立式電機軸承溫度過高的影響因素和問題處理
2014-08-08 01:18:28陳金剛
電機與控制應用 2014年10期
陳 金 剛
(德州恒力電機有限責任公司,山東 德州 253002)
0 引 言
立式電機是電機輸出軸的軸心線垂直于底盤或變速機構的電機,其突出特點是安裝孔以輸出軸為中心,周圍等距分布。電機使用過程中,時常因軸承選型和零部件與軸承配合存在的隱性問題,造成電機或軸承溫度過高,不符合設備使用要求。因此,在檢修過程中,對立式泵電機定子和軸承發熱現象進行整治,通過測量和試驗驗證了整改的效果。
1 設計工藝整改方案
針對立式電機定子發熱對定轉子鐵心和線圈數據進行了調整,增加了電機的負載承受能力。針對電機軸承熱,重點保證電機溫升穩定后軸承運轉時軸承的軸徑向間隙,主要采取以下措施:(1)對前后端蓋軸承室尺寸公差進行調整,端蓋軸承室直徑公差去掉下偏差,減小因裝配造成的軸承徑向間隙減小量,并在加工完成后進行擠壓工藝處理。(2)軸承外小蓋止口高度進行調整,降低上端外小蓋止口高度,消除軸向累積公差造成的軸承軸向間隙的減小。(3)針對角接觸球軸承既可承受立式電機使用時轉子本身帶來的軸向力,又可承受電機帶載運行時負荷帶來的徑向力;深溝球軸承除可承受徑向力外,亦可承受輕微軸向力。對軸承的選用做出規定,H160及H160機座號以下電機由于轉子本身較輕,兩端均用球軸承;機座號H180至H280立式電機兩端均用C3大游隙深溝球軸承;H315及H315以上立式電機一般下端用角接觸球軸承,上端用C3大游隙深溝球軸承。(4)電機裝配完成后進行端徑跳和軸跳測量,對不合格電機及時進行調整,保證端徑跳及軸跳在標準范圍內,從而減小形位公差對軸承游隙造成的影響。(5)電機端徑跳和軸跳合格后,對電機做空載溫升試驗,測試電機軸承溫升,穩定溫升不超過40 ℃,最高溫度不超過85 ℃。對軸承溫升不符合要求的電機進行拆檢,分析原因,找出問題根源。
2 立式電機軸承游隙對軸承溫度的影響
2.1 立式電機軸向尺寸累積公差對軸承軸向游隙的影響
立式電機軸承在運轉過程中,若因軸向尺寸累積公差引起軸承受到軸向力,鋼球和內外滾道的接觸點會由滾道圓弧面的中間向側面移動,軸向游隙隨之減少。當軸向游隙減少到零時,鋼球與滾道的接觸點移動到圓弧面的邊緣位置,使內外套的軸向相對位置產生偏移,軸承的工作游隙亦減小為零,迫使軸承內套帶著轉子,相對于軸承外套沿軸向來回擺動。