一段高濃磨后漿游離度對選擇性磨漿的影響
2014-08-09 09:51:00齊書田張美云王權科
中國造紙 2014年6期
齊書田 張美云 王 建 王權科
(1.陜西科技大學,陜西西安,710021;
2.河南漯河銀鴿實業(yè)投資股份有限公司,河南漯河,462000)
近年來,隨著磨漿工藝的不斷發(fā)展,對高得率漿的質量要求及能耗要求也在不斷提高。同時在質量要求較高的紙產品中,用高得率漿替代更多昂貴的化學漿也成為發(fā)展的進一步要求[1]。如在白卡紙的生產過程中,APMP主要用于面層和芯層,減少化學木漿在面層的使用量,且能適當提高紙板挺度,改善紙板表面印刷適性,降低生產成本[2]。除此之外,環(huán)境保護的壓力越來越大,這也要求高得率漿生產過程能夠實現(xiàn)低污染物排放、低能耗[3]。因此,目前很多高得率漿研究的方向為高品質、低能耗制漿。
化機漿的生產一般需要經過兩段磨漿后得到所需游離度的漿料。從生產實踐中發(fā)現(xiàn),木片經過一段高濃磨后,大部分木片已經被有效分離成為纖維,這部分被有效分離的纖維將混同未分離的纖維束進行第二段磨漿。因此,如果能夠將這部分被有效分離的纖維進行篩分,僅將未分離的纖維束用于第二段磨漿,將會減少第二段磨漿的總量,從而降低磨漿能耗,本課題將這種磨漿方式定義為化機漿的選擇性磨漿。有研究表明,加拿大短葉松對選擇性磨漿具有較好的適應性,與對所有漿料進行磨漿相比,針對長纖維的選擇性磨漿在提高強度的同時還可以降低磨漿能耗[4-5];林友鋒等人[6]發(fā)現(xiàn),對云杉TMP實施選擇性磨漿,可以降低磨漿能耗。但是以上研究都沒有提到針對纖維束的選擇性磨漿及一段高濃磨后紙漿的游離度對選擇性磨漿的影響。
根據(jù)前期工作,利用纖維束篩將一段高濃磨后的半成品化機漿篩分為纖維束和漿A,將纖維束用盤磨磨漿至不同游離度后回添至漿A中,制備化機漿,這種選擇性磨漿方式可降低楊木P-RC APMP的磨漿能耗,提高成紙松厚度,但成紙強度略有降低。本實驗在前期工作的基礎上,將半成品化機漿磨至較低游離度,對比不同游離度的半成品化機漿對選擇性磨漿以及成紙性能的影響,以期對化機漿生產及應用提供參考。
1 實驗
1.1 實驗原料
山東某廠楊木P-RC APMP生產線上經過一段高濃磨后的漿 (定義為半成品化機漿1),游離度710 mL。
1.2 實驗儀器
