鋁合金AL3003的激光焊接工藝研究
2014-08-01 08:47:02吳曉紅
武漢船舶職業技術學院學報 2014年1期
關鍵詞:焊縫
吳曉紅
(武漢職業技術學院電子信息工程學院,湖北武漢 430074)
目前,環境的污染以及石油危機越來越嚴重,汽車技術正經歷著燃料多元化、動力電氣化等重大技術變革。具有高效節能、低排放或零排放優勢的電動汽車是解決環境危機以及石油危機的必然選擇,因此受到世界各國的高度重視[1]。而新能源汽車開發的最大瓶頸是車載動力電池。動力電池的壽命、安全性等對新能源汽車的性能起到至關重要的作用,電池的外殼是動力電池至關重要的一個部件,起到封裝的作用。
AL3003鋁合金是鋁錳合金系列材料,具有防銹性、成型好、熔接性、耐腐蝕性等優良特性,被廣泛用于制備動力電池的外殼等。由于鋁合金(AL3003)對激光反射率高,熱傳導性高,且在焊接過程中產生的光致等離子體對激光的屏蔽作用,激光焊接時,需要較大的激光功率密度。另外,鋁合金內部其他的元素如猛、硅、鋅、銅等元素與鋁的熔點不一致,這些低熔點金屬在加熱過程中容易氣化使得熔池中產生氣孔,使得焊接過程中不穩定的因素增加。傳統焊接動力電池鋁合金外殼常采用YAG脈沖激光,王中林采用450W固體YAG激光器對0.6mm的AL3003進行了密封焊接試驗[2]。王中林還針YAG激光器焊接效果進行了理論分析[3]。對于固體YAG激光器,焊接時具有焊接效率低,容易產生氣孔、裂紋等缺陷。光纖激光是近幾年發展起來的先進技術,光纖激光器比起傳統的YAG脈沖激光器、CO2激光器,具有質量輕,光束好,能量轉換高,維護簡單等優點。本文主要采用500W光纖激光器對厚度為1mm的AL3003鋁合金進行搭接焊研究 ,分析鋁合金的光纖激光焊接特性及其主要影響因素,以控制和優化鋁合金光纖激光焊接工藝。
1 試驗條件和方法
焊接設備中的激光器采用IPG多模光纖激光器,如圖1所示,工作臺采用華工激光設計的四軸聯動工作臺,整體布置如圖2。

圖1 激光器
材料均為1mm厚度的AL3003鋁合金,化學成分如表1。焊接完成后采用手持式電子顯微鏡(最大放大倍數為250倍)觀察焊縫表面及背面外觀情況。
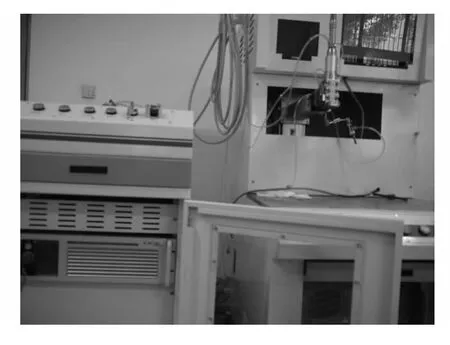
圖2 整體布局

表1 AL3003的化學成分(質量份數百分比)
2 試驗結果分析
2.1 正交試驗
在保持激光焊接功率不變的情況下(90%:445W),對焊接速度和離焦量兩個參數進行正交試驗,所取因素水平見表2,并分析其對焊接質量的影響。
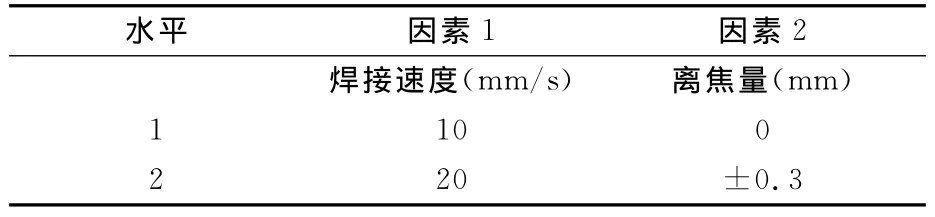
表2 因素水平表
根據兩因素三水平正交試驗的設計原理,對表2的工藝參數進行搭配,共有六種組合方式。因此在平板上進行六組激光焊接試驗,試驗編號在表3中列出。