在這些力的交替作用下產生往復運動,撞擊端蓋,產生較大的軸向振動。此時只須松開軸承外蓋的緊固螺栓,使軸承的軸向游隙得到恢復,振動會明顯減小。這種情況下,提高軸的加工精度,能起到一定作用。要從根本上解決,通常將軸伸端兩軸承蓋止口和軸承外圈端面的尺寸間隙由0.5 mm改為1 mm,增加容許累加公差,消除軸向累積公差對軸承軸向間隙的影響。
2.2 立式電機與軸承配套的零部件的形位公差對軸承軸向游隙的影響
立式電機軸承裝配過程中,與軸承配套的零部件的形位公差超標會造成軸承的偏斜角過大,引起軸承振動,產生噪音。軸承的偏斜角是軸承內圈軸心線相對軸承外圈軸心線的偏斜角度。該角度一般不超過16′。當偏斜角度過大時,相對位置的鋼球會使軸承內外套的側面同時受到相反的作用力。此時,軸承的軸向游隙減少為零,運行鋼球出現軸向擺動,滾道形成多個運行軌跡,工作游隙亦減小為零,轉子趨向歪斜運行,軸承內套帶動轉子作軸向往復運動,撞擊端蓋,產生振動和噪音,由此產生的振動是整個轉子的運動引起,振動幅度大,往往超出標準幾倍。對此,主要在機加工過程中保證各配合面的平行度和同軸度,減少由形位公差帶來的影響。電機總裝時,注意配合面均勻緊固,接觸良好。調整端蓋和軸承蓋的緊固螺栓,使偏斜角減小,可使軸向振動明顯降低。在試驗過程中,若轉子動平衡合格,電機振動嚴重超標,一般是由此種原因造成。此時電機運轉一段時間,軸承會明顯發熱或噪音嚴重超標。為解決偏斜角過大的問題,通過對端蓋軸承室內圓進行擠壓整形,更換或修正與機殼和軸承配合的端蓋,減少端蓋軸承室內圓對止口外圓的同軸度及軸承室內圓軸心線對止口配合端面的垂直度公差量。
2.3 立式電機軸承的受力情況和修理措施
對于立式使用的電機,由于電機轉子本身的重量,在電機裝配完成后,電機下端軸承受軸向力,上端不受軸向力的情況下,轉子兩端軸承的滾動體在正常滾道運行。當電機運行一段時間后,電機溫度上升,對外風扇冷卻的電機,轉子的溫升明顯高于定子,致使轉子膨脹量比定子大,轉子兩端軸承外移。如果電機軸向存在間隙,轉子兩端軸承外移后,軸承不會受到額外的軸向力。如果轉子兩端軸承外移量超過電機的軸向間隙,軸承受到不應有的軸向力時,兩端軸承的工作游隙都趨向于零,導致電機產生振動,噪音。長時間運行會導致軸承損壞,抱死。為解決此種故障中,需要車上端軸承的外小蓋與軸承外圈配合的止口面,增加轉子的軸向容許量,從而使兩端軸承在正常滾道上運行,降低振動和噪音。