ZSP-300盤磨機 (吉林機械廠);纖維束篩分儀(PTI);CSF游離度儀 (加拿大);TAPPI標準抄片器 (陜西科技大學機械廠);DC-HJ Y03電腦測控厚度緊度儀 (四川省長江儀器廠);SEO64抗張強度儀(瑞典L&W公司);ProTear撕裂度測定儀 (美國MIT公司);KRK內結合強度儀 (日本KUMAGAI RIKI KOGYO公司);PCD194E-2S4多功能智能電表 (西安亞川電力科技有限公司)。
1.3 實驗方法
1.3.1 半成品化機漿2的制備
取一定量的半成品化機漿1,浸泡24 h后,將濃度調至25%,盤磨機主軸轉速3000 r/min,喂料螺旋轉速300 r/min,調整磨漿間隙,將半成品化機漿1磨漿至游離度為600 mL,即為半成品化機漿2。
1.3.2 纖維束篩分
分別取一定量半成品化機漿1和半成品化機漿2,浸泡24 h后,將漿料濃度調至1%,利用纖維束篩分儀進行篩分,將篩出的纖維束 (纖維束1、纖維束2)與漿A(A1、A2)分開收集,濃縮測定漿A1和漿A2的游離度及纖維束含量后備用 (見表1)。
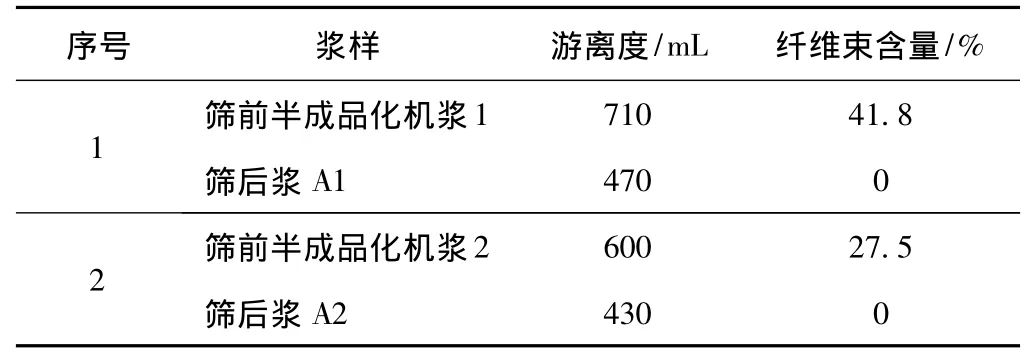
表1 篩選前后漿料的纖維束含量與漿料特性
1.3.3 纖維束磨漿
將篩出的纖維束1、纖維束2均濃縮至25%的濃度,分別使用高濃盤磨機磨漿。盤磨機主軸轉速3000 r/min,喂料螺旋轉速300 r/min,調整磨漿間隙,獲得不同游離度的漿B(分別按照纖維束1、纖維束2定義為B1、B2),漿B篩除纖維束后,按照篩出比例回添至漿A,混合均勻后制備為漿C(分別按照纖維束1、纖維束2定義為C1、C2),供成紙性能測試使用。
1.3.4 漿C制備流程
漿C的制備流程見圖1和圖2。

圖2 漿C2制備流程圖
1.3.5 手抄片的制備及性能檢測
取一定量的漿C,在白水循環(huán)條件下,利用TAPPI標準抄片器制備手抄片,前5張用于制白水,后5張抄造手抄片,恒溫恒濕條件下風干后平衡水分,然后按照國家標準測定手抄片的性能。
2 結果與討論
2.1 纖維束磨漿能耗
漿B1、漿B2的游離度與二段磨漿能耗的關系如圖3所示。由圖3可知,隨著漿B游離度不斷降低,二段磨漿能耗不斷升高,但是由于半成品化機漿2游離度較低,篩出的纖維束游離度也較低,所以漿B2二段磨漿能耗較低,但把漿B1和B2磨至游離度100 mL左右時,所需能耗基本相同,均需要很高的能耗。
