用普通車床加工曲線軸類零件的一種方法
2014-07-25 11:22:06羅智驍
設備管理與維修 2014年4期
羅智驍
(龍巖市新羅區萬安鎮人民政府 福建龍巖)
一、維修時制作零件的特點
對設備進行維修時,經常需要對損壞的零件進行修理或更換。零件的更換主要通過購買或制作兩個渠道來實現。對于一臺機械設備而言,零件的損壞一般都是單件的。因此,當購買不到的零件或者價格昂貴的零件需要重新制作時,一般只需要制作一到兩件,而且制作的成本不能高于購買的價格。
軸類零件是機械設備中占有比重較大的零件,損壞的概率也比較大。因為損壞件的制作只有一兩件,為了節省費用,不宜制作專門的靠模來進行加工,也不宜使用加工費高的數控設備,因此普通設備,如C6140車床就是最佳選擇。
二、引入計算機輔助設計軟件來實現復雜曲線的加工操作方法
1.畫圖
在電腦上按1∶1的比例畫“曲柄”的零件圖,再畫出圓弧車刀的1∶1正投影,再畫一條偏離曲線輪廓為圓弧車刀半徑5 mm的車刀軌跡線,如圖1中的虛線。
2.標識曲線象限點和過渡點
將圓螺母端面和曲柄的Φ40±0.013 mm處外圓作為對刀原點(0,0)。并將曲線的幾處象限點和過渡點的位置用車刀輪廓標識出來。如圖2所示。
3.取點
然后以X軸即大滑板的移動方向軸向為橫坐標,以Y軸即中滑板移動方向徑向為縱坐標,進行取點,并記錄下所每個點的相對前一個點的坐標數值。取點的多少根據需要加工曲線的精度來確定。取樣的點數越多,精度越高。將圖2中虛線框內最開始的一段直線和曲線輪廓單獨提取出來,詳細說明如何進行取點的操作。
(1)如圖3所示,將圓弧車刀的輪廓移動到對刀位置,一側與圓螺母在A點接觸,另一側與曲柄的Φ40±0.013 mm處在B點接觸。確定出坐標原點0的位置。
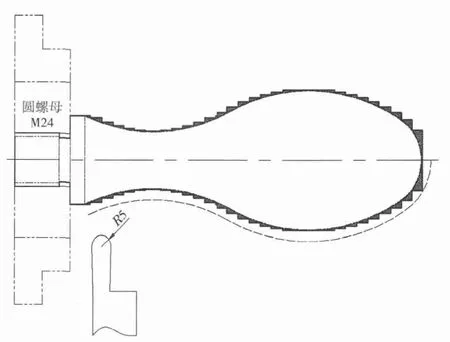
圖1 圓弧車刀運行軌跡

圖2 標識曲線象限點和過渡點
(2)以第一段圓弧的開始點1為起點,以象限點1的X軸坐標為終點,劃一水平線。
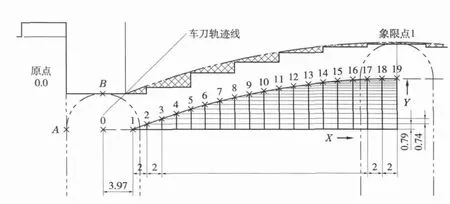
圖3 對刀參考圖
