大螺距圓弧螺紋的擬合法加工
2014-08-16 09:16:22嚴(yán)帥王伶俐
機(jī)械制造與自動(dòng)化 2014年3期
嚴(yán)帥,王伶俐
(1.南通航運(yùn)職業(yè)技術(shù)學(xué)院 機(jī)電系,江蘇 南通 226010;2.南通福樂達(dá)汽車配件有限公司,江蘇 南通 226300)
0 前言
在螺旋傳動(dòng)機(jī)構(gòu)中,常采用大螺距的圓弧螺紋來傳遞運(yùn)動(dòng),選擇一種高效的圓弧螺紋加工方法很有必要。目前螺紋加工方法有多種,其中螺紋數(shù)控車削加工是一種自動(dòng)化程度較高的螺紋加工方法,在現(xiàn)代制造業(yè)中廣泛使用,在數(shù)控車削系統(tǒng)中有規(guī)則螺紋的切削指令,這些指令對(duì)應(yīng)的切削方式和編程方法雖有所不同,但都屬于仿形法加工,這些指令較適合加工螺距較小、牙深較淺的螺紋,大螺距圓弧螺紋由于深度大,利用數(shù)控系統(tǒng)自帶的標(biāo)準(zhǔn)螺紋切削指令進(jìn)行仿形加工時(shí),易產(chǎn)生扎刀現(xiàn)象,從而會(huì)影響圓弧螺紋的加工品質(zhì)[3]。為此,在加工大螺距圓弧螺紋時(shí)可采用擬合法加工,擬合法是建立在宏程序的基礎(chǔ)上,依靠編程來解決螺紋加工中切削力過大的問題,采用擬合法數(shù)控車削加工大螺距圓弧螺紋,可減輕刀具制造難度,降低勞動(dòng)強(qiáng)度,提高加工效率和螺紋加工精度。
1 圓弧螺紋擬合加工基礎(chǔ)
1.1 擬合加工原理
擬合加工是通過不斷改變刀具起點(diǎn)位置對(duì)螺紋進(jìn)行趕刀加工,逐點(diǎn)逼近實(shí)際螺紋輪廓的一種加工方法[1]。
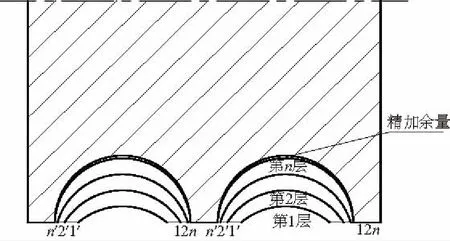
圖1 分層切削示意圖
切削每層圓弧時(shí)采用擬合法,通過不斷改變刀具起點(diǎn)位置對(duì)螺紋進(jìn)行趕刀加工,逐點(diǎn)逼近實(shí)際螺紋輪廓,如圖2所示。
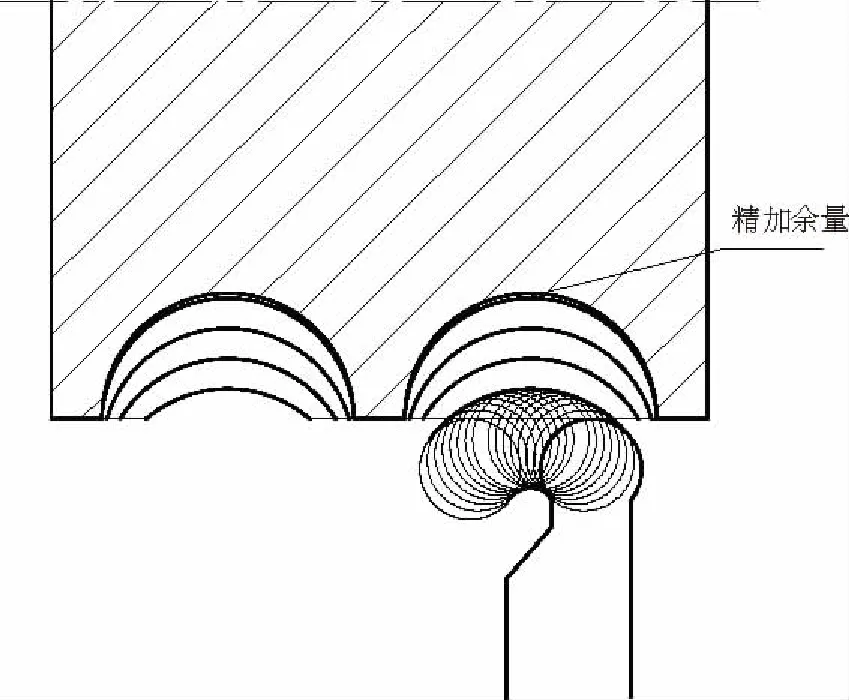
圖2 分層擬合示意圖
1.2 刀具選擇
a) 刀具選擇原則[2]
擬合加工中,刀具的選擇不受螺紋牙型的限制,因此,大螺距圓弧螺紋擬合加工中刀具選擇的原則是:
1) 確保刀具具有足夠的強(qiáng)度;
