金屬縫合修復(fù)氫壓機(jī)K1102C曲軸箱鑄件裂紋
2014-07-25 11:22:06姜元慶
設(shè)備管理與維修 2014年4期
姜元慶
(中國(guó)石油錦西石化分公司安全監(jiān)督中心 遼寧葫蘆島)
一、鑄鐵裂紋常見(jiàn)修理方式
1.往復(fù)壓縮機(jī)鑄件裂紋原因
往復(fù)壓縮機(jī)鑄件裂紋原因,除了運(yùn)動(dòng)機(jī)構(gòu)存在不平衡力與力矩和基礎(chǔ)設(shè)計(jì)不當(dāng)外,還有流體流經(jīng)吸排氣閥時(shí)氣流脈動(dòng)引起的機(jī)組振動(dòng),因此交變載荷引起往復(fù)式壓縮機(jī)鑄件振動(dòng)是產(chǎn)生裂紋的主要原因。由交變應(yīng)力產(chǎn)生的疲勞裂紋,一般在構(gòu)件表面上開(kāi)始,然后逐漸擴(kuò)展,直到應(yīng)力達(dá)到臨界應(yīng)力時(shí),發(fā)展為失穩(wěn)擴(kuò)展,最后凈斷面減少到不能再承擔(dān)負(fù)荷時(shí),才突然斷裂。裂紋的修復(fù)依據(jù)是防止微裂紋的進(jìn)一步擴(kuò)展,避免達(dá)到臨界應(yīng)力值而產(chǎn)生的斷裂事故。
2.常規(guī)法修復(fù)鑄件裂紋
(1)浸補(bǔ)法修復(fù)裂紋。對(duì)于無(wú)法實(shí)施補(bǔ)焊或鑄件的工作溫度<250℃,而且工作壓力不大的鑄件裂紋缺陷,可以采用浸補(bǔ)的方法修補(bǔ)。浸補(bǔ)法是將呈膠狀的液體滲入鑄件的裂紋縫隙,然后使膠狀液體硬化而填補(bǔ)裂紋縫隙。對(duì)于鑄件上穿透的裂紋,可采用真空減壓浸補(bǔ)裝置,當(dāng)罩內(nèi)空氣抽成真空后,在壓力差的作用下浸補(bǔ)液會(huì)滲入縫隙,待浸補(bǔ)液滲透鑄件,即可解除真空。目前效果較好的浸補(bǔ)材是環(huán)氧樹(shù)脂,但要根據(jù)機(jī)件的使用和操作條件,配不同環(huán)氧值的環(huán)氧樹(shù)脂。對(duì)曲軸箱或軸承箱而言,可選用環(huán)氧值較低(K=0.25)的樹(shù)脂。
