真空灌注工藝中樹脂流動(dòng)性分析
2014-08-08 01:00:31孫洲,沈葛
天津科技 2014年6期
關(guān)鍵詞:實(shí)驗(yàn)
孫 洲,沈 葛
(天津東汽風(fēng)電葉片工程有限公司 天津300480)
真空灌注工藝中樹脂流動(dòng)性分析
孫 洲,沈 葛
(天津東汽風(fēng)電葉片工程有限公司 天津300480)
通過對(duì)真空灌注工藝中影響樹脂流動(dòng)的相關(guān)參數(shù)如真空壓力、預(yù)制件滲透率、樹脂粘度等的實(shí)驗(yàn)研究,分析樹脂在預(yù)制件中的流動(dòng)情況,確定它們與樹脂流動(dòng)距離之間的聯(lián)系,從而達(dá)到優(yōu)化工藝的目的。通過實(shí)驗(yàn)研究分析得出的數(shù)據(jù)和結(jié)論,可以為實(shí)際生產(chǎn)過程中的材料選擇、工藝設(shè)計(jì)、實(shí)際操作、問題檢查和處理提供參考和指導(dǎo)。
真空灌注工藝 樹脂 流動(dòng)性
1 實(shí)驗(yàn)部分
1.1 實(shí)驗(yàn)材料和儀器
實(shí)驗(yàn)材料:雙酚A型低粘度環(huán)氧樹脂、胺類固化劑、玻璃纖維布、導(dǎo)流網(wǎng)、導(dǎo)流氈(導(dǎo)流介質(zhì))、脫模布和真空袋膜。
實(shí)驗(yàn)儀器:電子天平、美國 BROOKFIELD DV-Ⅱ可編程控制式數(shù)顯粘度計(jì)、真空泵、島津 AG-IC 100,KN萬能試驗(yàn)機(jī)、樹脂收集器、秒表、直尺等。
1.2 實(shí)驗(yàn)安排
按照真空灌注工藝布置實(shí)驗(yàn),確定所用玻璃纖維布的類型、尺寸等。在實(shí)驗(yàn)之前要根據(jù)預(yù)制件及其含膠量計(jì)算樹脂用量,考慮到導(dǎo)流管等有樹脂消耗,在計(jì)算值上應(yīng)加上一定的余量,通常為樹脂總量的15%~20%。樹脂用量(含固化劑)計(jì)算公式如下:

其中,a為纖維布長度;b為纖維布寬度;n為纖維布層數(shù);λ為纖維布單位面積質(zhì)量;ω為含膠量;mresin為樹脂用量(含固化劑)。
2 實(shí)驗(yàn)結(jié)果分析
在實(shí)驗(yàn)室進(jìn)行實(shí)驗(yàn),玻璃纖維布采用四向布。具體實(shí)驗(yàn)數(shù)據(jù)見表1。
將實(shí)驗(yàn)所得樹脂流動(dòng)距離和時(shí)間的數(shù)據(jù)用計(jì)算機(jī)分析擬合,得到如圖1所示結(jié)果。