3 檢查試驗的驗證
立式電機的法蘭端蓋加工完成后,先進行端徑跳測量,合格后再裝配,裝配完成后,出廠前除常規檢查試驗外,還進行法蘭端徑跳和軸跳測量,合格后對電機繞組,軸承進行空載溫升試驗,以確保電機質量。
3.1 電機裝配完成后的機械檢查
電機裝配完成后首先進行總體檢查。查證電機零部件裝配完整情況,各部件安裝是否到位,螺栓緊固是否完好,然后對電機進行電氣性能的常規試驗,試驗合格后進行端徑跳和軸跳測量。端徑跳超差通常會造成電機與配套設備存在應力,軸承運行軌跡軸線與軸承中心線偏斜角過大,軸承磨損嚴重,溫升加劇,縮短軸承壽命,嚴重時軸承抱死。立式電機的端徑跳受零部件平行度,軸承間隙,裝配應力等方面影響,裝配完成后易造成不合格。對此,通常通過整機車來保證端徑跳,使其在合格范圍內。不同機座號電機的端徑跳合格范圍如表1所示。
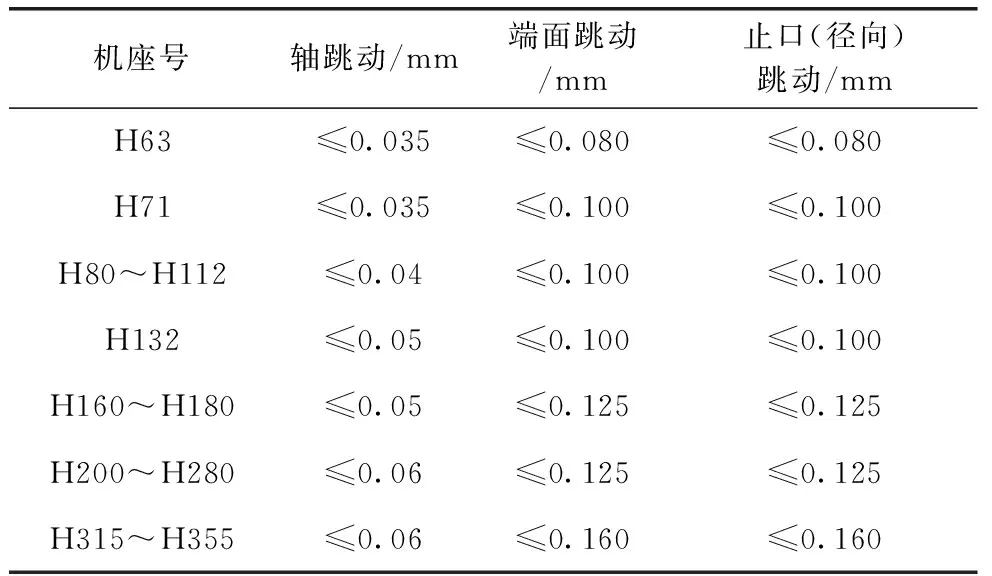
表1 不同機座號電機的軸跳和端徑跳合格范圍
3.2 電機空載溫升試驗
電機端徑跳和軸跳測量合格后,放置在立式電機測試平臺上進行空載軸承溫升測試。電機空載溫升試驗主要測試電機軸承的溫度,電機繞組溫升試驗在樣機試制完成后,型式試驗已驗證繞組溫升合格,所以空載試驗重點是測量軸承溫升,檢測電機整體溫度升高,定轉子膨脹后,軸承的游隙變化,確定軸承所受軸向和徑向力的狀態,從而對電機溫度升高后的軸承受力情況進行驗證。
3.3 立式電機軸承溫度測量方法和測試過程中軸承溫升的基本規律
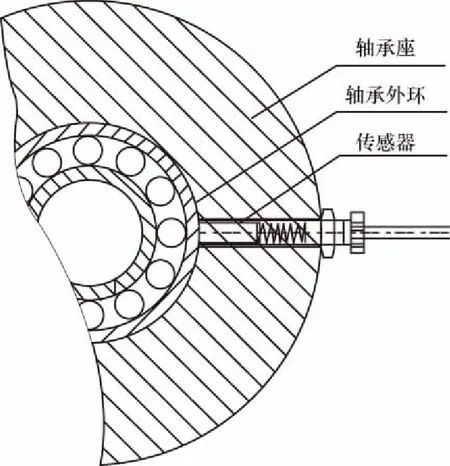
圖1 PT100測溫元件
中型立式電機的前后軸承處一般都裝有PT100測溫元件,軸承溫度可利用電機所裝PT100測溫元件進行溫度測量,如圖1所示。對沒有安裝PT100的電機可用數位溫度表通過測溫桿測量軸承外小蓋上注油孔底部溫度。比較兩者測量數值,兩種方法測得的軸承穩定溫度差值在2 ℃以內。機殼溫度直接用測溫槍近距離(距測試點5~10 cm)測試。基準點選在通風良好的電機中間位置。電機進行空載運轉時,每15 min測一次溫度,軸承空載運轉溫度根據機座號不同一般H280及H280以下電機1~2 h達到熱穩定,如圖2所示。H315~H355電機2~3 h達到熱穩定,如圖3所示。H400~H560電機3~5 h達到熱穩定,如圖4所示。
