鋁鎂硅合金焊接工藝研究
2014-08-30 05:53:14,
防爆電機 2014年2期
,
(1.佳木斯電機股份有限公司,黑龍江佳木斯 154002;2.佳木斯防爆電機研究所,黑龍江佳木斯 154002)
0 引言
鋁及鋁合金具有獨特的物理化學性能,密度小,電阻率小,具有優異的低溫性能和耐蝕性能以及較高的比強度(強度/密度)。電機轉子制造中用銅量很大,價格昂貴,如果銅條轉子改為鋁合金,則可以大幅降低電機成本,同時也可以節省銅資源。經測算,鋁合金端環結構的轉子比銅端環節約一半以上的成本,因此鋁合金轉子端環及導條在電機中的應用是一個研究方向,鋁合金轉子端環與導條焊接工藝是這項技術的關鍵。本文主要對6082鋁鎂硅合金的焊接工藝進行分析。
1 焊接可行性分析
1.1 鋁、鋁合金、銅的性能比較
鋁、鋁合金及銅從性能上進行比較,鋁合金的抗拉強度、屈服強度及電阻率都比鋁及銅大,但銅的延伸率要比鋁及鋁合金大,具體性能比較見表1。
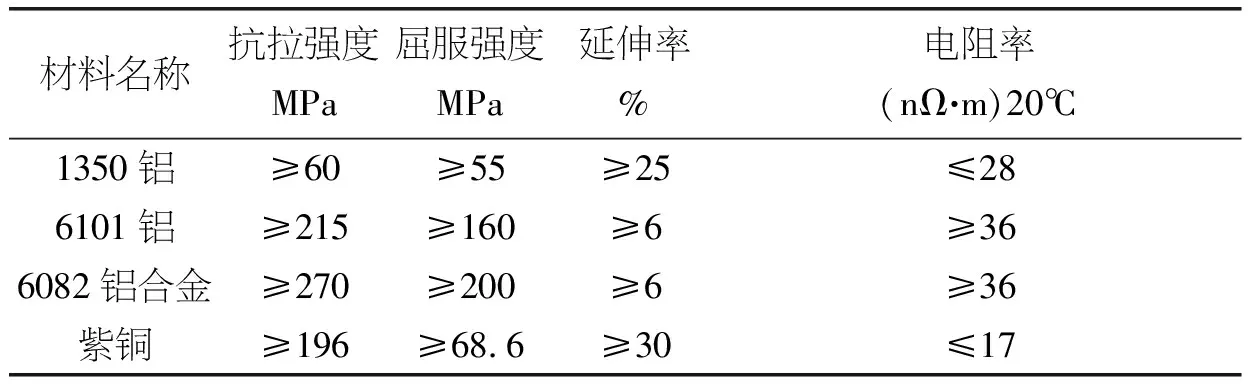
表1 鋁、鋁合金、銅的性能比較
1.2 6082鋁合金焊接性分析
鋁合金具有獨特的物理化學性能,因此在焊接過程中會產生一系列的困難,主要有以下幾點。
1.2.1 強的氧化能力
鋁與氧的親和力很強,為保證焊接質量,焊前必須嚴格清理焊件表面的氧化物,并防止在焊接過程中再氧化。為了保證焊接質量,焊前必須嚴格清理零件表面的氧化物,并防止在焊接過程中再氧化,對熔化金屬和處于高溫下的金屬進行有效的保護。
1.2.2 鋁的熱導率和比熱
鋁合金的導熱系數大,導熱快,須采用能量集中、功率大的熱源,對于較厚部件需采用預熱措施。
1.2.3 容易形成氣孔
鋁合金的液體熔池很容易吸收氣體,在高溫下熔入的大量氣體,在由液態凝固時,熔解度急劇下降,在焊后冷卻凝固過程中來不及析出,而聚集在焊縫中形成氣孔。
1.2.4 焊接接頭容易軟化
6082為熱處理強化鋁合金,由于焊接熱的影響,焊接接頭熱影響區會出現軟化,強度降低。因此應采用能量集中的焊接方法和小能量焊接,以減小接頭強度降低。
1.2.5 熔化后無色澤變化