(3)從1點開始,在X軸上每隔2 mm做豎直線與車刀軌跡相交。共產生18個交點,如圖3中點2到點19。從開始點1到象限點1的X軸坐標,實際尺寸為36.028 mm,此處主要討論的是方法原理,為了計算方便故將0.028 mm忽略。
(4)利用計算機輔助設計軟件對每兩個點之間的相對位置進行測量。如圖3中點1相對點0的距離為(X3.97,Y0),點2相對點1的距離為(X2,Y0.79),點3相對點2的距離為(X2,Y0.74),依此類推,將各點的相對距離記錄下來,同時將相對距離換算成為大滑板和中滑板的進刀格數(C6140車床,大滑板轉1格為1 mm,中滑板轉1格為0.05 mm),并制成表1。
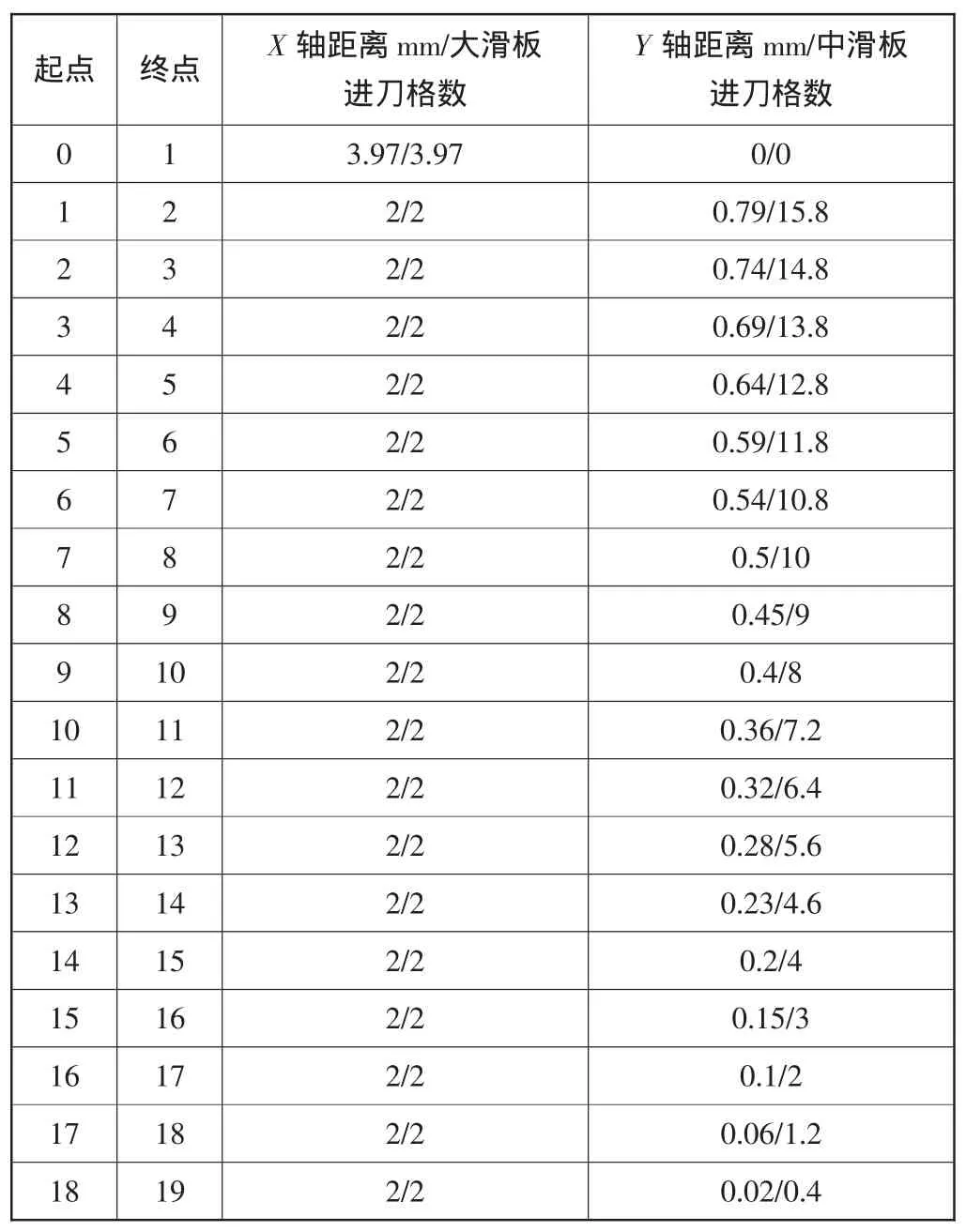
表1 各點進刀參考表
4.操作
(1)在車床上按照計算好的坐標數值表,對大滑板和中滑板逐一進行進刀操作。這里還是以最開始一段直線和曲線輪廓為例來說明操作過程。
(2)先進行對刀操作,確定坐標原點位置0。
(3)操作大滑板沿進刀方向(逆時針)轉動3.97格(3.97格不好操作,可以使用百分表控制車刀的移動距離),中滑板不動,車刀移動到點1的位置。
(4)操作大滑板沿進刀方向轉動2格后,再將中滑板沿進刀方向(順時針)轉動15.8格(中滑板轉15.8格不好控制,可以使用百分表來精確控制進刀距離。先轉15格,然后再用百分表控制0.8格即0.04 mm的進刀量),車刀移動到點2位置。
(5)操作大滑板沿進刀方向轉動2格后,再操作中滑板沿進刀方向轉動14.8格,車刀移動到點3位置。
依此類推,通過大滑板和中滑板的配合一步一步操作,將第一段圓弧加工出來。第二段圓弧從象限點1到過渡點1,這段圓弧的前大半段和第一段圓弧完全對稱,只需要將中滑板的進刀操作改成退刀操作,大滑板仍舊是一次轉2格,就可以把大部分的第二段圓弧加工完成。
需要注意的是第一段圓弧中滑板都是在進刀,即車刀逐漸往軸心靠近,而過了象限點后的第二段圓弧,中滑板是在退刀操作,車刀逐漸遠離軸心。退刀的操作方向為逆時針方向,而且在把進刀變成退刀操作的時候,要注意將中滑板進給絲桿的間隙給排除后再按計算出來的格數進行操作。再往后段的圓弧的加工方法也依此類推。