表3 正交試驗結果及分析
2.2 焊接速度的影響
當速度為20mm/s時,只有在焦點處才能將1mm的鋁合金(牌號為3003)完全焊透,在一定離焦情況下(正負離焦0.3mm)均無法焊透,如圖3a所示,鋁板背面無明顯焊縫。當焊接速度為10mm/s時,在一定的離焦量范圍內(正負0.3mm),均能焊透1mm的鋁合金,如圖3b所示,鋁板背面有明顯焊縫。這是因為在速度較快時,熱量的累積不夠,鋁合金的表面對激光的吸收率本來降低,從而達不到焊透的效果。當速度較慢時(10mm/s),單位時間單位面積上激光的輸入功率越大,并且熱量的累積也越多,焊縫的熔深也較深。但是速度過慢又會導致材料過度熔化,焊縫過寬,熱影響區過熱,熱裂紋傾向增大,因此當工件厚度一定時,存在一維持熔深、熔寬的最佳焊速[4]。
2.3 離焦量的影響
在鋁合金激光焊接中,離焦量的變化對焊縫的表面成形和熔深都有很大的影響,研究表明,離焦量對焊縫成形的影響為拋物線趨勢,存在最佳離焦量[5]。當離焦量為正0.3mm時,搭接縫隙后面只有輕微的痕跡,即熔深未全部達到1mm,此時的抗強度不是很高。當離焦量為0時(焦點位置),焊接過程中產生輕微飛濺,焊接后的焊縫會有高低不平等缺陷,如圖4a、圖4b所示(圖4b為焊縫放大50倍外觀圖)。這可能是在焦點處激光能量密度太高,導致鋁合金中的一些低熔點金屬元素氣化而導致的飛濺。當離焦量為負0.3mm時(激光焦點在工件表面的下面),熔深比正離焦時要深,焊接過程中無飛濺產生,焊縫表面無明顯缺陷,很光滑,如圖4b所示。當有一定的離焦量時,激光能量在聚焦光斑處分布較均勻,使得焊接過程相對穩定。隨離焦量的負值增加熔深增大,其原因在于負離焦量時,小孔內的功率密度比工件表面的高,蒸發量更大,因而得到更大的熔深,在選擇激光功率的同時必須要選擇與其相應的離焦量,以保證獲得光滑的焊縫表面成形[6]。
2.4 保護氣體

激光焊接時需采用保護氣體進行保護,其作用是排除空氣中的氧氣及氮氣對焊接過程的影響,使焊縫免受污染。鋁受熱后容易與空氣中的氧氣發生反應產生熔點更高的氧化鋁,使得焊接過程不穩定,鋁還容易與氮氣反應產生容易Al-N脆性相,同時易形成氣孔等。另外,自離子化的金屬母材蒸氣,以及保護氣體的電離均會在焊縫表面產生光致等離子體。等離子體濃度較低時吸收部分激光,然后熱傳遞給鋁合金,增加鋁合金對激光的吸收進而增加熔池的深度。但是等離子體濃度較高時,會在激光與材料之間形成屏蔽層,阻礙材料對激光能量的吸收,同時還會改變光束聚焦形態 ,使激光束發生折射、偏轉。這種情況下,焊縫的熔深會降低而且由于等離子體濃度的不穩定導致激光焊接過程不夠穩定。激光焊接傳統上采用Ar,N2,He 3種保護氣體,理論上He最輕且電離能最高,最不容易產生光致等離子體,使用He氣誘導小孔時,由于He氣本身質輕而逸出,氣孔形成機率小,因此熔深不夠。采用混合氣體如Ar-O2,N2-O2等氣體保護效果較好[7],但是混合氣體中氣體的比例需要大量實驗摸索。綜合考慮,采用Ar進行保護,調節保護氣流與工件的距離、角度以及氣流量大小來得到最佳焊接效果,結果表面,當氣流與工件的距離為4 mm(氣流的延長線在工件的交點與激光在工件上交點的距離),氣流束與工件水平面夾角為45°時,氣流量大小為1.0m3/h時,可以獲得飛濺較少、表面成形良好且熔深較深的焊縫。
3 結 語
(1)采用光纖激光焊接工藝實現了AL3003鋁合金的焊接。通過正交試驗,速度為10mm/s以及離焦量為負0.3mm時得到焊縫外觀良好,且熔深足夠深的焊接效果。
(2)通過分析,焊接速度對焊縫熔深的影響最大,離焦量對焊接外觀影響最大。
(3)采用Ar進行保護時,氣流與工件距離4 mm,夾角45°,氣流量大小為1.0m3/h時,焊接效果最好。
1 王少龍,侯明,王瑞山.動力電池的研究現狀及發展趨勢[J].云南冶金,2010,39(2):75-8.
2 王中林.AL3003動力電池外殼激光焊接密封試驗[J].激光雜志,2012,33(6):65-66.
3 王中林.動力電池外殼激光焊接試驗分析[J].試驗與研究,2012,41(7):11-12
4 王希靖,片山圣二.不同鋁合金在激光焊接時的熔化和蒸發特性[J].焊接學報,1995,16(3):31-33.
5 Zhuang Lei,Luo Yu.Study on laser welding of Al-Li alloy[R].AWJT,2005.
6 戴景杰.鋁合金激光焊接工藝特性研究[J].電焊機,2010,40(3):20-23
7 Wang Wei,Xu Guangying,Duan Aiqin,et al.Study on Porosity Formation Mechanism in Laser Welding 1420Al-Li Alloy[J].AWJT'2005:B43-B49.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
