一種自動冷鐓機半成品送料系統
2014-08-16 07:43:08吳麗霞楊元軍
鍛壓裝備與制造技術 2014年2期
吳麗霞,楊元軍
(1.齊齊哈爾二機床(集團)有限責任公司,黑龍江 齊齊哈爾 161005;2.齊齊哈爾軌道交通裝備有限責任公司,黑龍江 齊齊哈爾 161002)
1 前言
在自動冷鐓機生產中,常遇到機床成形工位數不能滿足工件成形要求的情形,例如一個成品件需要7工位成形(7次變形),但現有設備只有4個成形工位。而一臺7工位的自動冷鐓機成本比4工位冷鐓機幾乎翻一番,而且不實用。因此需要設計人員將經過4序變形后的半成品件再通過該機床實現第5~7工序變形,該機構即所謂的半成品送料系統。
目前國內尚沒有發現自動冷鐓機上應用半成品送料系統,因此該系統在自動冷鐓機設計應用中具有非常重要的意義,滿足了復雜成形零件對自動冷鐓機工位數的要求。
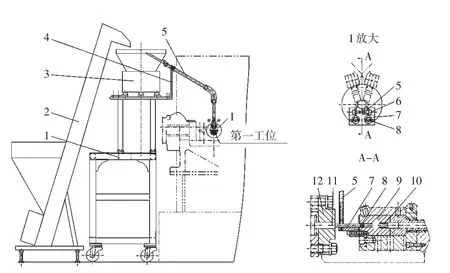
圖1 送料系統結構示意圖
2 工作過程
如圖1所示,經過前4序變形的半成品料經過提升機2提升至振動料斗3中,振動料斗可根據要求的出料方向將半成品料送至料道5,半成品料通過重力作用落至支撐塊7上,沖頭11再將半成品料送至陰模9。上述即該半成品送料系統整個工作過程。
3 應用效果
該半成品送料系統提高了自動冷鐓機利用率,一臺自動冷鐓機通過增加該系統可以實現以前兩臺相同工位自動冷鐓機(或者一臺超多工位自動冷鐓機)鐓制的零件。實踐證明該送料系統穩定可靠。為用戶節約了大量資金,得到用戶好評,具有很好的推廣應用價值。
[1]陳立周,等.機械優化設計.上海:上海科技出版社,1987.
[2]鍛壓技術手冊編委會.鍛壓技術手冊[M].北京:國防工業出版社,1988.
[3]機械傳動及曲柄壓力機編寫組,編.機械傳動及曲柄壓力機.北京:人民教育出版社,1978.
[4]姜 琪,主編.機械運動方案及機構設計[M].北京:高等教育出版社,1991.
[5]成大先.機械設計手冊(第三版).北京:化學工業出版社,1997.
[6]何德譽.曲柄壓力機[M].北京:機械工業出版社,1989.
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2020年2期)2020-12-14 03:09:30
裝備維修技術(2020年15期)2020-11-28 09:45:30
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
智富時代(2018年12期)2018-01-12 11:51:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
