物料離析效應和菱形堆料工藝
2014-07-30 09:40:28劉紅力杜海濱張永麗
中國新技術新產品 2014年5期
劉紅力 杜海濱 張永麗 楊 韜
(1.北方重工集團有限公司裝卸設備分公司研究所,遼寧 沈陽 110860;2.遼寧軌道交通職業學院,遼寧 沈陽 110036)
原料預均化系統是一個現代化水泥廠、鋼廠生產達到優質,高產、低耗的重要條件之一。在一套完整的均化鏈中,原料預均化系統是基礎。而在原料預均化的過程中,由于不同的堆料工藝和不同的物料特性,會產生物料離析效應,離析效應不僅會使預均化效果變差,同時會對取料設備產生破壞。而菱形堆料工藝可以消除這種物料的離析效應。
1 山西通才項目實例分析
山西通才項目原料場采用一臺HDB800/20.5回轉堆料機配兩臺橋式取料機,回轉堆料機可回轉±100°達到兩側均可堆料。回轉堆料機采用“人”字形堆料方式,人字形堆料法是將堆料點設定在矩形料堆的縱向中心線上,堆料機只要沿著堆場的縱長方向,在兩端之間連續往復行走,就可以使橫截面為等腰三角形的料堆呈規律性地放大。由于每層物料的橫截面都呈“人”字形,所以被稱為“人”字形堆料。但在實際的工作過程中,物料產生了嚴重的離析效應(如圖1所示)。

圖1 物料的離析效應
2 原料在均化時產生離析效應的因素
2.1 原料的粒度:原料破碎后的顆粒總是有差別的。堆料時,物料從料堆頂部沿著自然休止角滾落(“人”字形),較大的顆粒總是滾到料堆的底部兩邊,而細料則留在上半部。
2.2 原料的成分:原料在進入堆場時是由多種原料混合而成,混合物料通過堆料機進行預均化時,由于不同物料本身的物理特性不同,物料的自然休止角也不同,導致在堆料的過程中物料分層現象。
2.3 物料含水率、堆料點的落料高度差等都回影響到物料的離析效應。
3 離析效應產生的現場問題
3.1 物料的離析效應導致料堆橫斷面上成分的波動,混勻效果差。
3.2 由于離析效應使得較大的顆粒總是滾到料堆的底部兩邊,導致取料機在取料的過程中,取料裝置在料堆不同部位受力不均勻,越往料堆兩邊受到的沖擊力越大,取料裝置的磨損越嚴重,現場出現了嚴重變形的現象。
3.3 物料的不均勻對受料皮帶機沖擊比較嚴重,托輥損壞嚴重。
4 解決離析效應的方案
4.1 將回轉堆料機的堆料臂架加長;
4.2 堆料工藝由“人”字形改為菱形堆料。
5 菱形堆料工藝
5.1 菱形堆料工藝料堆截面圖(如圖2所示)
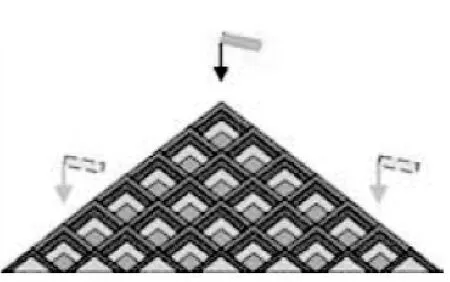
圖2 菱形堆料工藝圖
5.2 菱形堆料工藝步驟:
5.2.1 第一層的第一堆:首先堆料機行走至一料場的開始堆料點,將臂架下俯到預定最低角度12°,懸臂與軌道夾角為21°(如圖3所示),堆料機開始堆料,此時為小“人”字形堆料,沿著預定的方向往復從料堆一端行走至另一端,當料位計探測到物料后,即堆完第一層的第一堆的堆料過程。