(2)熔補(bǔ)法修復(fù)裂紋。熔補(bǔ)是利用金屬液的熱量將鑄件表面熔化,同時(shí)使鑄件被修補(bǔ)部分與熔補(bǔ)的金屬熔接在一起。為減少內(nèi)應(yīng)力,鑄件需先預(yù)熱,熔補(bǔ)部位凝固后需進(jìn)行消除應(yīng)力的熱處理。
(3)補(bǔ)板修補(bǔ)法。補(bǔ)板修補(bǔ)適用于機(jī)體外部強(qiáng)度要求不高的裂縫修補(bǔ)場(chǎng)合,在裂縫兩端,分別用4~5 mm的鉆頭鉆出兩個(gè)止裂小孔,再將已準(zhǔn)備好的補(bǔ)板壓在裂縫上面,使補(bǔ)板與裂縫處緊密貼合,同時(shí)將補(bǔ)板固定好。補(bǔ)板的大小應(yīng)蓋過(guò)裂縫周邊25~30 mm,之后連同補(bǔ)板一起沿邊緣距離10~15 mm處,鉆出直徑6~8 mm的螺孔,每個(gè)螺孔間距20~25 mm,再在機(jī)體上攻絲,將補(bǔ)板緊固即可。
(4)補(bǔ)焊法修復(fù)裂紋。補(bǔ)焊前要對(duì)裂紋部位進(jìn)行仔細(xì)清理,去除缺陷部位的粘砂、氧化皮與油污,同時(shí)在缺陷部位開(kāi)坡口。對(duì)于未穿透的裂紋要開(kāi)U形坡口,并且要在裂紋兩端5~10 mm處或裂紋末端鉆直徑5~6 mm的小孔,孔深要超過(guò)裂紋深度2~3 mm。對(duì)鑄件厚度<20 mm的穿透性裂紋,應(yīng)開(kāi)V形坡口,如果坡口較大時(shí),可墊一塊3~5 mm厚的銅板。對(duì)于鑄件厚度>20 mm的穿透性裂紋,應(yīng)開(kāi)X形坡口。每焊300 mm的焊縫,要對(duì)焊縫反復(fù)敲擊且冷卻要緩慢進(jìn)行,否則熱影響區(qū)會(huì)產(chǎn)生裂紋。對(duì)材料為灰鑄鐵的曲軸箱裂紋焊接,冷焊時(shí)應(yīng)采用非鑄鐵組織的焊條,采用鋼芯或鑄鐵芯以外的焊條時(shí),應(yīng)盡量使用小直徑焊條和較小的焊接電流,以減小內(nèi)應(yīng)力和熱影響區(qū)的寬度。有資料表明,使用銅鋼的組合焊條冷焊鑄件,是目前較好的補(bǔ)焊方法。
