基站天線無源互調干擾的分析與預防
2014-09-01 09:29:39范頌東
機電信息 2014年9期
范頌東
(京信通信系統(廣州)有限公司,廣東 廣州 510663)
基站天線無源互調干擾的分析與預防
范頌東
(京信通信系統(廣州)有限公司,廣東 廣州 510663)
隨著移動通信的高功率多通道的發展,無源互調已成為移動基站天線性能的重要參數,無源互調干擾直接影響通信的質量。現介紹了移動基站天線中無源互調產生的原因,對其進行分析,并從結構設計、加工工藝等方面提出改善的方法。
基站天線;無源互調;電化學腐蝕
0 引言
移動通信基站天線是手機用戶用無線與基站設備連接的信息出入口,是載有各種信息的電磁波能量轉換器。無源互調(Passive Inter Modulation,PIM)是移動基站天線的一個重要參數,無源互調干擾(PIMI)信號使得移動通信基站的覆蓋范圍減小、通信信號丟失、語音質量下降、系統容量受限等。因此我們有必要對無源互調干擾進行分析研究,做到提前預防和排除,減少它對基站天線性能的影響。
本文主要從產品材料選擇、結構設計、加工工藝方面進行分析和改善,減小無源互調的影響,以期獲得低互調的天線產品。
1 無源互調產生的原因
無源互調是指由無源部件的固有非線性特性引起的電磁干擾,基本的PIM現象是由電流流過非線性部件產生的,在通信系統中基本上有2種無源非線性:材料非線性和接觸非線性。前者指具有非線性特性的材料,后者指具有非線性電流/電壓行為的接觸,如松動、氧化和腐蝕等金屬連接,因此基站特性中無源互調的產生不僅與材料特性、涂覆材料特性、結構形式有關,還與成型工藝質量有關。
基站天線結構中有同軸電纜、射頻連接器、濾波器、功分器、多種不同材質的金屬零件,壓鑄、拉擠、機加等不同的成型工藝,天線裝配過程存在的固定連接、焊接,操作環境中的灰塵、油污等,這些都有可能產生固有的非線性。
2 基站天線無源互調分析及預防
在基站天線中,材料選擇、結構設計的受力分布、連接緊密性、電鍍工藝和零件成型工藝質量等方面對無源互調都有影響。
2.1 材料對無源互調的影響及預防
