角接觸球軸承鎖口的設(shè)計改進及工藝實現(xiàn)
2014-07-22 00:45:14趙榮多
軸承 2014年2期
關(guān)鍵詞:工藝
趙榮多
(中山市盈科軸承制造有限公司,廣東 中山 528437)
符號說明
ae——外圈溝道位置
c——柱面寬度
C——外圈寬度
di——內(nèi)圈溝道直徑
De——外圈溝道直徑
Dw——鋼球直徑
D3——鎖口直徑
D4——斜擋邊上距非基準(zhǔn)端面測高點H處的直徑
D5——斜擋邊上與測高點H處間距h的直徑
h——斜擋邊上與測高點H處的間距
H——斜擋邊上距非基準(zhǔn)端面測高點
M——鎖口至測高點H處的距離
N——鎖口至溝道中心的距離
Re——外圈溝曲率半徑
t——鎖量
θ——斜擋邊角度
Δae——外圈溝道位置加工誤差
ΔC——外圈寬度加工誤差
ΔD3——鎖口直徑累計誤差
ΔDe——外圈溝道直徑加工誤差
ΔRe——外圈溝曲率半徑加工誤差
1 角接觸球軸承鎖口分析
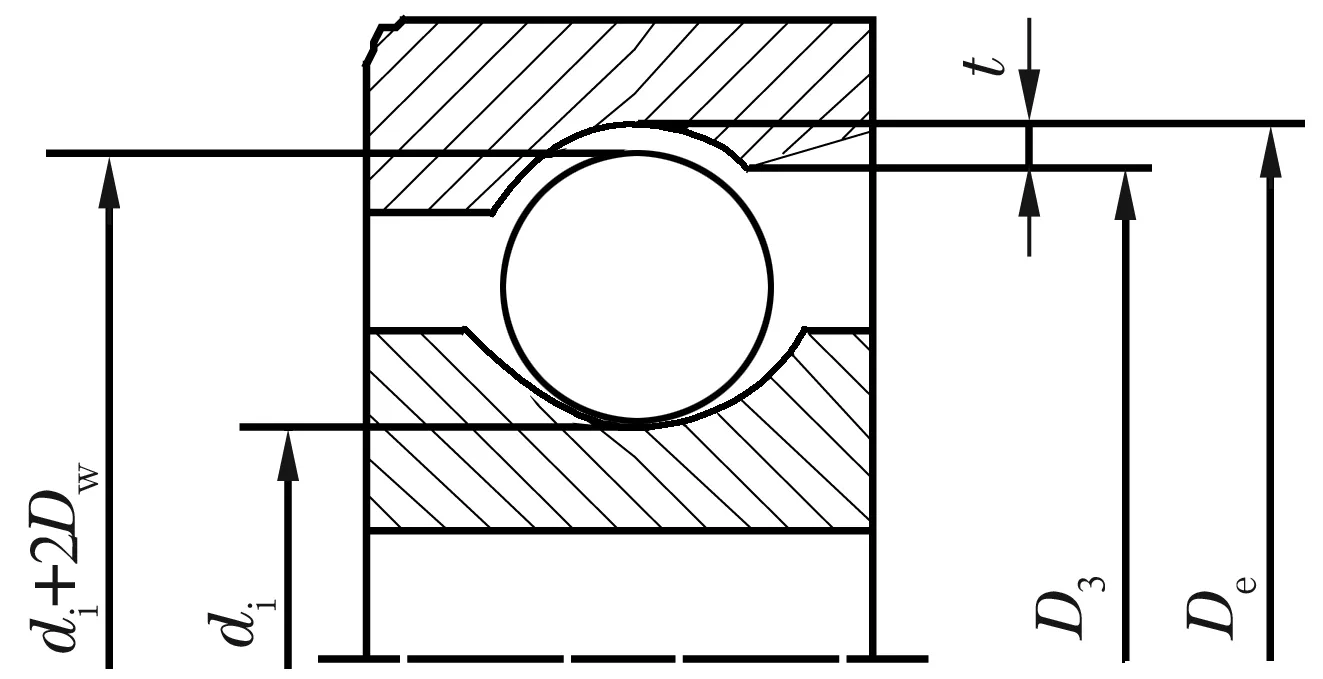