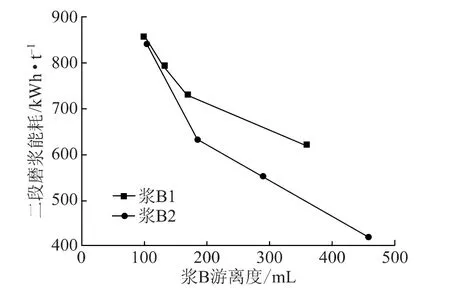
圖3 漿B游離度對二段磨漿能耗的影響
2.2 纖維束磨漿能耗對漿C能耗的影響
漿B1按照41.8%的比例回添至漿A1中,制備漿C1,漿B2按照27.5%的比例回添至漿A2中,制備漿C2,測定漿C游離度,并按照圖3能耗值計算漿C能耗,其中漿C2能耗值應加上由半成品化機漿1磨至半成品化機漿2所需的能耗157.5 kWh/t,結果見表2。由表2可以看出,隨著漿B游離度的不斷降低,無論對漿C1還是漿C2來說,能耗都不斷升高,綜合圖3和表2可以看出,制備漿B2的能耗低于制備漿B1的能耗,但是漿C2的能耗卻高于漿C1的能耗,這是由于在對游離度為710 mL的半成品化機漿磨漿至游離度為600 mL時,所消耗的157.5 kWh/t能耗中,有一部分作用于已經得以良好分離的纖維上。這部分作用在良好分離的纖維上所消耗的功,可以被視為無效功,因此,漿C2能耗高于漿C1。
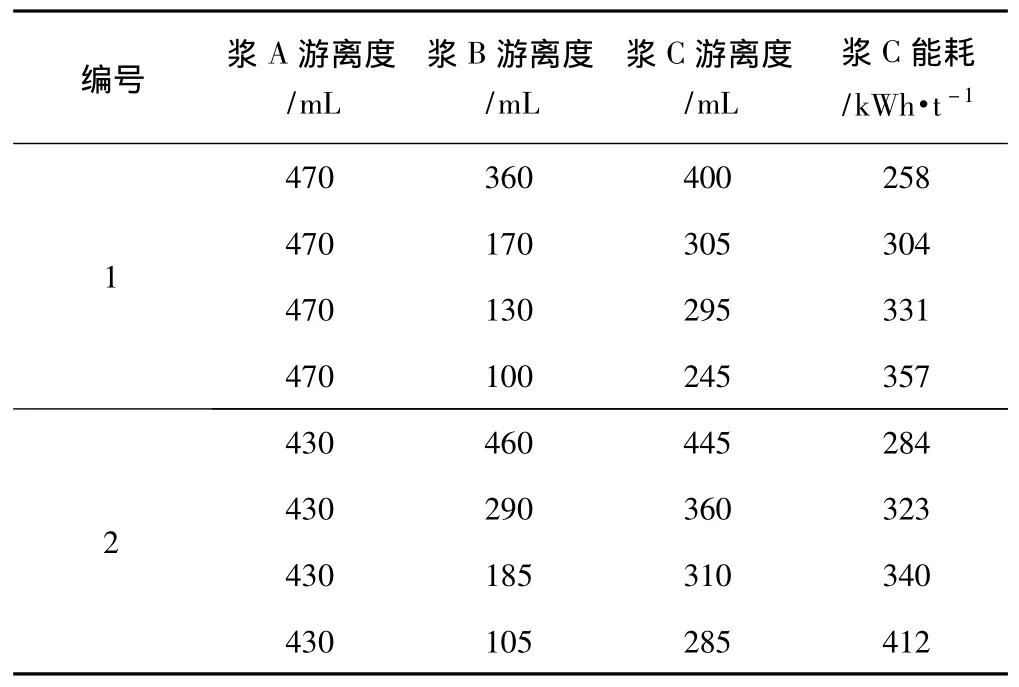
表2 漿C游離度與能耗值
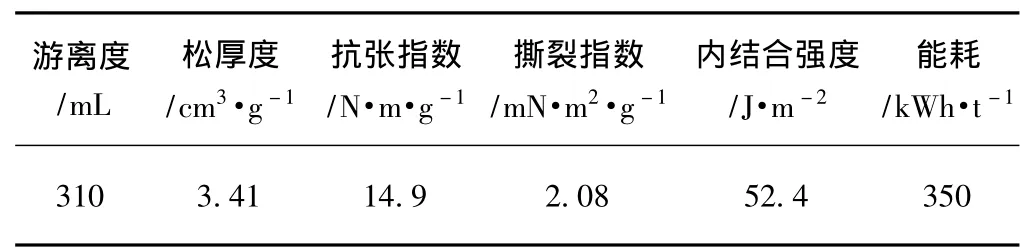
表3 對比漿手抄片性能及磨漿能耗
2.3 對比漿的選擇
本實驗將出一段高濃磨的半成品化機漿利用高濃磨在25%的濃度下磨漿,篩除纖維束后所得到的漿料作為對比漿,與化機漿的選擇性磨漿進行手抄片性能比較。對比漿手抄片性能及磨漿能耗見表3。分析對比表2和表3可以看出,當實施選擇性磨漿時,漿B1的游離度為170 mL,所獲得漿C1與對比漿游離度基本一致;漿B2的游離度為185 mL時,所獲得漿C2與對比漿游離度一致,此時,漿C1的能耗304 kWh/t,漿C2的能耗340 kWh/t,相對于對比漿能耗分別降低了13.1%和2.9%,而與游離度600 mL相比,游離度710 mL時,能耗降低10.6%。
2.4 漿C與對比漿手抄片性能比較
2.4.1 松厚度
漿C1、漿C2與對比漿松厚度變化如圖4所示。由圖4可以看出,當游離度大于300 mL時,漿C1、漿C2松厚度均大于對比漿松厚度,這是由于組成漿C1和漿C2的漿A1和漿A2都是又粗又長的纖維,有利于松厚度的提高。