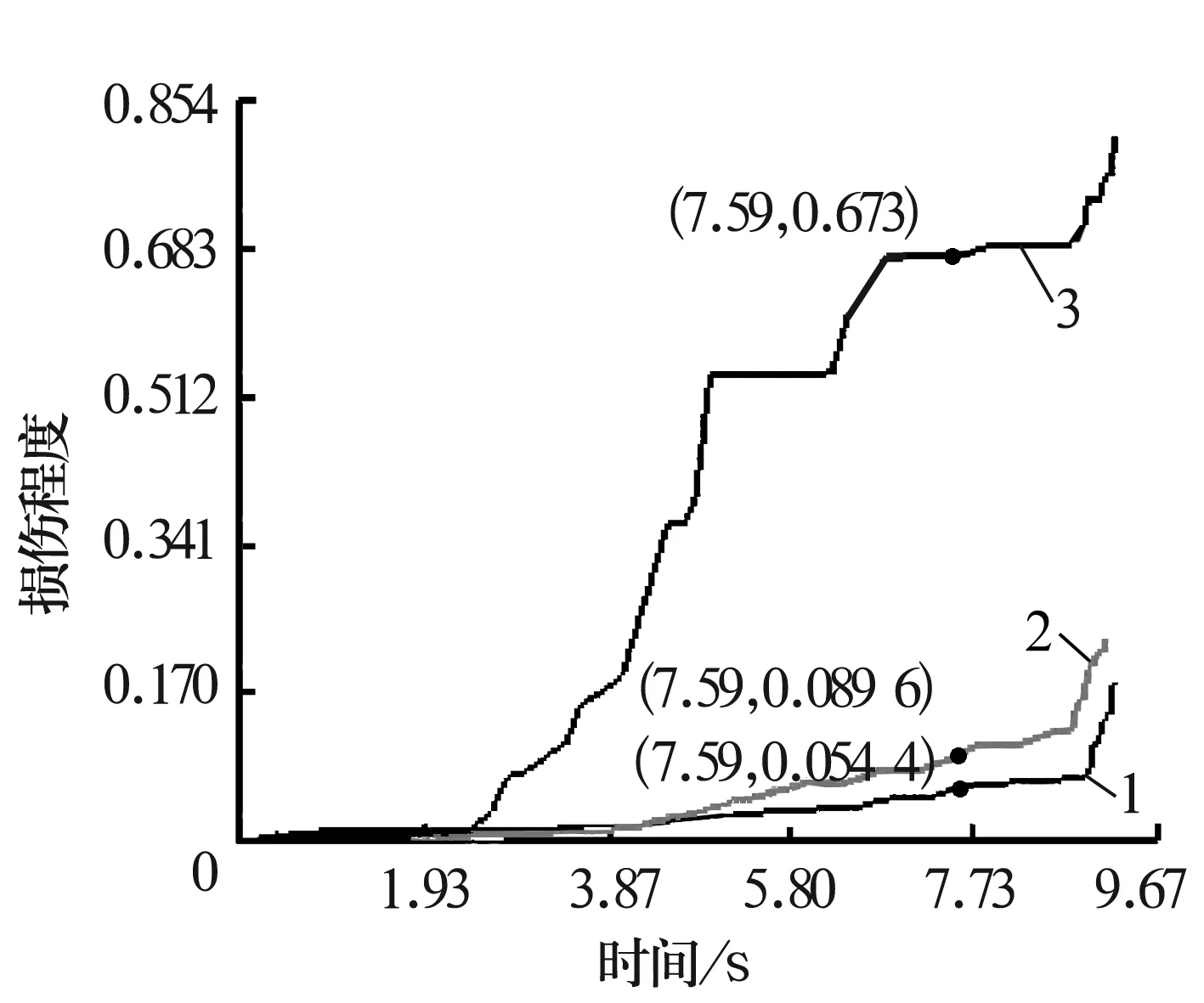
圖10 點追蹤損傷曲線
5 結(jié)束語
通過對小型軸承套圈溫擠壓成形工藝過程、成形性能及其工藝設(shè)計進行理論分析和計算,實現(xiàn)了小型軸承套圈溫擠壓模具的設(shè)計,并借助DEFORM軟件完成了軸承套圈復合溫擠壓成形工藝過程的模擬。通過對模擬結(jié)果的分析發(fā)現(xiàn),坯料在塑性擠壓成形過程中,金屬的應力分布均在安全范圍內(nèi),未出現(xiàn)局部應力過大、坯料破裂的現(xiàn)象,從而驗證了設(shè)計的小型軸承套圈溫擠壓模具的適用性。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03