三、曲柄加工中引入計算機輔助設計軟件后的優點
1.操作容易
整個加工過程,所有的大滑板和中滑板的進刀或者退刀的操作都是按照固定的數值來進行。完成就是傻瓜式的操作,只要會轉手柄就可以。
2.尺寸精度高
通過計算機輔助設計后,車刀的運動軌跡完成符合所需加工的輪廓軌跡,整個加工過程完全不需要使用半徑樣板進行測量。只要控制對曲線輪廓采樣點數的多少,就可以控制輪廓的形狀精度。高采樣點數下加工出的含有復雜曲線輪廓的軸的尺寸形狀精度完全可以比擬數控車床加工精度。
3.加工效率高
相比傳統的操作,需要加工一點輪廓,然后停車使用半徑樣板測量,然后啟動再加工一點輪廓,如此不斷的反復加工、停車、測量、啟動、加工……,非常耗時的方法。在引入計算機輔助設計的方法后,整個過程不需要停車。只要不斷的轉動大滑板和中滑板進行進刀就可以完成了。加工效率大大加快。
四、結論
在維修設備時候,需要重新制作一根或者兩根包含有復雜曲線的軸類零件時,引入計算機輔助設計軟件后,對此類零件的制作效率提高很大,尺寸精度能夠保障,工人的操作簡便快捷。特別是對新時期的有計算機操作基礎的技術工人而言,在平時的工作中使用普通車床加工復雜曲線的機會很少,要學會并掌握傳統加工曲線的方法更加沒有機會。使用計算機輔助設計軟件后,將這一復雜的操作變得數字化,直觀化,對工人的操作技能要求大大降低。
在分析加工內梯形螺紋進刀量時,由于是內梯形螺紋,無法通過直觀來控制切削用量,而引入計算機輔助設計的操作方法,將零件和內梯形螺紋車刀按1∶1比例畫出來,則可以精確的計算出進刀量,使每次進刀量都一致,讓操作變得簡便,加工效率提高。由此可見,引入計算機輔助設計的操作方法,不僅在加工復雜的曲線輪廓中可以使用,也可以推廣到其他加工工序中。
因此在普通車床上加工單件包含有復雜曲線的軸時,將計算機輔助設計軟件引入進來,對曲線輪廓進行分析計算的操作方法,省時省力省人工,十分利于推廣使用。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