上述鑄件裂紋常規(guī)性修復(fù)方法的主要缺點(diǎn)表現(xiàn)在抗拉強(qiáng)度低,稍一受力,結(jié)合處又開(kāi)裂。熔補(bǔ)法適用于可移動(dòng)的小配件,對(duì)于大的配件很難實(shí)行。補(bǔ)焊法對(duì)鑄鐵材料而言,焊接性較差,如果焊接材料和工藝措施選擇不當(dāng),在焊縫和母材交界的熔合線處生成一層白口鑄鐵,嚴(yán)重時(shí)會(huì)使整個(gè)焊縫斷面白口化,硬度可達(dá)到600 HBW。同時(shí)鑄鐵補(bǔ)焊時(shí),在焊縫及熱影響區(qū)均會(huì)產(chǎn)生馬氏體轉(zhuǎn)變,形成淬硬組織,還可能產(chǎn)生冷、熱裂紋。焊接中由于焊件局部不均勻受熱,焊縫在冷卻過(guò)程中應(yīng)力很大,由于鑄鐵在400℃以下基本無(wú)塑性,當(dāng)應(yīng)力超過(guò)鑄鐵強(qiáng)度時(shí),會(huì)再次發(fā)生冷裂紋。當(dāng)采用鎳基材料焊補(bǔ)鑄鐵時(shí),由于鑄鐵含S、P高,形成較多的低熔點(diǎn)共晶物,如Ni-Ni3S2(熔點(diǎn)644℃)、Ni-Ni3P(熔點(diǎn)880℃),易產(chǎn)生熱裂紋。
二、金屬縫合技術(shù)修復(fù)曲軸箱裂紋
1.金屬縫合技術(shù)原理
對(duì)鑄鐵、鑄鋼所產(chǎn)生的裂紋或破損缺失部位,在常溫下利用特制的縫合螺釘,使裂紋兩側(cè)金屬組織受到指向裂紋(或縫合螺釘)方向拉力,再加上在垂直于裂紋方向上安裝不同數(shù)量的加強(qiáng)鎖片,達(dá)到裂紋修復(fù)的目的。其中特制金屬液的密封性和高強(qiáng)度粘接的作用,進(jìn)一步提高了裂紋處金屬組織的抗拉和防滲漏能力。
2.對(duì)4M80壓縮機(jī)裂紋的修復(fù)
加氫裝置4M80壓縮機(jī)裂紋位于十字頭側(cè)曲軸箱觀察窗邊緣,曲軸箱材料為灰鑄鐵,壁厚50 mm,外側(cè)裂紋120 mm,為貫穿性裂紋,其中一個(gè)螺栓孔也開(kāi)裂。修復(fù)中使用的主要工具有縫合釘、專用鉆頭、專用絲錐、螺孔定位工具、密封螺釘與螺孔修復(fù)環(huán)。
(1)對(duì) 4M80壓縮機(jī)裂紋部位進(jìn)行打磨,并用滲透探傷,使裂紋清晰可見(jiàn)。
(2)對(duì)于厚鑄件分別在3個(gè)表面進(jìn)行裂紋縫合,即裂紋的內(nèi)、外表面與鑄件厚度側(cè)。 縫合螺栓與螺孔修復(fù)環(huán)及加強(qiáng)鎖片安裝之前,均需將孔內(nèi)金屬屑清理干凈,然后注入特制起密封凝固作用的金屬液。
