焊接熱輸入對核島設備用碳鋼埋弧焊熔敷金屬性能的影響
2014-08-29 01:16:10四川大西洋焊接材料股份有限公司賈興旺蘭志剛蔣勇佘應堂
金屬加工(熱加工) 2014年12期
四川大西洋焊接材料股份有限公司 賈興旺 蘭志剛 蔣勇 佘應堂
中廣核工程有限公司 匡艷軍 黃騰飛 邱振生
蘇州熱工研究院有限公司 王淦剛 趙建倉 朱平
1.概述
埋弧焊是壓力容器等重要鋼結構制作的主要焊接方法,但由于焊接熱輸入量較大,易造成熔敷金屬組織劣化、韌性較低,因此在埋弧焊焊絲、焊劑研究開發過程中需要研究不同焊接熱輸入條件下的熔敷金屬組織、性能狀態及變化趨勢,從而確定埋弧焊焊絲、焊劑適用的焊接參數范圍,以保證核電工程應用條件下采用該焊材所得到的埋弧焊接頭的性能。
本文研究了4種焊接熱輸入條件下的埋弧焊焊絲、焊劑熔敷金屬的組織及性能狀態,分析了其變化趨勢,給出了合理的焊接熱輸入區間,為焊材的工程應用提供支撐。該項目得到廣東省產學研結合項目(20110905)專項資金資助。
2.試驗條件
(1)試驗材料 焊劑CHF701HR1粒度為10~60目(0.28~2.00mm),主要化學成分如表1所示。根據國際焊接學會推薦的堿度公式計算得出試驗中使用的焊劑堿度≈3.0。焊接前焊劑應在350℃下烘焙2h。焊絲牌號為CHW—S2MoHR1,φ4.0mm,化學成分如表2所示。母材選用P295GH鋼,板厚30mm。
(2)試件制備條件 試板尺寸如圖1所示,焊道布置如圖2所示,焊接參數如表3所示。
3.試驗結果
(1)熔敷金屬拉伸性能 4種焊接熱輸入條件下的熔敷金屬室溫和高溫拉伸試驗結果如表4所示,根據試驗結果繪制的焊接熱輸入與強度的曲線如圖3所示。由表4中數據可以看出,室溫和高溫抗拉強度、屈服強度以及伸長率均能滿足設計要求,從圖3曲線可看出,抗拉強度及屈服強度變化趨勢不明顯。

圖1 試板尺寸
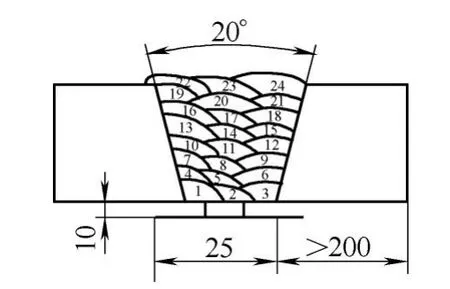
圖2 焊道布置

表1 焊劑的主要化學成分(質量分數) (%)

表2 焊絲的化學成分(質量分數) (%)
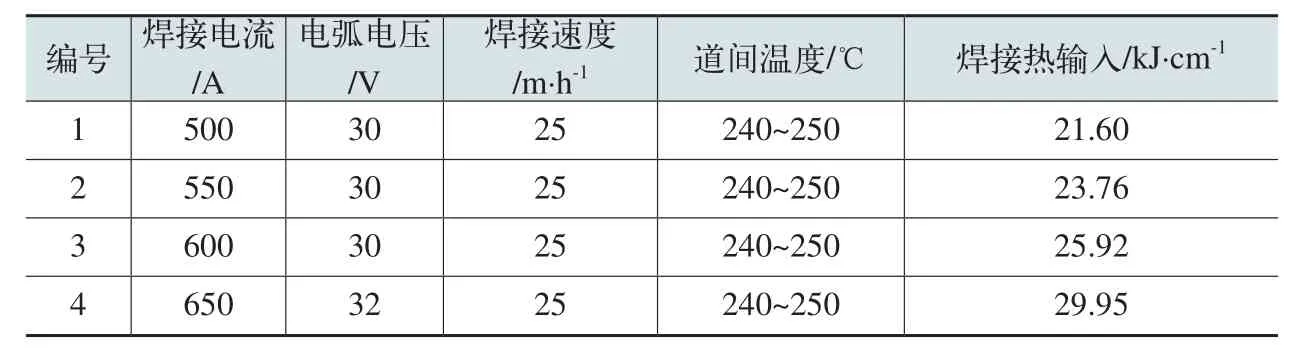
表3 焊接參數
(2)熔敷金屬沖擊試驗 熔敷金屬0℃和-20℃下的沖擊試驗結果如表5所示,根據試驗結果繪制焊接熱輸入-沖擊吸收能量曲線如圖4所示。由表5數據可以看出,兩種溫度下的沖擊吸收能量均能滿足設計要求。從圖4可看出,焊接熱輸入量由21.6kJ/cm增加到29.95kJ/cm時,0℃和-20℃沖擊吸收能量均呈下降趨勢。當焊接熱輸入量從21.6kJ/cm增加到25.92kJ/cm時,下降趨勢相對平緩,當焊接熱輸入量增加到29.95kJ/cm時,0℃沖擊吸收能量下降趨勢平緩,-20℃沖擊吸收能量則出現陡降現象,降幅超過40%。
(3)熔敷金屬金相組織 4種焊接熱輸入量的熔敷金屬金相組織如圖5~圖8所示。熔敷金屬組織為片狀、塊狀先共析鐵素體沿柱狀晶晶界分布,晶內為針狀鐵素體與珠光體。從圖5~圖8可以,隨著焊接熱輸入量的增大,晶粒尺寸有所增大,但增大不明顯。
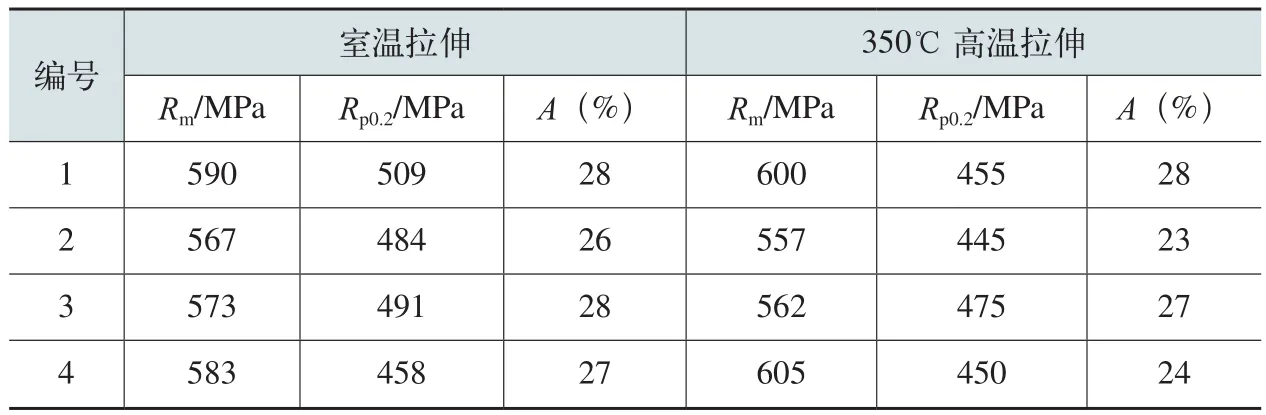
表4 不同焊接熱輸入下熔敷金屬拉伸試驗結果