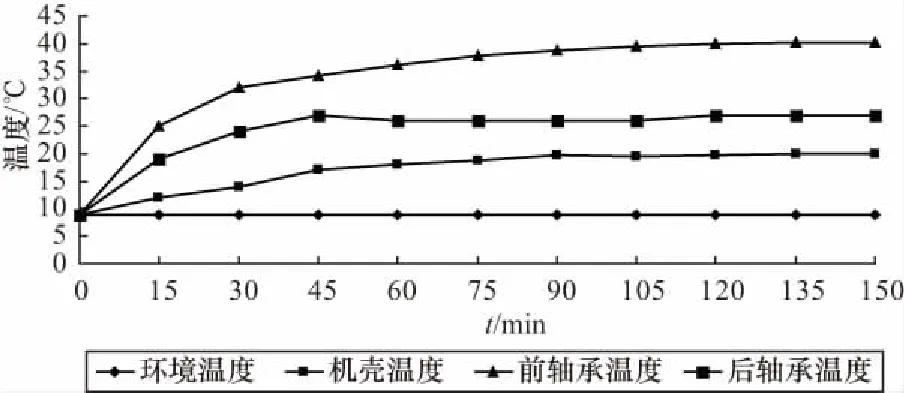
圖2 Y250M-4-H立式電機軸承溫升走勢圖
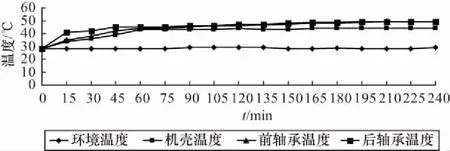
圖3 Y355L2-4-H立式電機軸承溫升走勢圖
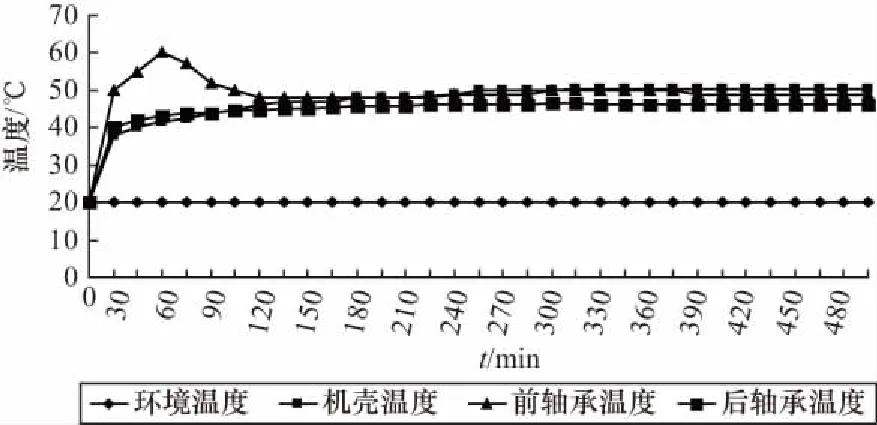
圖4 YVF-500M2-4立式電機軸承溫升走勢圖
一般軸承溫升合格電機,在開始30 min內,軸承溫度變化較快,大約溫升在20~30 ℃;30~60 min溫升變緩,正常情況下在10 ℃左右;60~90 min溫度升幅更小,一般不會超過5 ℃;90~120 min溫升趨向穩定,此時每隔15 min溫升在1~2 ℃;120~180 min時,溫度基本達到穩定,此時即使有溫升,每隔15 min溫升在0.5~1 ℃浮動,軸承溫升與機殼溫升持平或小于機殼溫升,軸承溫升趨于穩定;180 min以后,如果電機合格,軸承溫度不會再升或呈下降趨勢,如果電機軸承溫升存在問題,則電機在90~120 min溫升增幅一般不會減慢,并有上升趨勢,即使出現暫時的減緩,
在120~180 min時,溫升也會重新加大增幅,對于前端為推力軸承的立式電機,此時一個明顯的特征是:后軸承溫升增幅明顯高于前軸承,這時必須時刻注意,如果后軸承溫度達到80 ℃以上,應立即停止運轉,進行修理,以防電機軸承抱死。
4 結 語
電機軸承作為電機運轉的一個關鍵部件,對保證電機穩定運行具有重要意義。軸承運轉過程軸承游隙是影響電機軸承溫升的關鍵因素。軸承軸徑向游隙受尺寸公差,位置公差等各方面影響,裝配完成后,時常造成游隙偏小,特別對于中型立式低壓大功率電機,由于定轉子長度均在1 m以上,所以設計時,需要考慮定轉子溫度升高后的膨脹量問題,應根據電機的冷卻方式,不同材料的膨脹系數,考慮機殼與轉子膨脹量因溫升的差異造成的不同。避免電機溫度增高以后軸承游隙趨向于零的現象發生,保證軸承的軸徑向游隙在軸承的正常運轉范圍內變化。
【參考文獻】
[1] 陳金剛.三相異步電動機軸承受力剖析及總裝預防措施[J].電機技術,2012(3):46-48.
[2] 陳金剛.中型低壓大功率電機軸承溫升測試及修理措施[J].中國修船,2011(6):28-30.
[3] 王強,陳金剛.籠型三相異步電動機檢測試驗故障簡析[J].防爆電機,2013(4):36-39.