擺輾機新型螺旋線運動軌跡研究
2014-08-16 07:43:08馮文成姚萬貴
鍛壓裝備與制造技術 2014年2期
馮文成,姚萬貴,蔣 鵬
(北京機電研究所 鍛壓工程技術中心,北京 100083)
1 引言
擺動輾壓是通過連續局部塑性變形實現被加工件整體成形的回轉成形工藝,其工作原理如圖1所示。擺動輾壓機的擺頭中心線OO′與機身軸線Oz呈夾角γ(稱為擺角),擺頭帶動錐面上模1以機身Oz為軸線沿工件2表面連續擺動,加壓油缸4推動滑塊3將工件向上送進。整個成形過程中,上模和工件始終局部接觸,使工件2由局部變形累積為整體成形。
擺輾機擺頭由安裝在擺頭軸尾端的內、外偏心套驅動,內、外偏心套之間轉速、轉向的異同可實現擺頭的圓、直線、螺旋線和多葉玫瑰線四種運動軌跡。內、外偏向套異速同向旋轉時,擺頭運動軌跡為螺旋線[1][2]。當螺旋線運動軌跡到達中心時,擺頭中心線OO′與機身軸線Oz重合,擺角γ為0,擺頭上模具與金屬坯料上表面接觸面積增大,設備失去了因擺頭存在擺角、零件局部成形的優勢,成形力陡增。螺旋線軌跡運動中的擺頭在這種交變成形力的作用下,常會導致擺頭斷裂。本文將針對這一問題,根據擺頭運動原理,建立擺頭運動方程,提出并分析擺頭新型螺旋線運動軌跡的形成與規律。
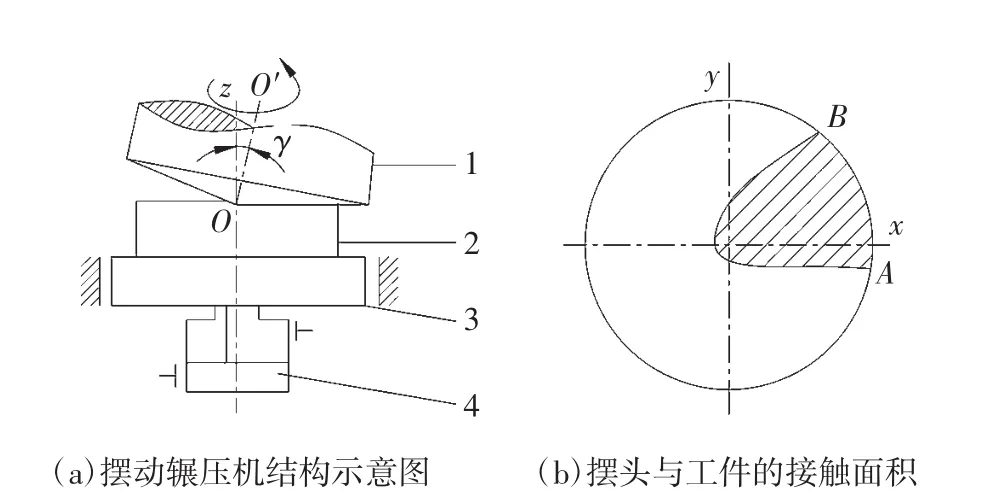
圖1 擺動輾壓工作原理圖
2 擺頭螺旋線運動原理
如圖2所示為擺頭螺旋線運動軌跡傳動結構示意圖。擺頭軸1尾端由旋轉的內偏心套2和外偏心套3驅動,電機10通過三角皮帶將運動傳遞到蝸輪副一9和外偏心套3,同時蝸桿帶動變速箱7內齒輪一4,通過介輪5及與其嚙合的齒輪二6將運動傳遞到蝸輪副二8,并帶動內偏心套2運動。齒輪一、齒輪二齒數不同,內、外偏心套實現異速同向運動,擺頭運動軌跡為螺旋線。
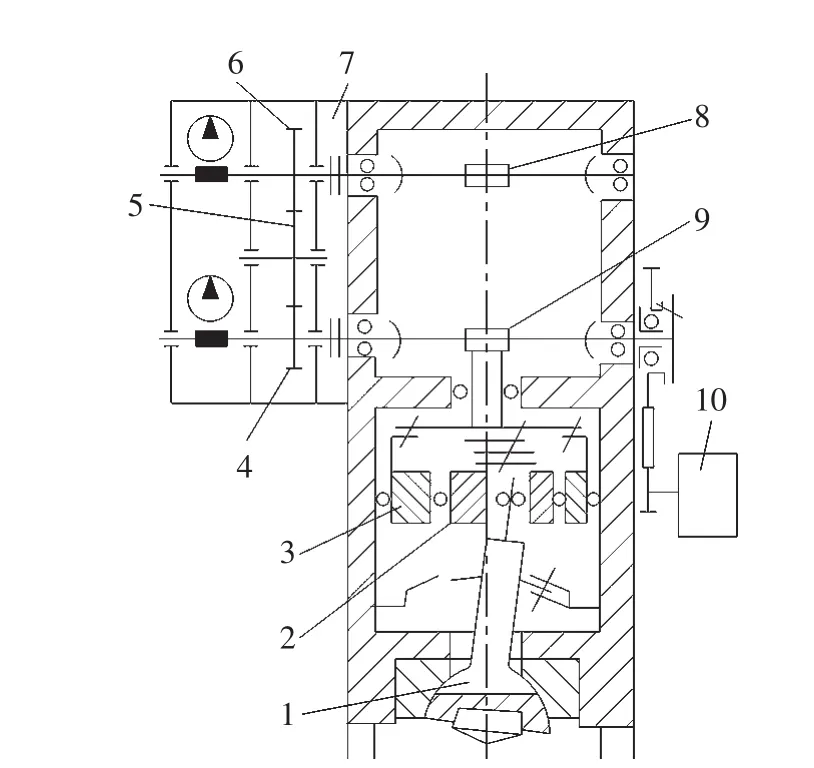
圖2 擺輾機傳動結構示意圖
3 擺頭運動方程
擺頭運動軌跡為一空間曲線,由于擺頭是剛體,擺頭上各點的運動軌跡相似只是大小不一樣,因此,擺頭的運動軌跡可以用擺頭軸上端中心點的軌跡來表示[3][4]。擺頭的運動具有周期性,內、外偏心套的初始相位角只會改變擺頭運動軌跡的起止點,不會改變運動軌跡的形狀。因此,為了便于分析運動過程中內、外偏心套的位置及擺頭軸端中心點運動軌跡,設定內、外偏心套初始相位角為0,如圖3a,擺頭軸端中心點 O2的起始點坐標為(r1+r2,0)。