鋁及鋁合金焊接時由固態轉變為液態時,沒有明顯的顏色變化,因此需掌握好焊接時的加熱溫度,盡量用平焊的方法焊接。
2 試驗材料化學成分
本次試驗時母材采用6082鋁鎂硅合金鍛件,這種鋁合金母材原始供貨狀態為鑄錠,經過鍛打,去除鑄錠中心的疏松部分,其化學成分實際檢測值見表2。
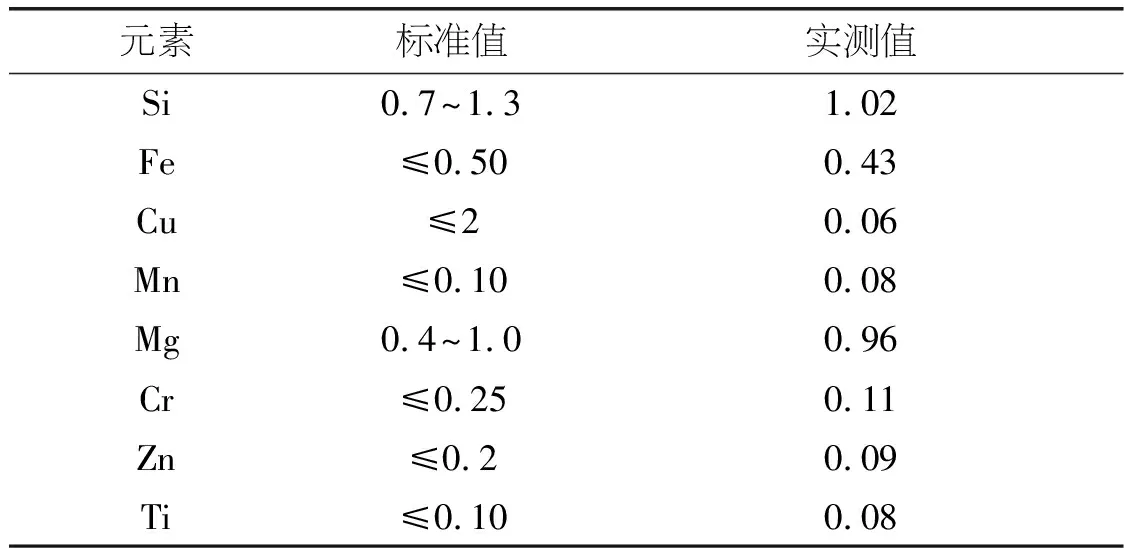
表2 母材6082鋁合金化學成份(%)
本次試驗時選取ER5356和ER4043作為焊接材料,并且在本次試驗前對焊接材料的化學成分進行了檢測,焊材化學成分的實測值與標準值對比詳見表3。
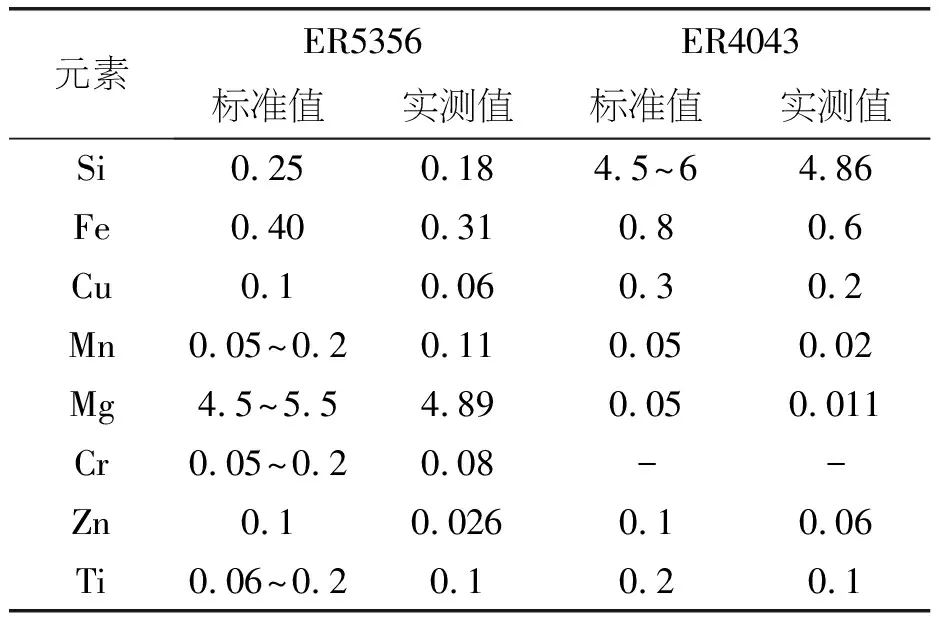
表3 焊材化學成份(%)
3 試驗內容及試驗過程
試驗內容有小試樣TIG焊、性能試板TIG焊接、性能試板MIG焊、試板做射線檢測及力學性能檢測。
3.1 小試樣TIG焊
先在小塊試樣上進行TIG焊試驗,接頭尺寸見圖1,坡口表面用不銹鋼鋼刷去掉氧化膜,坡口背面襯以紫銅板,銅板上開槽,槽與坡口背面對齊,先調整焊接電流至150A,電流極性為交流,由于母材導熱快、不熔化,當焊接電流調整至200A時,電弧加熱處才熔化,此時開始填絲,鋁絲直徑為φ3mm,起初鋁絲不熔合,形成一個小球,待母材溫度繼續升高之后小球消失,焊絲與母材熔合。
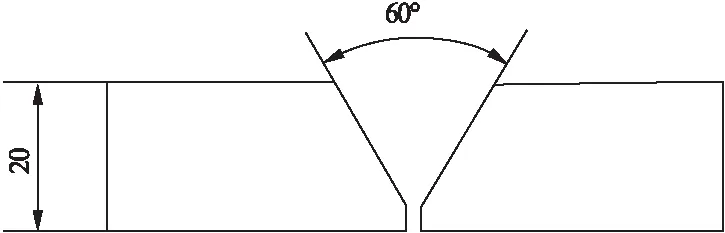
圖1 小試件焊接接頭
為減少熱輸入量,同時提高焊絲熔合速度,改用脈沖電流做試驗,電流峰值調整到250~300A,基值電流150A,這時焊接成型明顯改善,但焊接速度有所減慢。
通過小試件焊接得到鋁合金TIG焊的初步經驗:鋁合金導熱速度遠大于碳鋼、不銹鋼,在同樣的熱輸入條件下母材不易熔化,因此鋁合金施焊時需先進行預熱;由于鋁合金的熔點低,焊接速度慢會使前幾層焊道熔化,導致焊縫塌陷,所以焊接速度及層間溫度不可過高;通過實際焊接可以發現焊絲ER4043形成的焊道比ER5356形成的焊道要光亮一些。
3.2 TIG焊接性能試板