2) 刀具不與螺紋牙型發(fā)生干涉。
b) 刀具形狀
根據(jù)刀具選擇原則,在采用擬合法加工半圓及大于半圓的圓弧螺紋時(shí),常選用圓弧形車刀,車刀圓弧半徑要小于等于螺紋的圓弧半徑,以避免發(fā)生干涉,同時(shí),為保證足夠的強(qiáng)度,車刀圓弧半徑不宜過小。
c) 刀具材料
圓弧螺紋擬合加工中,常選用硬質(zhì)合金刀具或涂層刀具,以適應(yīng)高速擬合切削,提高加工效率。
1.3 刀具中心軌跡數(shù)學(xué)模型

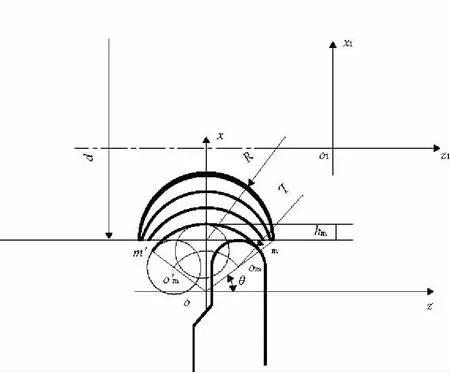
圖3 刀具中心軌跡坐標(biāo)系
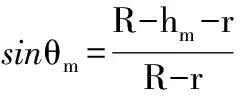
在直角坐標(biāo)系xoz中,刀具中心軌跡為圓,半徑為R-r,若設(shè)刀具中心的方位角為θ,則刀具中心的軌跡方程為:
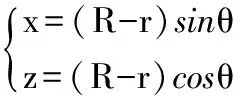
(1)
數(shù)控車削加工中,為了編程方便常取工件右端面中心o1為編程原點(diǎn),在編程坐標(biāo)系x1o1z1中,刀具中心起始坐標(biāo)為(x為直徑編程,z向考慮空行程導(dǎo)入量):
(2)

x=(R-r)sinθm=R-hm-r
設(shè)終止角為θm',由圖3可知θm'=π-θm。
2 圓弧螺紋擬合加工程序編制
2.1 擬合加工程序流程圖
擬合法是建立在宏程序的基礎(chǔ)上,圖4是圓弧螺紋加工的宏程序流程圖。
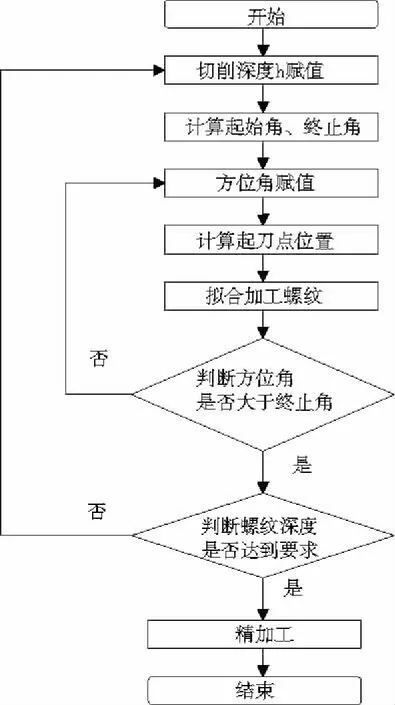
圖4 宏程序流程圖
從圖4中可知,圓弧螺紋擬合加工由兩重循環(huán)組成:第一重循環(huán)實(shí)現(xiàn)同層圓弧螺紋加工,刀具從初始角θm開始,通過改變方位角,按方程組(1)所示的軌跡運(yùn)動(dòng)不斷改變刀具起始位置,實(shí)現(xiàn)同層圓弧螺旋槽的加工,加工中,每刀方位角與終止角進(jìn)行比較,當(dāng)方位角大于終止角,開始第二重循環(huán);第二重循環(huán)實(shí)現(xiàn)x向的分層切削,完成圓弧螺紋的粗加工,保留精加工余量。
2.2 擬合加工程序變量
為了便于編程,對(duì)宏程序中的變量進(jìn)行如下定義:
#1:層切削深度h;
#2:螺紋圓弧半徑R;
#3:刀具半徑r;
#4:初始角θm;
#5:終止角θm';
#6:方位角θ;