圖1 鎖口示意圖
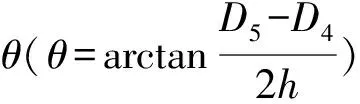
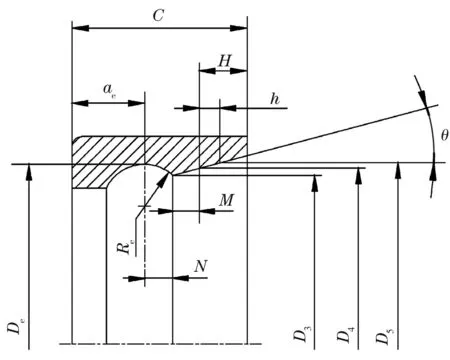
圖2 鎖口直徑的間接測量方法
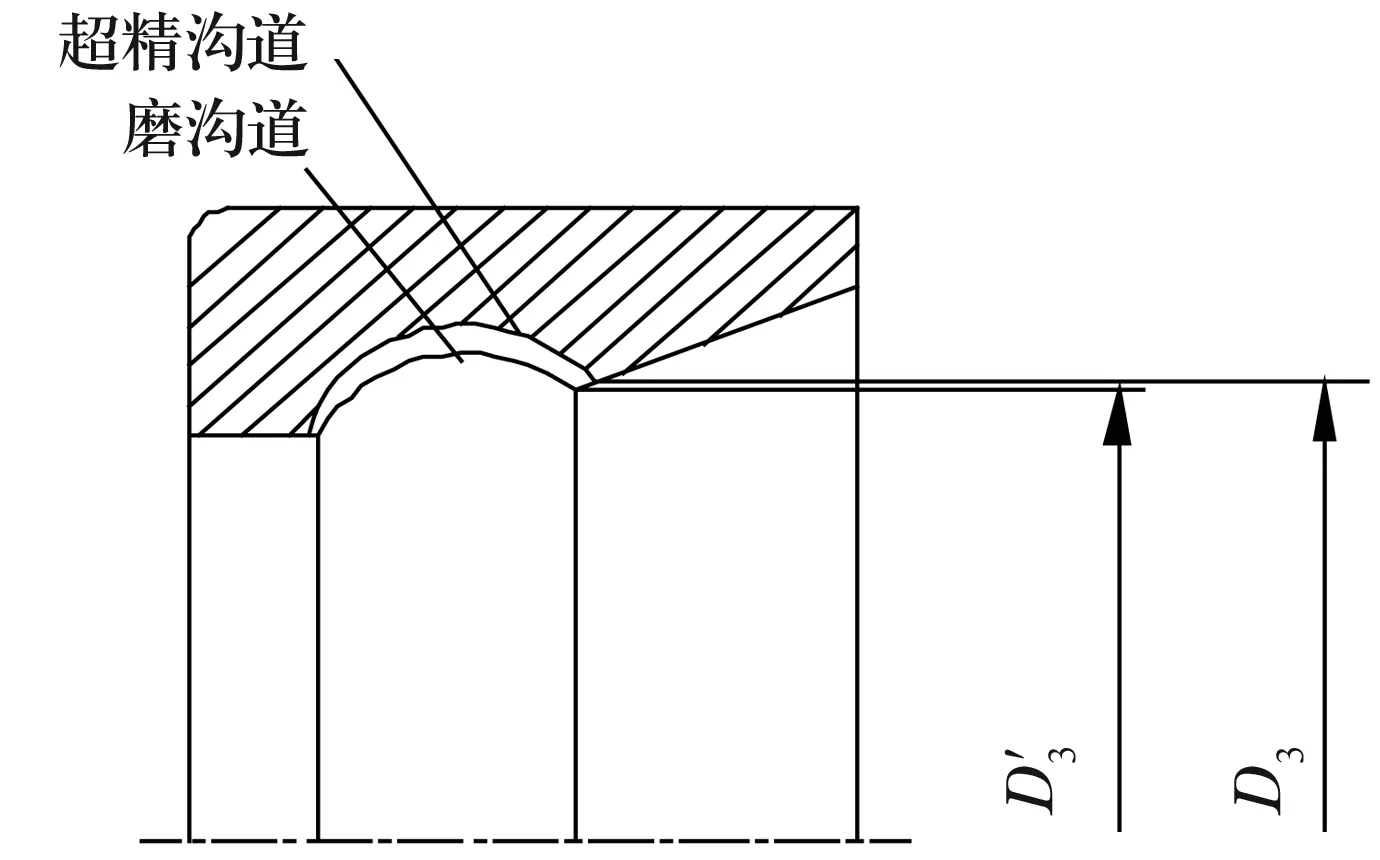
圖3 鎖口直徑在溝道超精前、后的變化
2 鎖口直徑誤差分析
間接測量鎖口直徑,由圖2可知
D3=D4-2Mtanθ,
(1)
M=C-ae-H-N,
(2)
(3)
(4)
D3的誤差與C,ae,Re,De,D4,D5,h,H相關(guān),其中D4,D5,h,H的誤差屬于測量誤差,可忽略;C,ae,Re,De為加工誤差,屬于工藝控制誤差,是構(gòu)成D3誤差的主要因素。D3與ae,Re成正比關(guān)系,與C,De成反比關(guān)系,H,h,D4,D5不變,由(1)~(3)式可得
D3max-D3min=2[Cmax-Cmin+aemax-aemin+
(5)
近似得到鎖口直徑D3的累積誤差ΔD3為