為評定實際產品的力學指標,TIG焊接性能試板厚度40mm,坡口尺寸依據TIG焊槍噴嘴的大小設計,具體尺寸如圖2所示。焊接方法:打底焊用脈沖TIG焊,峰值電流250~300A,基值電流150A,背面清根用旋轉銼及銑床加工,填充及蓋面采用交流電,電流200~250A,氣體流量15L/min。
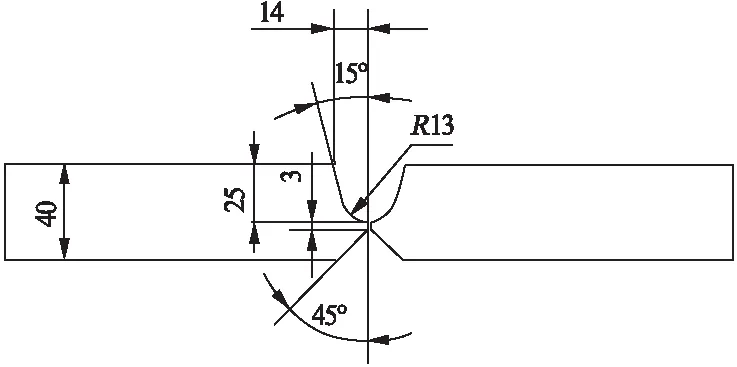
圖2 TIG焊性能試板接頭
3.3 MIG焊性能試板
試板坡口尺寸與TIG焊相同。焊接參數:焊絲直徑:Φ1.2;氬氣流量:20L/min;預熱溫度:100℃;層間溫度:100℃~120℃;電流類型: 直流反接,有脈沖;焊接速度: 0.6m/min;干伸長: 15mm;操作技能要求: 前進法,不擺槍,焊槍工作角90°;行走角:20°;電流、電壓:V型坡口,電流為211~235A,電壓為24.4~25.8V;U型坡口電流為208~247A,電壓為24.0~26.2V。
試板焊接前用電動鋼絲刷進行清理,然后分別進行打底、填充及蓋面焊接。
3.4 試件加工及力學性能測試
按標準要求對焊接試板進行切削加工,進行破壞性試驗,分別取樣對TIG焊接和MIG焊接試板進行檢測,檢測結果為MIG焊接試板的抗拉強度在215~220 MPa之間,斷裂位置在母材及熔合線處,彎曲試驗均合格;TIG焊接試板的抗拉強度在158~160 MPa之間,斷裂位置在熔合線處,彎曲試驗有部分試樣不合格。
4 結語
從試驗過程來看,鋁合金導熱速度快,無論用TIG焊還是MIG焊都需預熱到100℃以上。但TIG焊焊接速度慢,導致工件溫度較高,使接頭熱影響區容易軟化,而MIG焊焊接速度快,效率高,母材溫度相對較低,從破壞性檢查來看,厚板MIG焊接頭強度及塑性比TIG焊接頭優越。另外鋁合金焊接對操作者的要求比碳鋼及不銹鋼的難度大,需要一定的培訓才能進行實際操作。從力學性能分析,鋁合金轉子接頭強度遠高于鑄鋁轉子、略高于紫銅轉子,但密度是紫銅的1/3,因此其運轉的力學可靠性比鑄鋁轉子及銅條轉子優越。
[1] 傅積和,孫玉林. 焊接數據資料手冊.北京:機械工業出版社,1994.6.
[2] 中國機械工程學會焊接學,焊接手冊.機械工業出版社,2001.8.
[3] 黃旺福,黃金剛.鋁及鋁合金焊接指南 湖南科學技術出版社,2005.3.
