用于臥式鏜床鏜削錐孔的工裝設(shè)計
2014-08-23 11:12:54陜西漢川數(shù)控機(jī)床股份公司漢中723000肖宏松
金屬加工(冷加工) 2014年10期
陜西漢川數(shù)控機(jī)床股份公司 (漢中 723000) 張 恒 王 蓓 王 侃 孫 慶 肖宏松
本文重點介紹一種用于臥式鏜床鏜削錐孔的工裝設(shè)計方法,提供一種在非標(biāo)錐度和大型錐孔加工方面的解決思路和工藝措施。
1.設(shè)計思路
從臥式鏜床用于鏜孔加工的進(jìn)給來看,主軸在旋轉(zhuǎn)的同時通過獨立的傳動鏈用以軸向進(jìn)給,不與旋轉(zhuǎn)主運動發(fā)生關(guān)系,現(xiàn)利用主軸旋轉(zhuǎn)和進(jìn)給的這一特點,我們設(shè)計出了以下用以固定錐度錐孔鏜削的刀具工裝系統(tǒng) (見圖1)。
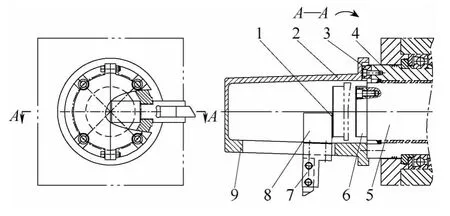
圖1
(1)工作原理:鏜床主軸通過端面鍵傳遞轉(zhuǎn)矩帶動殼體旋轉(zhuǎn),進(jìn)而帶動刀具做旋轉(zhuǎn)運動;鏜桿通過墊塊推動刀夾,刀夾帶動刀具沿殼體9導(dǎo)向斜面做直線進(jìn)給運動,導(dǎo)向斜面錐度等于被加工錐孔錐度,故可通過這兩個運動完成對錐面的鏜削加工。
(2)結(jié)構(gòu)及工藝性分析:①考慮到殼體導(dǎo)向斜面的加工,將殼體分割成殼體9與殼體2,分別加工后合裝,再加工止口和鍵槽及聯(lián)接螺孔,確保定位精度及聯(lián)接尺寸。合體后的止口及端面鍵槽分別與主軸外徑及主軸端面鍵配合定位,并用螺釘與主軸端面螺孔緊固聯(lián)接。②墊塊推動壓塊運動時,接觸面之間產(chǎn)生徑向相對運動,在其摩擦面上分別貼TSF軟帶,避免了金屬面接觸摩擦力,使摩擦因數(shù)由0.15減少到0.05,較大幅度降低摩擦力。在其他幾個摩擦面也貼有TSF軟帶,如壓塊和殼體間、刀夾和殼體間。刀夾和壓塊用螺栓聯(lián)接,夾緊導(dǎo)向面,保證導(dǎo)向精度。
此設(shè)計思路適用于鏜床系列,適當(dāng)調(diào)整殼體9導(dǎo)向面錐度及殼體尺寸,即可用于不同錐度的圓錐孔的加工。
2.設(shè)計實例
以我廠 HFBC1636落地式銑鏜床 (鏜桿直徑160 mm)加工錐度為1∶16錐孔為例工裝設(shè)計結(jié)構(gòu)和尺寸列舉如下:
(1)根據(jù)主軸、鏜軸尺寸可確定殼體定位止口尺寸φ260h6,鍵槽寬25.4h6,導(dǎo)向面最大長度L=260 mm,尺寸L以鏜桿伸長不接觸到殼體為內(nèi)壁極限,并留有安全距離。
(2)根據(jù)鏜桿端面螺孔確定墊塊上螺孔大小及位置,且墊塊外徑應(yīng)小于鏜桿外徑,以確保鏜桿軸向行程,厚度可根據(jù)實際結(jié)構(gòu)確定,具體結(jié)構(gòu)如圖2所示。

圖2
綜上,最終確定此工裝加工尺寸范圍,加工錐度1∶16,錐孔大端最大加工直徑430 mm,加工深度200 mm。當(dāng)?shù)秺A固定后,鏜削柱面孔直徑范圍430~418 mm。