表1 實(shí)驗(yàn)數(shù)據(jù)表Tab.1 List of experimental data
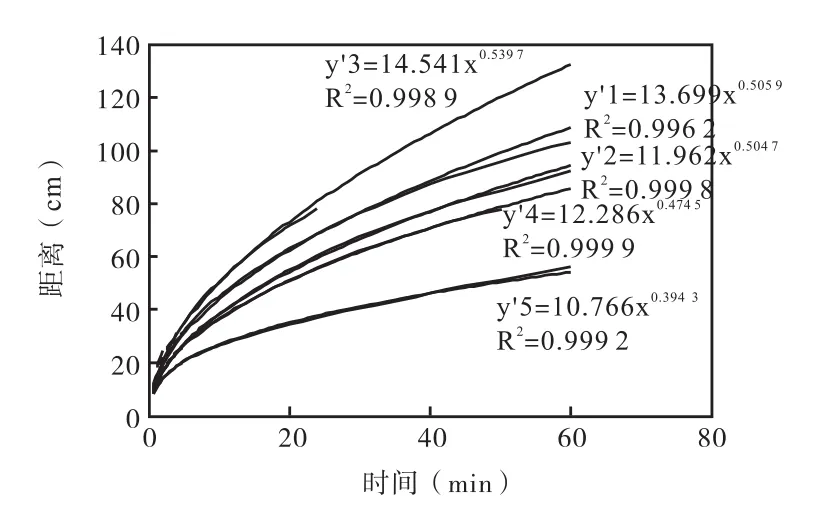
圖1 樹脂在預(yù)制件中流動(dòng)距離與時(shí)間曲線及其乘冪趨勢(shì)線Fig.1 Curve of infiltration advancement distance in preimpregnation fabrics and the time as well as its power trend line
2.1 樹脂粘度對(duì)流動(dòng)距離的影響
表 1中實(shí)驗(yàn) 1、實(shí)驗(yàn) 2、實(shí)驗(yàn) 4在真空壓力和鋪層情況相同的情況下,隨著樹脂粘度的增加,樹脂在預(yù)制件中的流動(dòng)距離減小,流動(dòng)速度變慢。實(shí)驗(yàn) 3中樹脂粘度雖然介于實(shí)驗(yàn) 2和實(shí)驗(yàn) 4中的樹脂粘度之間,但由于實(shí)驗(yàn) 3采用了兩向纖維布,其孔隙率要大于四向布的滲透率和孔隙率。樹脂在預(yù)制件的流動(dòng)過程中,隨著流動(dòng)時(shí)間的增加,其粘度也在不斷變大,直到樹脂完全凝膠。這段時(shí)間稱為樹脂的凝膠時(shí)間。樹脂凝膠時(shí)間的長短和樹脂本身的固化機(jī)理及環(huán)境溫度有關(guān),即使環(huán)境溫度控制在一個(gè)穩(wěn)定值,樹脂由于本身的固化放熱,內(nèi)部溫度也是不穩(wěn)定的,所以我們測(cè)得樹脂粘度只是樹脂在固化初期的粘度。在實(shí)際生產(chǎn)中,樹脂和固化劑的比例必須嚴(yán)格控制,固化劑加入比例對(duì)樹脂最終的性能有很大影響,進(jìn)而影響復(fù)合材料的性能。固化劑加少了,會(huì)導(dǎo)致樹脂固化不完全;固化劑加多了,樹脂內(nèi)部反應(yīng)加劇,可能出現(xiàn)暴聚等情況,使樹脂的固化情況不能控制。
2.2 纖維鋪層厚度對(duì)流動(dòng)距離的影響
在實(shí)驗(yàn)中,用鋪層厚度來反映預(yù)制件的滲透率。當(dāng)然影響預(yù)制件滲透率的因素很多,包括預(yù)制件本身的壓實(shí)特性,樹脂對(duì)預(yù)制件的浸潤性,纖維預(yù)制件的孔隙率等。由于實(shí)驗(yàn)采用相同類型的樹脂,相同的真空度,相同類型的玻纖織物,所以通過比較鋪層厚度仍然可以宏觀反映預(yù)制件滲透率對(duì)樹脂在預(yù)制件中流動(dòng)距離的影響。實(shí)驗(yàn)中采用的 4層玻璃纖維布鋪層,預(yù)制件上下表面的樹脂流動(dòng)距離差距不大,當(dāng)鋪層變?yōu)?12層時(shí),這個(gè)差距就很大了,而且隨著流動(dòng)距離的加大,樹脂在預(yù)制件中的流速減慢,差距越來越大。
3 其他因素對(duì)樹脂流動(dòng)的影響
3.1 真空度對(duì)樹脂流動(dòng)的影響
真空度不夠會(huì)增大樹脂和模腔中空氣存在的幾率,導(dǎo)致樹脂流動(dòng)速度減慢。樹脂固化后包裹氣泡留在復(fù)合材料中,形成白點(diǎn)、干斑,這是由于該處缺少樹脂。在受力情況下,會(huì)形成應(yīng)力集中,所以復(fù)合材料中的氣泡對(duì)制品性能有很大影響。實(shí)際生產(chǎn)中對(duì)真空度的要求很高,在真空灌注之前必須嚴(yán)格檢查氣密性,保證真空度在 0.1,MPa,盡量排盡模腔中的空氣,以保證制品的質(zhì)量。
3.2 灌注方式對(duì)樹脂流動(dòng)影響
樹脂的灌注方式?jīng)Q定著樹脂的流動(dòng)模式,從而影響樹脂充模時(shí)間。真空灌注工藝常用的灌注方式及相應(yīng)的流動(dòng)模式很復(fù)雜(見表 2),包括灌注過程的非等溫性、樹脂粘度的非恒定性、充模過程的非穩(wěn)定性,但可以預(yù)測(cè)理想情況或總的流動(dòng)趨勢(shì)。

表2 灌注方式及相應(yīng)的流動(dòng)模式Tab.2 Ways of infusion and their infiltration advancement modes
由表 2中可知,相同的充模面積,線型灌注需要的充模時(shí)間幾倍于中心灌注。實(shí)驗(yàn)測(cè)得外圍灌注樹脂的充模時(shí)間僅為中心灌注的 1/3,而且充模面積越大,兩者充模時(shí)間相差越明顯,這是由于真空負(fù)壓恒定時(shí),中心灌注的灌注口周長決定著樹脂的最大體積流量,而外圍灌注的外圍周長形成一個(gè)大的灌注口,其周長是中心灌注口的幾倍甚至幾十倍。因此,任意時(shí)刻樹脂的最大體積流量都幾倍于灌注注射,在充模面積相同的情況下,外圍灌注的流動(dòng)充模時(shí)間成倍地減少。綜上所述,灌注方式改變時(shí),樹脂的流動(dòng)模式和流動(dòng)速度發(fā)生改變。
3.3 導(dǎo)流介質(zhì)對(duì)樹脂流動(dòng)影響
導(dǎo)流介質(zhì)一方面影響樹脂的流動(dòng)模式,另一方面影響樹脂的流動(dòng)速度。導(dǎo)流介質(zhì)的滲透率決定樹脂的充模時(shí)間,而纖維增強(qiáng)材料的滲透率不起決定作用,高滲透率的導(dǎo)流介質(zhì)可以提高充模速度。纖維預(yù)制件不加導(dǎo)流介質(zhì)時(shí),樹脂在纖維預(yù)制件中的流動(dòng)非常困難,加入導(dǎo)流介質(zhì)明顯提高了樹脂的流動(dòng)速度。
3.4 重力對(duì)樹脂流動(dòng)影響
樹脂重力對(duì)樹脂流動(dòng)有兩個(gè)方面的作用:阻力和推力。對(duì)樹脂流動(dòng)有影響的主要是重力在樹脂流動(dòng)方向上的分力,其大小與樹脂流動(dòng)傾角θ有關(guān),樹脂流動(dòng)傾角是樹脂流動(dòng)方向與水平方向之間的夾角。樹脂向上流動(dòng)時(shí),重力表現(xiàn)為阻力;樹脂向下流動(dòng)時(shí),重力產(chǎn)生推力作用;樹脂水平流動(dòng)時(shí),重力作用可以忽略不計(jì)。對(duì)樹脂流動(dòng)產(chǎn)生作用的重力可表示為:

式中:G 為已注射樹脂的重力;θ為樹脂流動(dòng)方向和水平方向的夾角;sinθ等于1時(shí),重力的阻力作用最大,等于-1時(shí),重力的推力作用最大。這與實(shí)驗(yàn)過程和最后的結(jié)果相符,樹脂流動(dòng)傾角θ越接近 90,°,充模時(shí)間越長,樹脂的平均流動(dòng)速度越小;相反,樹脂流動(dòng)傾角越接近-90,°,充模時(shí)間越短,樹脂的平均流動(dòng)速度越快。
4 實(shí)驗(yàn)結(jié)果
利用真空灌注工藝制作樣板,并按照國家標(biāo)準(zhǔn)測(cè)試其力學(xué)性能。
實(shí)驗(yàn)材料:雙酚 A型環(huán)氧樹脂、胺類固化劑、單向玻璃纖維布。
實(shí)驗(yàn)條件:室溫 23,℃、相對(duì)濕度 70%、真空度-0.1,MPa。
測(cè)試項(xiàng)目:澆注體力學(xué)性能測(cè)試、復(fù)合材料樣條力學(xué)性能測(cè)試。
測(cè)試儀器:島津AG-IC 100,KN電子萬能試驗(yàn)機(jī)。
測(cè)試結(jié)果見表 3。從測(cè)試結(jié)果來看,樹脂澆注體的整體性能偏低,在固化劑用量加入準(zhǔn)確的情況下,其原因可能是后固化出現(xiàn)問題。單向玻璃纖維增強(qiáng)復(fù)合材料的性能符合標(biāo)準(zhǔn),說明真空灌注實(shí)驗(yàn)過程,從材料準(zhǔn)備到工藝控制到后固化處理都做得比較好,實(shí)驗(yàn)比較成功。從側(cè)面也可以反應(yīng)以前所做的實(shí)驗(yàn)過程,實(shí)驗(yàn)結(jié)果真實(shí)可信。

表3 樹脂澆注體及復(fù)合材料力學(xué)性能測(cè)試Tab.3 Mechanical property test of a resin matrix and a FRP
5 結(jié) 論
在真空壓力和鋪層情況相同時(shí),隨著樹脂粘度的增加,樹脂在預(yù)制件中的流動(dòng)距離減小,流動(dòng)速度變慢。纖維預(yù)制件鋪層厚度越大,樹脂在厚度方向的滲透越困難,樹脂在預(yù)制件上下表面流動(dòng)前沿的距離差距越大。真空度不夠會(huì)增大樹脂和模腔中空氣存在的幾率,導(dǎo)致樹脂流動(dòng)速度減慢。樹脂的注射方式?jīng)Q定著樹脂的流動(dòng)模式,從而影響樹脂充模時(shí)間。相同的充模面積,線型注射需要的充模時(shí)間幾倍于中心注射。導(dǎo)流介質(zhì)的滲透率決定樹脂的充模時(shí)間,而纖維增強(qiáng)材料的滲透率不起決定作用,高滲透率的導(dǎo)流介質(zhì)可以提高充模速度。對(duì)樹脂流動(dòng)有影響的主要是重力在樹脂流動(dòng)方向上的分力。
Study on Resin Liquidity in the Vacuum Infusion Process
SUN Zhou,SHEN Ge
(TianJin DongQi Wind Turbine Blade Engineering Co.,LTD.,Tianjin 300480,China)
Parameters that affect the resin advancement in the vacuum infusion process,such as vacuum pressure,permeability of pre-impregnation fabrics and viscosity of resin were studied. The result showed that adjustment according to the correlation on the relative parameters and distance of resin infiltration advancement can make the process optimized. The study may provide guidance to material selection,process design and on-site operation in practical manufacture processes.
vacuum infusion process;resin;fluidity
O633.13
A
1006-8945(2014)06-0023-03
2014-05-09
猜你喜歡
作文·小學(xué)低年級(jí)(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(jí)(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(jí)(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