表5 不同焊接熱輸入下熔敷金屬沖擊試驗結果
4.結果分析
從金相組織圖中可以看出,熔敷金屬組織為片狀、塊狀先共析鐵素體沿柱晶晶界分布,晶內組織為鐵素體與珠光體。
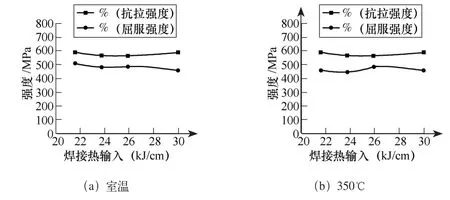
圖3 焊接熱輸入-強度曲線

圖4 焊接熱輸入量-沖擊吸收能量曲線

圖5 焊接熱輸入量(21.6kJ/cm)

圖6 焊接熱輸入量(23.76kJ/cm)

圖7 焊接熱輸入量(25.92kJ/cm)
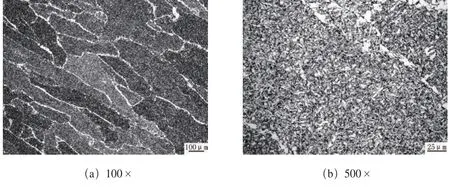
圖8 焊接熱輸入量(29.95kJ/cm)
當焊接熱輸入量為21.6kJ/cm時,熔敷金屬力學性能很好;當焊接熱輸入量從21.6kJ/cm增大到25.92kJ/cm時,晶粒長度、寬度略有增大,晶內鐵素體由條狀變化為較寬的鐵素體,局部地方出現等軸晶,抗拉強度、屈服強度變化不明顯,沖擊韌性略有降低;當焊接熱輸入量繼續增大到29.95kJ/cm時,晶粒尺寸進一步增大,抗拉強度、屈服強度變化不明顯,而-20℃沖擊吸收能量比0℃降低的更快,說明低溫沖擊韌性對晶粒尺寸的敏感性更大。
對于P295GH鋼的埋弧焊,焊接熱輸入量應控制在合理范圍內,如果熱輸入量過大,會使焊接接頭的組織晶粒粗化,對力學性能不利;如果焊接熱輸入量過小,效率明顯低下,增加生產成本。
適當的焊接熱輸入量,可以避免熔敷金屬因晶粒尺寸進一步增大引起的力學性能劣化。另外,適當的焊接熱輸入量、每一道焊縫金屬填充量適中,以及多層多道焊接后焊道對前焊道的回火熱處理作用,都有利于提高焊接接頭的沖擊韌性。
對于同一種焊接方法來說,焊接熱輸入量越大,高溫停留時間越長,晶粒越粗大,得到的熔敷金屬的沖擊韌性就越低。
5.結語
(1)在4種焊接熱輸入量條件下得到的熔敷金屬力學性能,均能滿足設計要求。
(2)當焊接熱輸入量為21.6kJ/cm時,力學性能最好,但焊接效率低下,焊接成本較高,工程應用中不推薦采用。
(3)當焊接熱輸入量為29.95kJ/cm時,熔敷金屬組織晶粒粗化,抗拉強度、屈服強度變化不明顯,-20℃沖擊韌性下降,沖擊吸收能量余量不大,工程應用中也不推薦使用。
(4)當焊接熱輸入在25.92kJ/cm時,熔敷金屬組織晶粒粗化不嚴重,抗拉強度、屈服強度以及低溫沖擊吸收能量均有較大余量,在工程應用中推薦使用,能夠有效提高焊接效率。