ΔD3≈2(ΔC+Δae+ΔRe+ΔDe/2)tanθ,
(6)
即鎖口直徑誤差為C,ae,Re,De加工誤差的累積誤差,并且隨斜擋邊角度θ的增大而增加。
Δt=(ΔD3+ΔDe)/2=0.027>0.01 mm,
說明實際加工的鎖量t的誤差不滿足設(shè)計要求。
3 鎖口的設(shè)計改進
為了能夠精確控制鎖量,對鎖口處尖角進行設(shè)計改進,改進后鎖口如圖4所示。(1)將鎖口的形狀由尖角改為柱面,當(dāng)斜擋邊角度θ=0時,鎖口直徑誤差不受C,ae,Re,De加工誤差的影響。不僅可以直接測量鎖口直徑,而且使斜擋邊與溝道相交處尖角進一步鈍化,從而減少了合套時對鋼球的磕碰[2];(2)柱面寬度c依據(jù)軸承類型和尺寸可在0.5~3 mm之間選擇。
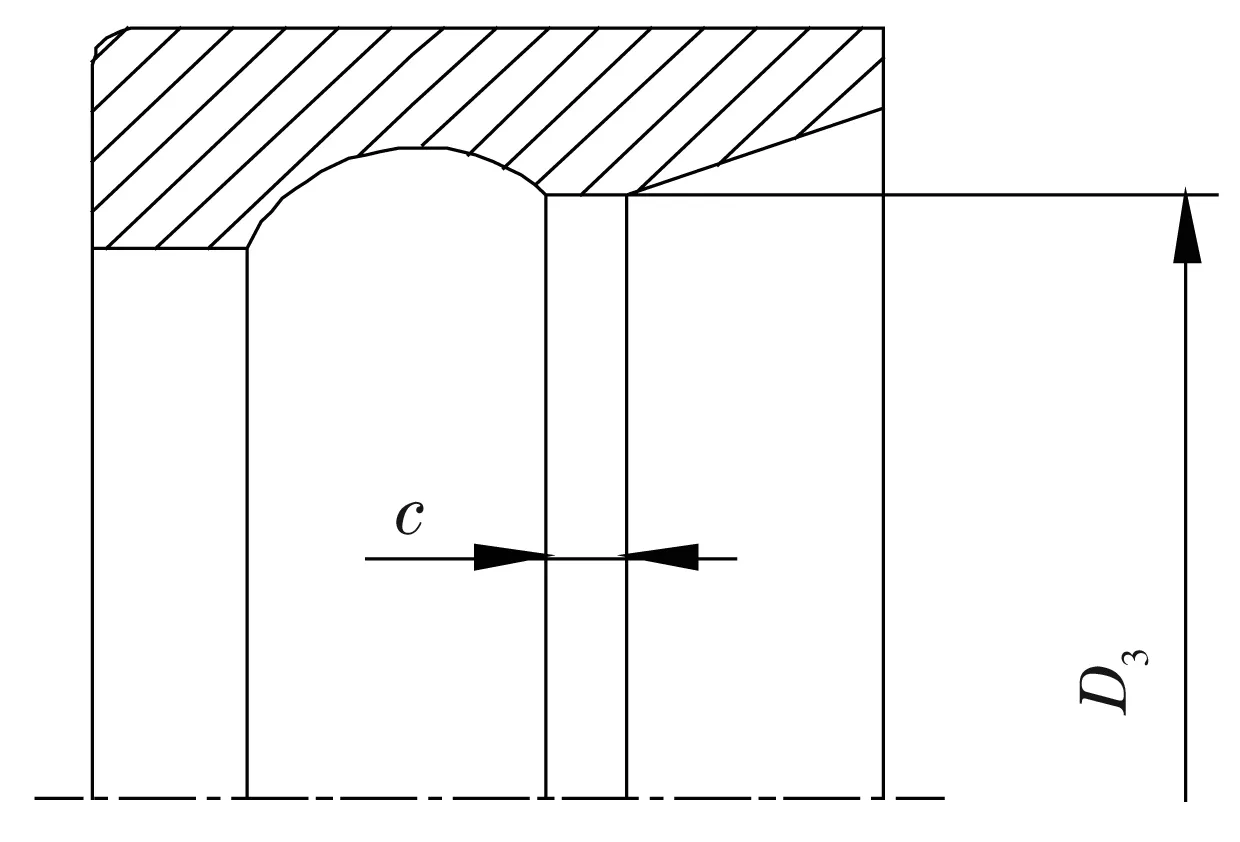
圖4 改進鎖口示意圖
4 工藝實現(xiàn)方法