從圖4還可以看出,在游離度相同的情況下,漿C1的松厚度均高于漿C2的松厚度,對漿C1和漿C2松厚度的影響主要有兩方面,一是漿A1和漿A2的纖維粗大程度,二是漿A1和漿A2在漿C1和漿C2中所占的比例,漿A1的纖維比漿A2的纖維粗大,漿A2在漿C2中所占的比例較大,由此可見纖維的粗大程度在對松厚度的影響上占據(jù)主導地位。另外,當漿C1游離度為305 mL時,其松厚度為3.81 cm3/g,相對于對比漿增加了11.6%;當漿C2游離度為310 mL時,其松厚度為3.57 cm3/g,相對于對比漿增加了4.7%。當一段高濃磨漿后漿游離度為710 mL時,與出漿游離度600 mL相比,漿C1可以獲得更好的松厚度,比漿C2的松厚度高6.7%。
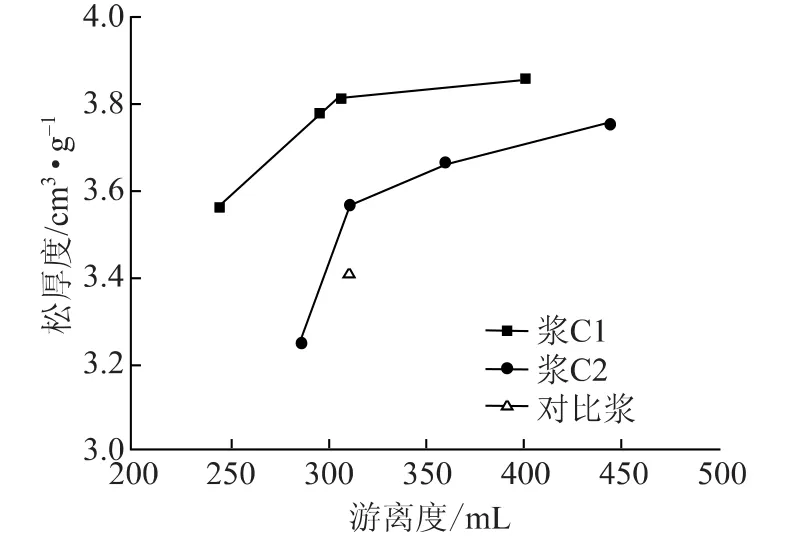
圖4 手抄片松厚度變化
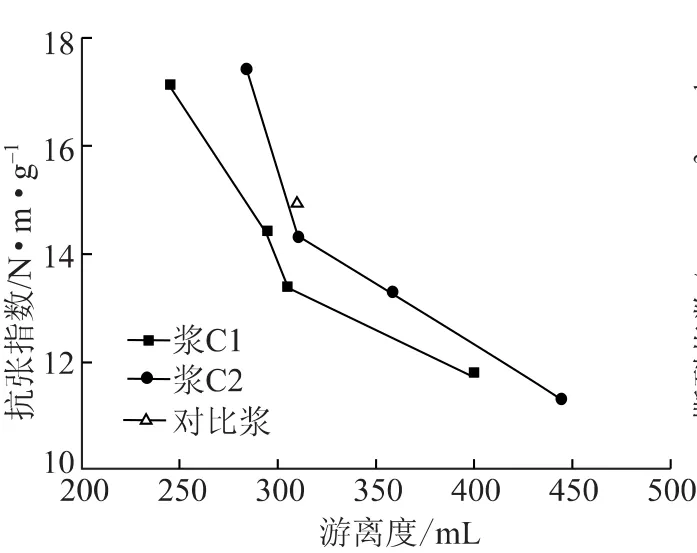
圖5 抗張強度變化
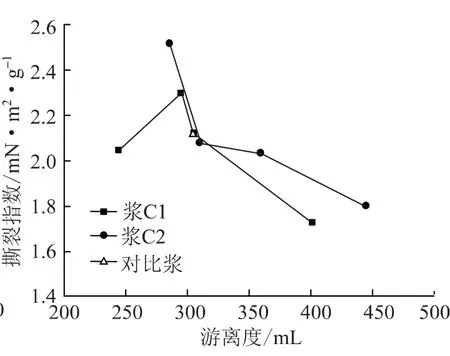
圖6 撕裂強度變化
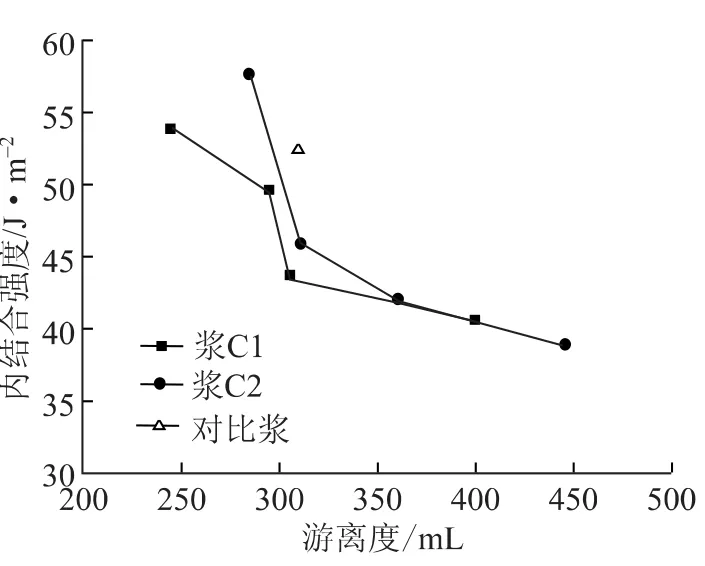
圖7 內結合強度變化
2.4.2 抗張強度
漿C1、漿C2與對比漿抗張強度變化如圖5所示。由圖5可以看出,當游離度低于300 mL時,漿C1、漿C2抗張強度才大于對比漿抗張強度;在游離度相同的情況下,漿C2的抗張強度要高于漿C1的抗張強度。雖然漿C1中添加的細小組分較多,但是由于其中漿A1游離度較大,分絲帚化較少,與細小組分之間難以形成良好的氫鍵結合,所以漿C1的抗張強度低于漿C2的抗張強度。另外當漿C1的游離度為305 mL時,其抗張指數(shù)為13.4 N·m/g,相對于對比漿下降了10.5%;當漿C2游離度為310 mL時,其抗張指數(shù)為14.3 N·m/g,相對于對比漿下降了4.2%。一段高濃磨漿后漿游離度為710 mL時,與出漿游離度600 mL相比,漿C2可以獲得更好的抗張強度,漿C1比漿C2的抗張指數(shù)降低了6.6%。
2.4.3 撕裂強度