內、外偏心套在某一時刻t的位置關系如圖3b,外偏心套的幾何中心為O,內偏心套的幾何中心為O1,O2為擺頭軸端中心點,外偏心套的偏心距為r1、內偏心套的偏心距為r2。擺頭軸端中心點O2在某一時刻t的坐標位置如圖3c,外偏心套的角速度為ω1,內偏心套的角速度為ω2。
由圖3c可得,擺頭軸端中心點O2在某一時刻t的位置方程:
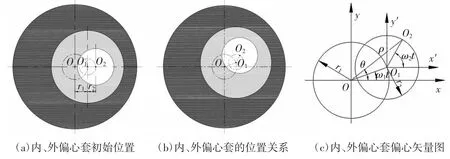
圖3 內、外偏心套的位置關系與偏心矢量圖

根據內、外偏心套偏心矢量圖及位置方程,可得擺頭軸端中心點O2的極坐標方程:

4 擺頭螺旋線運動軌跡分析
內、外偏心套異速同向轉動,設外偏心套的角速度 ω1>0,內偏心套的角速度 ω2>0,ω1≠ω2,外偏心套與內偏心套的速比n=ω1/ω2,當內、外偏心套偏心距相等即r1=r2=r時,擺頭軸端中心點O2的運動曲線方程:

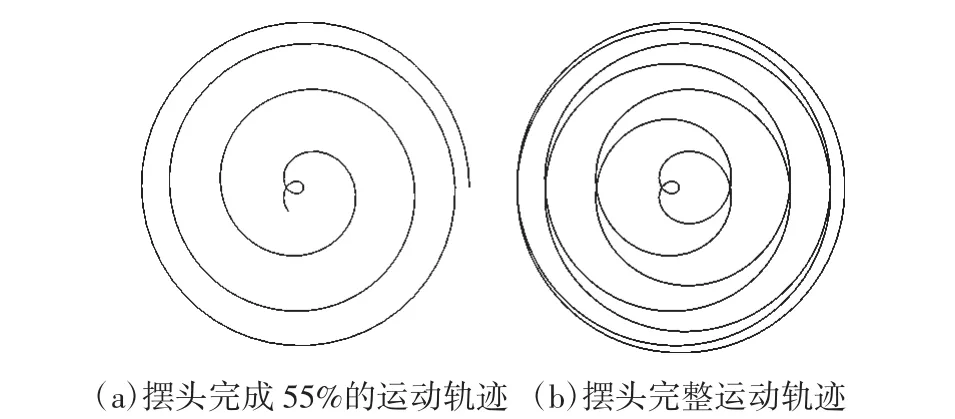
圖4 擺頭的螺旋線運動軌跡
根據方程(3)繪制的擺頭軸端中心點運動曲線為螺旋線,擺頭的螺旋線運動軌跡具有周期性,內、外偏心套的速比n取不同值,螺旋線旋轉圈數不同。螺旋線圈數的概念為在擺頭的一個運動周期內,擺頭轉角每增加2π,螺旋線轉過一圈[5]。內、外偏心套的速比由變速箱內嚙合齒輪齒數決定,齒輪齒數固定、內、外偏心套的速比固定,在擺頭做螺旋線運動的一個周期內,擺頭旋轉的圈數固定。
當 r1=r2=r時,內、外偏心套的速比 n=ω1/ω2=8/7,擺頭軸端中心點的起始點為(2r,0),螺旋線內部曲線到達中心,繪制的螺旋線軌跡曲線如圖4所示。若內偏心套的偏心距r2=r固定,當外偏心套的偏心距r1<r2時,擺頭螺旋線軌跡曲線如圖5a所示,圖中從左至右隨著外偏心套的偏心距r1逐漸增大,擺頭軸端中心點的起始點(r1+r2,0)逐漸增大,螺旋線的外圈半徑增大,螺旋線內部曲線也逐漸向中心靠近;當r1>r2時,擺頭螺旋線軌跡曲線如圖5b所示,隨著外偏心套的偏心距r1的繼續增大,螺旋線的外圈半徑繼續增大,螺旋線內部曲線逐漸向外圈靠近;當r1?r2時,見圖5c,螺旋線內部曲線非常靠近外圈。
根據擺頭軸端中心點O2的極坐標方程(2)可以得出:

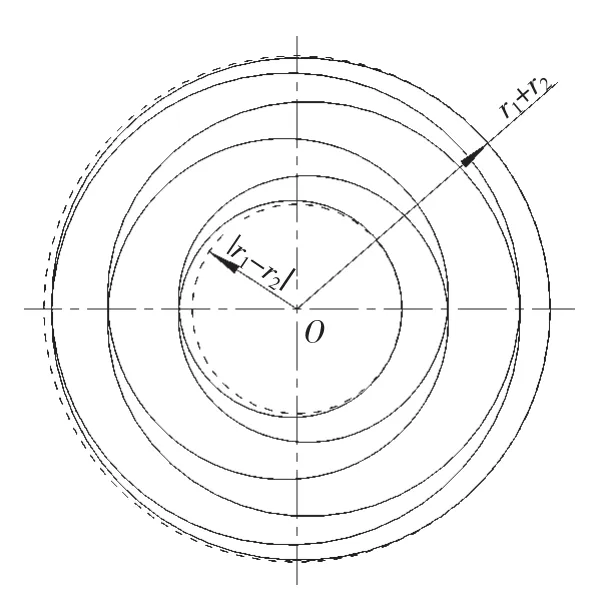
圖6 擺頭螺旋線軌跡規律
內、外偏心套異速同向轉動時,擺頭的運動軌跡是以外偏心套的幾何中心O為中心,2(r1+r2)為外徑,2|r1-r2|為內徑的螺旋線軌跡,如圖6所示。
當內、外偏心套偏心距相等即r1=r2時,擺頭螺旋線軌跡通過中心點O,擺頭中心線與機身軸線重合,擺頭擺角為0。當r1≠r2時,擺頭不過中心的螺旋線軌跡可以避開擺角γ為0點,成形時可實現連續局部塑性變形。通過改變內、外偏心套的速比,可以調整螺旋線的旋轉圈數;通過改變內、外偏心套的偏心距差異大小,可以調整螺旋線距離中心點的距離及外形大小。
5 結語
擺輾機的螺旋線軌跡適用于心部成形要求高的法蘭狀零件的成形,國內引進的瑞士、波蘭、日本的立式擺輾機實現的螺旋線運動軌跡,均通過軌跡中心點,擺輾成形時會出現擺頭擺角為0的情況,無法實現零件的連續局部塑性變形。目前擺輾機的螺旋線運動軌跡在零件體積成形中尚無成功應用[6][7],不過中心的螺旋線運動軌跡可以改善擺頭受力狀況,實現零件成形過程中連續局部塑性變形。
擺輾機擺頭新型螺旋線運動軌跡的提出和分析,對于設計新型擺輾機,改進擺頭結構,使擺頭運動軌跡更加多樣化,進一步拓展擺輾成形工藝的作用具有指導意義。
[1]胡亞民,伍太賓,趙軍華.擺動輾壓工藝及模具設計(第二版)[M].重慶:重慶大學出版社,2008.
[2]張如懷,付建華,梁秀春.擺輾機多軌跡擺頭結構探索[J].山西機械,1996,(2):34-35.
[3]溫正忠,諸文俊,胡亞民.PXW型擺輾機擺動機構運動學問題初探[J].金屬成形工藝,1999,17(3):1-3.
[4]張 猛,黃尚宇,孫世為,等.擺動輾壓運動學與擺輾機結構優化[J].鍛壓裝備與制造技術,1999,34(6):19-21.
[5]六二研究所擺輾課題組.用旋轉矢量合成表示PXWP-100c擺輾機擺頭的四種運動軌跡[J].金屬成形工藝,1987,5(1):57-64.
[6]胡亞民,姚萬貴,馮文成.我國擺動輾壓技術現狀及展望(一)[J].鍛壓裝備與制造技術,2011,46(1):9-13.
[7]胡亞民,姚萬貴,馮文成.我國擺動輾壓技術現狀及展望(二)[J].鍛壓裝備與制造技術,2011,46(2):11-16.