改進鎖口后使溝道與斜擋邊相交點由尖角變成柱面,外圈的一般加工工藝路線為:磨兩端面→細(xì)磨外徑面→磨引導(dǎo)擋邊→磨溝道→磨鎖口→磨斜擋邊→超精溝道→精磨外徑面。由于磨削柱面鎖口時,砂輪離溝道底部的距離較近,容易擦傷溝道,加工時機床的調(diào)整難度較大。因此,采用復(fù)合磨削技術(shù),高精度金剛石滾輪修整砂輪,實現(xiàn)了引導(dǎo)擋邊、溝道、鎖口和斜擋邊的一次性復(fù)合磨削,鎖口尺寸精度和磨削效率均得以提高。改進后的工藝路線為:磨兩端面→細(xì)磨外徑面→磨引導(dǎo)擋邊、溝道、鎖口、斜擋邊→超精溝道→精磨外徑面。
5 結(jié)束語
通過對角接觸球軸承鎖口和鎖口直徑誤差的分析,將鎖口由尖角改為柱面,消除了加工誤差的影響,實現(xiàn)了鎖口直徑的直接測量;通過采用復(fù)合磨削工藝,實現(xiàn)了引導(dǎo)擋邊、溝道、鎖口及斜擋邊的一次性復(fù)合磨削。改進結(jié)構(gòu)和工藝方法后,減少了合套時鎖口對鋼球的磕碰,避免了磨削鎖口時擦傷溝道,磨削效率大大提高。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