漿C1、漿C2與對比漿撕裂強度變化如圖6所示。由圖6可以看出,當游離度低于300 mL時,漿C1、漿C2撕裂強度才大于對比漿撕裂強度;在游離度相同的情況下,漿C2的撕裂強度基本均高于漿C1的撕裂強度,當游離度接近300 mL時,漿C1、漿C2以及對比漿的撕裂強度基本相當。另外當漿C1的游離度為305 mL時,漿C1的撕裂強度高于對比漿,其撕裂指數(shù)為2.12 mN·m2/g,相對于對比漿提高了1.7%;當漿C2游離度為310 mL時,其撕裂指數(shù)為2.08 mN·m2/g,與對比漿撕裂強度相當。當一段高濃磨漿后漿游離度為710 mL時,與出漿游離度600 mL相比,漿C1可以獲得更好的撕裂強度,漿C1的撕裂指數(shù)比漿C2高1.9%。
2.4.4 內結合強度
漿C1、漿C2與對比漿內結合強度變化如圖7所示。由圖7可以看出,當游離度低于300 mL時,漿C1、漿C2內結合強度才大于對比漿內結合強度;在游離度相同的情況下,漿C2的內結合強度要高于漿C1的內結合強度,這是由于漿C2中的漿A2游離度較低,與細小組分能夠形成良好的氫鍵結合。另外當漿C1的游離度為305 mL時,其內結合強度為43.6 J/m2,相對于對比漿下降了16.8%;當漿 C2游離度為310 mL時,其內結合強度為45.9 J/m2,相對于對比漿下降了12.4%。一段高濃磨漿后漿游離度為710 mL時,與游離度600 mL相比,漿C2可以獲得更好的內結合強度,漿C1比漿C2內結合強度降低了4.9%。
3 結論
3.1 與對比漿 (游離度310 mL)相比,利用化機漿的選擇性磨漿,當半成品化機漿游離度為710 mL,且選擇性磨漿所制備的化機漿與對比漿的游離度基本一致時,可以使化機漿生產過程的能耗降低13.1%,此時松厚度提高11.6%,撕裂指數(shù)升高1.7%,但抗張指數(shù)降低10.5%,內結合強度降低16.8%;當半成品化機漿游離度為600 mL,且選擇性磨漿所制備的化機漿與對比漿的游離度基本一致時,能耗值降低2.9%,此時松厚度提高4.7%,撕裂強度相當,但抗張指數(shù)降低4.2%,內結合強度降低12.4%。
3.2 通過一段高濃磨出漿的游離度對實施化機漿的選擇性磨漿的影響可以看出,一段高濃磨漿后漿游離度710 mL時,有利于磨漿能耗的降低,與游離度600 mL相比,能耗降低10.6%,此時松厚度和撕裂指數(shù)分別提高6.7%和1.9%,而抗張指數(shù)和內結合強度分別降低了6.6%和4.9%。
[1] H?glund H.Mechanical pulp fibres for new and improved paper grades[C]//7thInternational Conference On New Available Technologies,Stockholm,Sweden,2002.
[2] ZHANG Mei-yun,DONG He-bin,WANG Jian.Effect of the Ration of High and Low Freeness High Yield Pulps on the Properties of the Papers Made of the Mixed Pulps[J].China Pulp & Paper,2011,30(1):1.張美云,董和濱,王 建.高低游離度化機漿配抄對成紙性能的影響[J].中國造紙,2011,30(1):1.
[3] Ferluc,Alexandre,Lanouette,et al.Optimum refining of TMP pulp by fractionation after the first refining stage.Retrieved September 5,2013.URL:http://www.tappi.org/content/events/07impc/07impc16.pdf.
[4] Ferluc A,Lanouette R,Bousquet J P,et al.Optimization of TMP process and pulp quality by means of primary pulp fractionation[C]//PAPTAC 94thAnnual Meeting,Montreal,Canada,2008.
[5] Zha Q,Lanouette R,Law K N,et al.Refining of long fibre fractions after fractionation[C]//PAPTAC 94thAnnual Meeting,Montreal,Canada,2008.
[6] Lin Youfeng,Robert Lanouette.Optimization of selective refining of sulfonated long fibres from Jack pine:refining energy and pulp properties[J].Paper Week Canada,2011:12. CPP