(3)對(duì)于產(chǎn)生裂紋的螺栓孔,首先用專用鉆頭鉆孔,然后用專用絲錐攻絲,再將合適規(guī)格的螺孔修復(fù)環(huán)旋進(jìn)(圖1)。
(4)用專用鉆頭沿著裂紋鉆孔,用特制的絲錐攻絲,將縫補(bǔ)螺栓依次旋進(jìn)螺栓孔內(nèi)。在垂直于裂紋的方向安裝加強(qiáng)鎖片,鎖片數(shù)量及間距根據(jù)實(shí)際情況定(圖2)。

圖1 4M80機(jī)曲軸箱開(kāi)裂螺栓孔安裝螺孔修復(fù)環(huán)
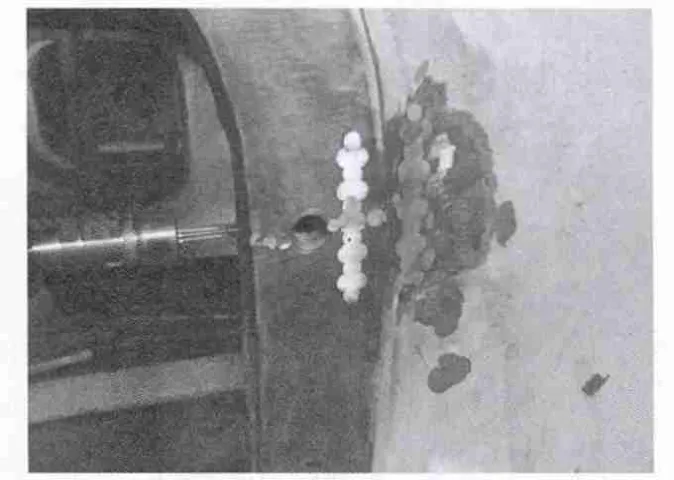
圖2 4M80曲軸箱裂紋修復(fù)圖

圖3 4M80機(jī)曲軸箱裂紋修復(fù)后打磨圖片
(5)最后對(duì)修復(fù)表面進(jìn)行打磨,將不平處磨光,修復(fù)結(jié)束(圖 3)。
3.金屬縫合受力情況分析
灰鑄鐵由于片狀石墨的存在,在片狀石墨尖角處應(yīng)力較集中,在拉應(yīng)力下先從尖角處局部破裂,因此其抗拉強(qiáng)度很低,只為鋼的 1/3~1/5,金屬縫合承受拉力的能力,是衡量該技術(shù)可靠性的重要指標(biāo)。
(1)金屬縫合特制螺紋與普通螺紋比較。普通連接螺紋,牙型為等邊三角形,牙型角60°,當(dāng)螺栓擰緊時(shí),螺栓受預(yù)緊力的拉伸而產(chǎn)生縱向拉伸應(yīng)力及螺紋摩擦力矩的扭轉(zhuǎn)而產(chǎn)生扭轉(zhuǎn)剪應(yīng)力,而特制螺紋牙型為斜三角形,牙型角(β-α)為 20°,當(dāng)螺栓擰緊時(shí),螺栓除了受縱向拉伸應(yīng)力、扭轉(zhuǎn)剪應(yīng)力外,還對(duì)周?chē)饘偈┘又赶蛄鸭y處的水平拉應(yīng)力,以增強(qiáng)裂紋處的抗拉強(qiáng)度。牙型圖見(jiàn)圖 4、圖 5。
(2)縫合螺栓及螺孔修復(fù)環(huán)對(duì)周?chē)饘偈┝η闆r(圖6、圖7)。