#7:刀具中心x坐標(biāo);
#8:刀具中心z坐標(biāo);
#9:精加工余量 。
2.3 加工程序
編制圖5所示零件的圓弧螺紋加工程序,已知螺紋的螺距為10mm,圓弧半徑為3.5mm,公稱直徑為80mm。
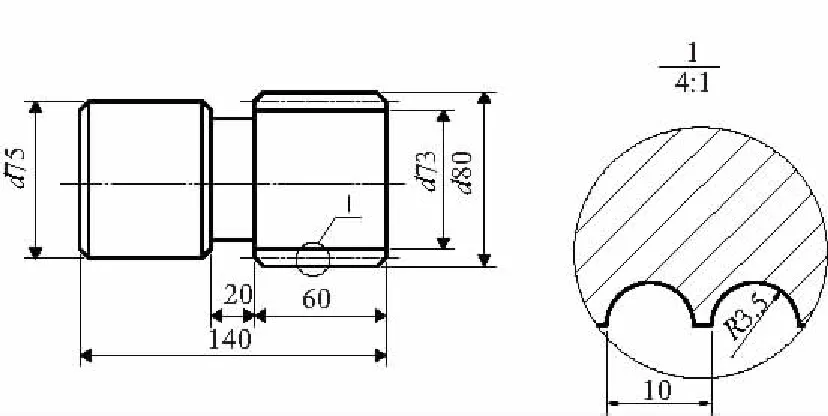
圖5 圓弧螺紋
圖5所示零件擬合加工宏程序如下:
T0101;
M3 S300;
F0.2;
G00x85z20;
#1=0.4; 第一次進(jìn)刀深度h
#2=3.5; 圓弧半徑
#3=2; 刀具半徑
#9=0.2; 精加工余量
WHILE [#1 LT [#2-#9]] DO1 ;
#4=arcsin(#2-#3-#1)/(#2-#3);
#5=π-#4;
#6=#4;
G00 X85;
WHILE [#6LT#5] DO2;
#7=80+2*(#2-#1+(#2-#3)*sin(#6)); 起刀點(diǎn)x向坐標(biāo)
#8=(#2-#3)*cos (#6)+20 ; 起刀點(diǎn)z向坐標(biāo)
G01x#7z#8 ;
G32 Z-70 F10;
G01x82;
G00z20;
#6=#6+1;
END 2;
#1=#1+0.4;
END 1;
G00 X85;
#1=3.5;
WHILE [#6LT#5] DO3;
#7=80+2*(#2-#1+(#2-#3)*sin(#6));
#8=(#2-#3)*cos (#6)+20;
G01x#7z#8;
G32z-70 F10;
G01x82;
G00z20;
#6=#6+1;
END 3;
M30;
3 結(jié)語
以上介紹了圓弧螺紋的擬合加工方法,建立了擬合加工中圓弧刀具中心的數(shù)學(xué)模型,并利用宏程序進(jìn)行了擬合加工程序的編制,采用擬合法數(shù)控車削加工大螺距圓弧螺紋,減輕了刀具制造難度,降低勞動(dòng)強(qiáng)度,提高加工效率和螺紋加工精度。
[1] 郝繼紅、甄雪松,等.數(shù)控車削加工技術(shù)[M].北京:北京航空航天大學(xué)出版社,2008:252-254;.
[2] 嚴(yán)帥.數(shù)控車加工技術(shù)[M].上海:上海科學(xué)技術(shù)出版社,2011:12-14;.
[3] 夏靜文,穆麗沙.數(shù)控車床上圓弧螺紋的宏程序編制與加工[J],機(jī)械工程與自動(dòng)化,2012,172(3):68-70.