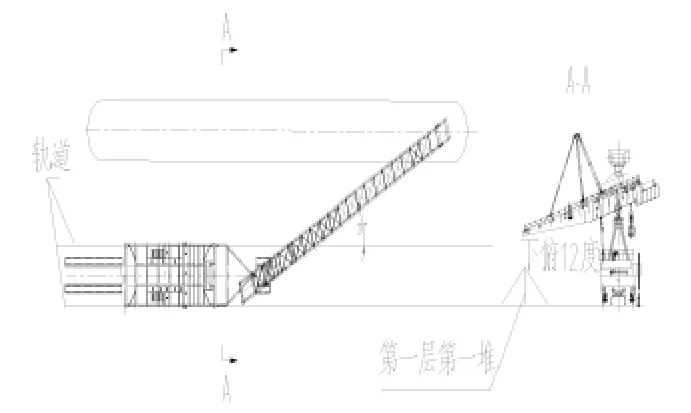
圖3 第一層的第一堆
5.2.2 第一層的第二堆:懸臂架開始向料場方向旋轉一角度,臂架下俯的角度不變,堆料機大車后退(逆著來料膠帶機)行走一距離,使落料點距第一條物料有個距離,開始堆料即堆第一層的第二堆(如圖4所示)。
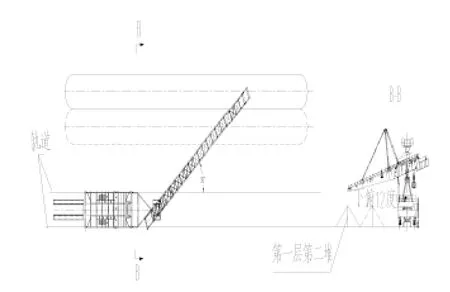
圖4 第一層的第二堆
5.2.3 第一層的第n堆: 重復以上步驟,完成第一層的第三堆、第四堆……第n堆,直到臂架與軌道垂直,此時堆料端面成波峰波谷狀(如圖5所示)。
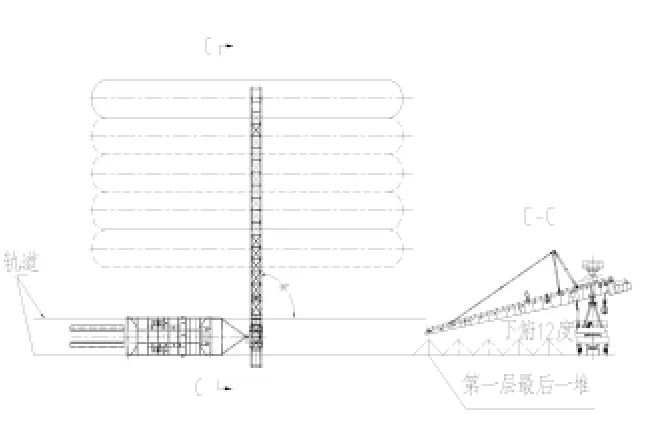
圖5 第一層的最后一堆
5.2.4 第二層的第一堆:重新調整堆料機位置,將懸臂膠帶機伸到第一層的第一堆和第一層的第二堆中間處(如圖6所示),重復堆第一層的步驟即堆完第二層(如圖7所示)。
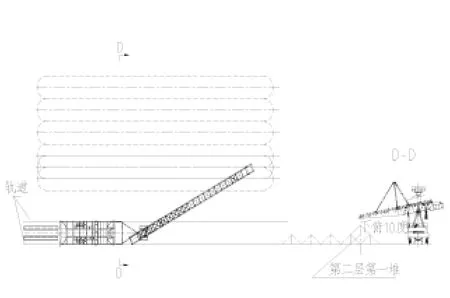
圖6 第二層的第一堆
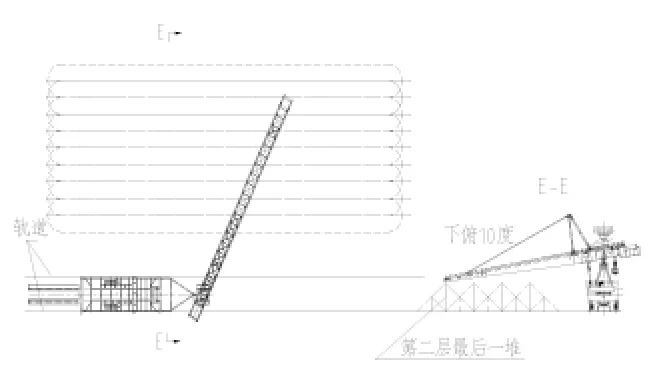
圖7 第二層的最后一堆
5.2.5 如此往復第一、第二層的步驟,直至臂架升至預定最高角度時懸臂膠帶機伸長至一合適位置,使落料點對準料堆中心線,這時堆料膠帶機不再回轉,將料堆區域堆滿為止(如圖8所示)。
6 改造后實際效果
6.1 改造后物料的離析效應明顯削弱,預均化效果顯著。
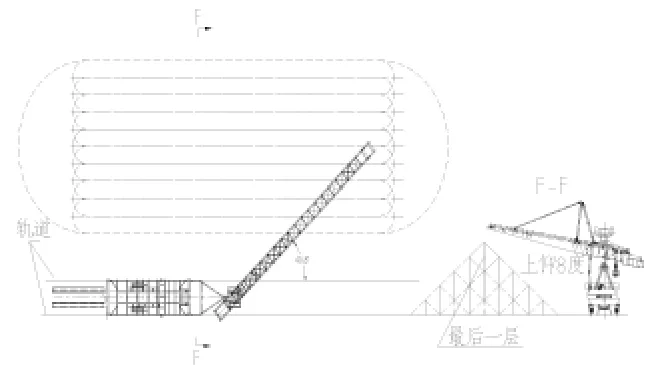
圖8 最后一層的最后一堆
6.2 取料機的取料裝置受沖擊力變形消失。
6.3 菱形堆料方式比“人”字形堆料方式控制復雜,設備采用自動控制時相差不大,但是如果采用人工手動控制,菱形堆料工藝更加需要操作工人技術的嫻熟程度。
7 結論
7.1 “人”字形堆料方式容易產生物料的離析效應。
7.2 回轉堆料機可以完成不同堆料工藝要求。
7.3 菱形堆料工藝可以大大消除物料的離析效應,提高均化比。
[1]陳書起,安寶軍,劉良富,孫素貞.水泥原料預均化方式的綜合評述[J].中國建材科技,2001(05).
[2]雷鳴,劉志強.原料預均化的選擇和應用[J].水泥技術,2004(02).
[3]戴忠鑫.堆取料機在水泥工業中的應用[J].水泥技術,2001(06).
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中學物理·高中(2016年12期)2017-04-22 11:53:03
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
石油化工應用(2014年8期)2014-03-11 17:40:03