從圖6、圖7受力方向及牙型圖可以看出,縫合螺栓及螺孔修復(fù)環(huán)對(duì)鑄件受力均指向縫合螺栓和螺孔修復(fù)環(huán)方向,使裂紋周?chē)饘偈艿揭粋€(gè)緊密的拉力,確保修復(fù)完后鑄件的整體抗拉強(qiáng)度。
(3)縫合技術(shù)與其他修補(bǔ)形式的試件抗拉能力試驗(yàn)(表1)。表1是魯恩斯技術(shù)服務(wù)有限公司提供。
表1顯示,對(duì)鑄件試件進(jìn)行拉力測(cè)試,將各試件拉斷時(shí),通過(guò)修復(fù)栓和加強(qiáng)鎖片修復(fù)的試件,所用的破壞拉力最大,達(dá)43 43 925 N,采用焊接方法的試件,破壞拉力僅為25 807 N。
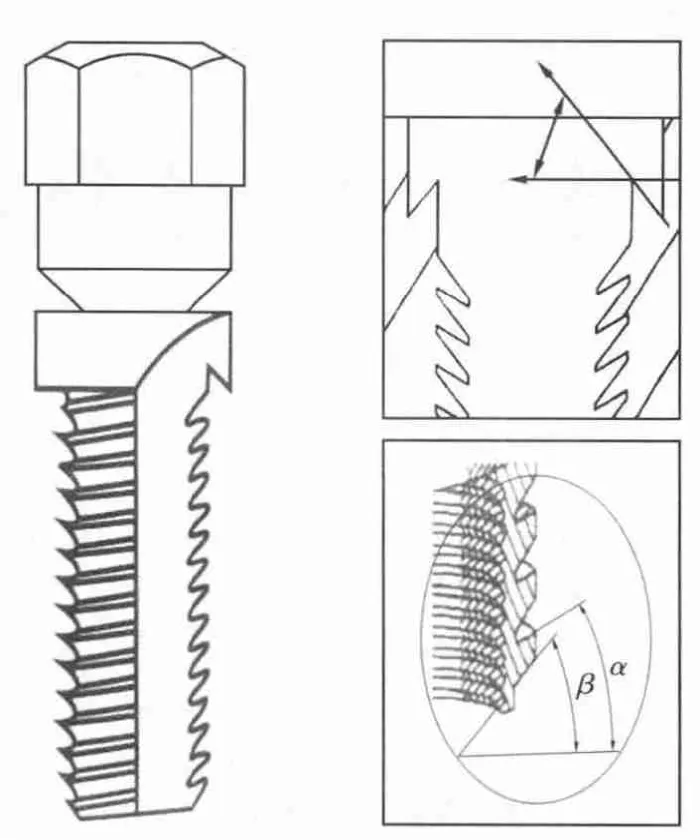
圖4 縫合螺栓螺紋牙型圖
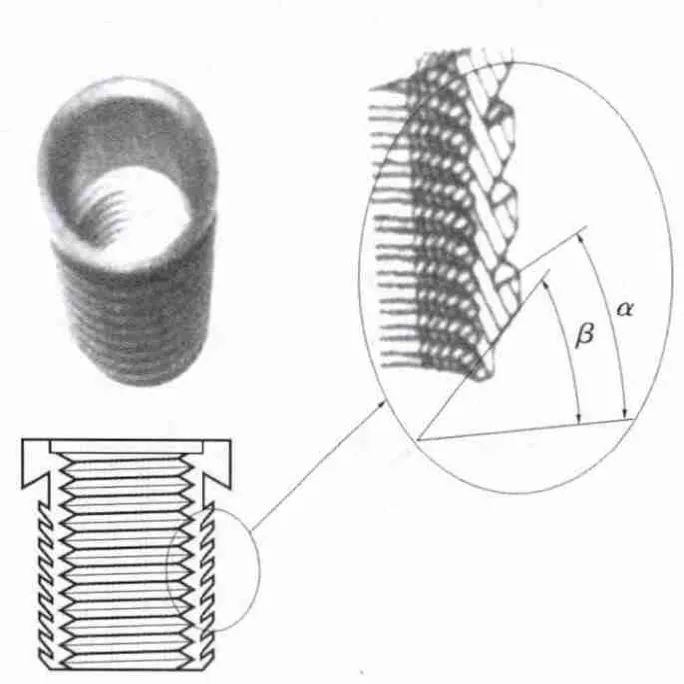
圖5 螺旋修復(fù)環(huán)外螺紋牙型圖
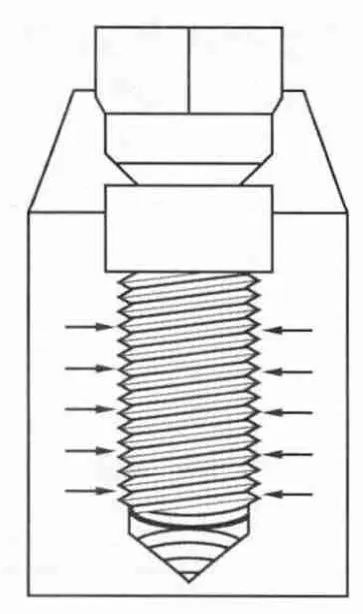
圖6 縫合螺栓對(duì)周?chē)饘偈┘恿Φ姆较?/p>
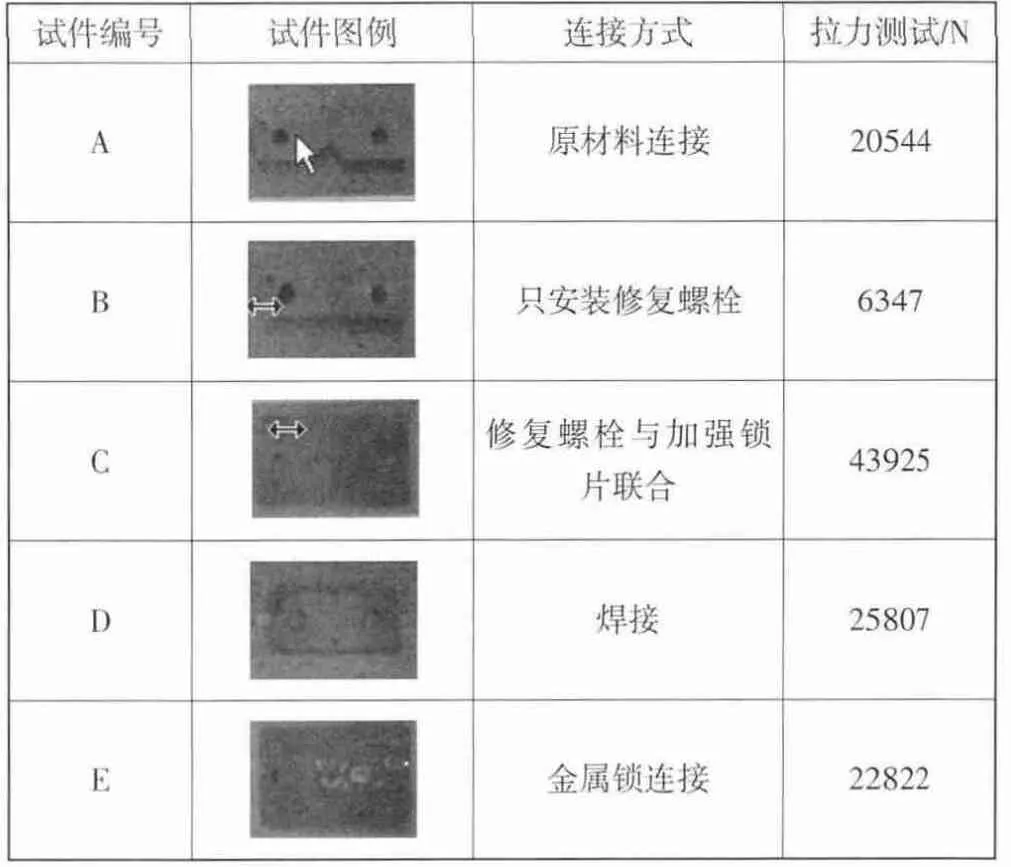
表1 不同連接方式鑄件拉力測(cè)試
三、結(jié)語(yǔ)
4M80壓縮機(jī)曲軸箱修復(fù)后,已平穩(wěn)運(yùn)行一個(gè)多月,原裂紋修補(bǔ)處完好無(wú)損,證明用縫合技術(shù)修補(bǔ)鑄鐵裂紋是成功的,省時(shí)省費(fèi)用。鑄件裂紋縫合技術(shù)在最少拆卸周?chē)考那闆r下,可簡(jiǎn)單快速地進(jìn)行修補(bǔ),修理后無(wú)扭曲現(xiàn)象,不用進(jìn)行熱處理,不會(huì)產(chǎn)生應(yīng)力集中,不同金屬間也能接合。用工業(yè)風(fēng)作鉆孔動(dòng)力,在防爆區(qū)域施工也比較安全。修復(fù)后不但能恢復(fù)應(yīng)有的強(qiáng)度,還能防止修補(bǔ)處泄漏。
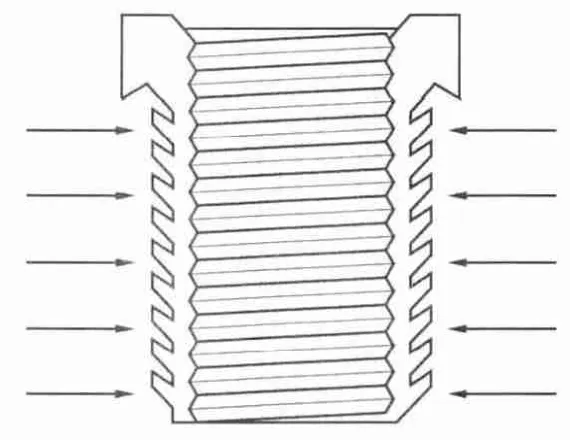
圖7 螺孔修復(fù)環(huán)對(duì)周?chē)饘偈┘恿Φ姆较?/p>
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