材料對無源互調的影響主要有:(1) 鐵磁和碳纖維材料對無源互調的影響。鐵磁材料(如鋼鐵、鎳、鉬等含磁性的材料)導磁率變化造成的非線性。碳纖維材料(如玻璃鋼)存在非線性電阻系數。(2) 兩接觸元件材料間的電位差過大對無源互調的影響。當兩種不同金屬互相接觸后,逸出功較小的金屬由于失去電子而增高電勢,逸出功較大的金屬由于增加電子而降低電勢,兩者之間就呈現出電位差。兩種或兩種以上不同電極電位的金屬處于腐蝕介質內相互接觸而引起的電化學腐蝕,又稱接觸腐蝕或雙金屬腐蝕。發生接觸腐蝕時,電極電位較負的金屬通常會加速腐蝕,而電極電位較正的金屬的腐蝕則會減慢。
表1為常溫下的金屬標準電化學電位系列。
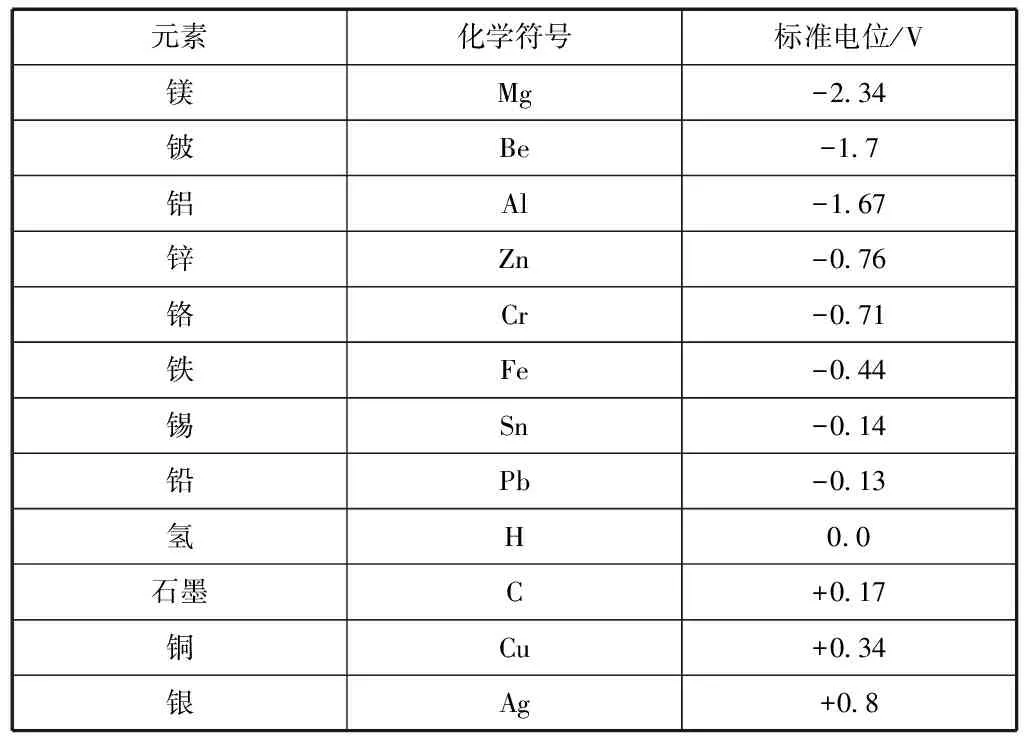
表1 常用金屬標準電化學電位系列(溫度為25 ℃)
為防止接觸腐蝕,應選擇在工作環境下電極電位盡量接近的金屬作為相接觸的電偶對;減小較正電極電位金屬的面積,盡量使電極電位的金屬表面積增大;盡量使相接觸的金屬電絕緣,并使介質電阻增大。
2.2 結構設計對無源互調的影響及預防
2.2.1 天線結構
圖1為某基站天線結構示意圖。天線總體安裝方式為:底板與支承座、角板采用螺栓固定連接在一起,支承座又與天線罩、安裝板采用螺栓固定連接在一起,形成整體結構。從電磁角度來說,支承座布置在底板背面,射頻電流密度很小,對互調的影響不是主要因素,但產品互調檢測時卻在支承座的部位發現有較大的影響,這說明一些不規則的變形會造成電氣元件的接觸非線性,從而產生無源互調干擾。從圖1可知,支承座是連接天線內外部結構的主要零件。下面以底板、天線罩及其組成的安裝界面為對象,針對支承座的結構設計和受力分析其對無源互調的影響。
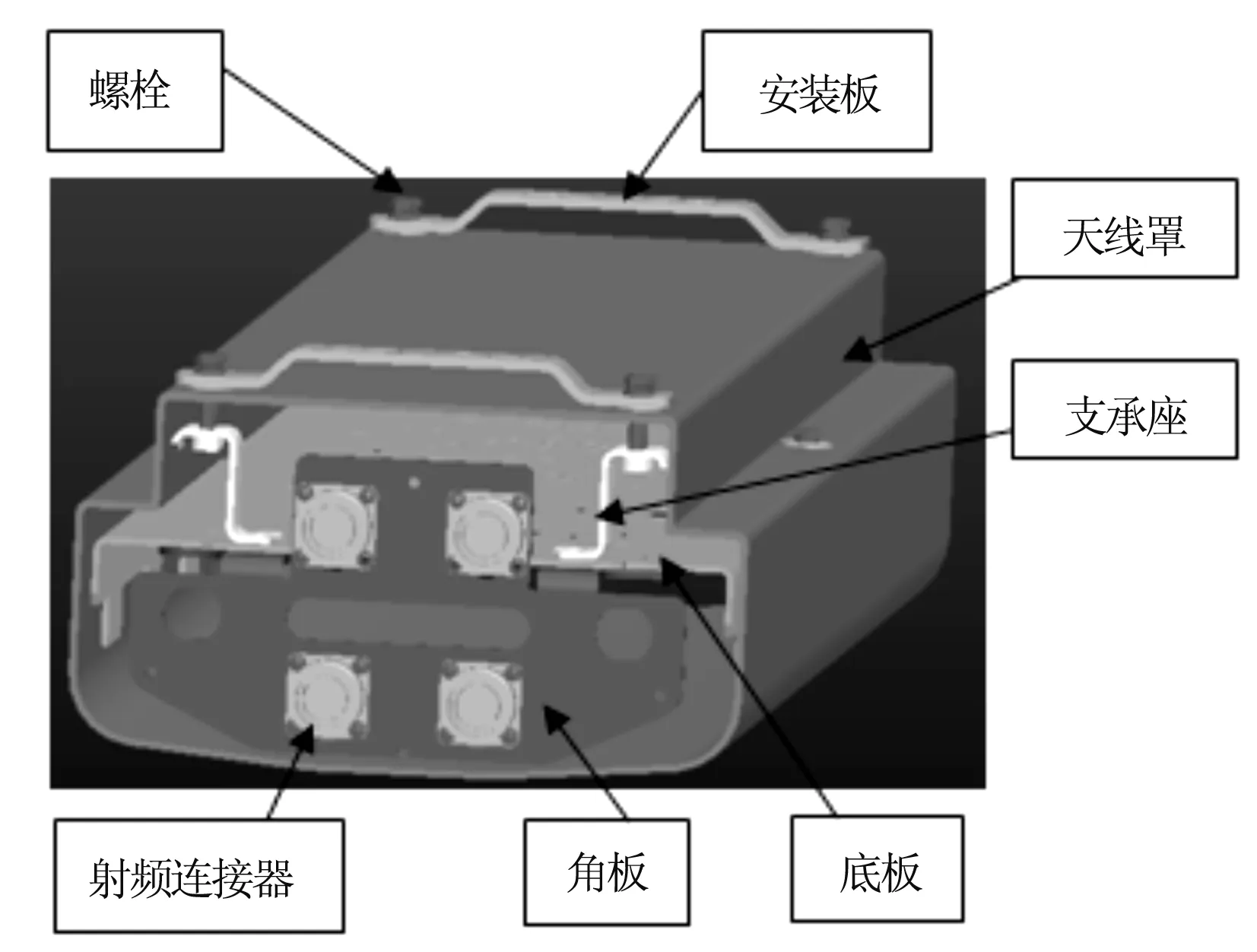
圖1 某基站天線結構
2.2.2 支承座力學分析
一般支承座的結構形式如圖2所示。從圖2可知,支承座與天線罩側和底板側安裝平面間的平行度取決于折彎角度的選擇(折彎后回彈的補償是否合適)和材料厚度的差異及材料的塑性。折彎機折彎一般采用單工序成型,折彎角度在±0.5°范圍內是正常的,天線罩側安裝面相對于底板側安裝面的折彎角度正常可以達到±1°,在天線罩側平行度可以達到±0.4 mm。按照此值,對支承座的天線罩一側安裝面預置相對于底板側安裝面的平行度為0.4 mm(僅考慮單方向的變化),安裝界面力學分析的邊界條件如圖3所示,結果如圖4(應力圖)和圖5(位移圖)所示。
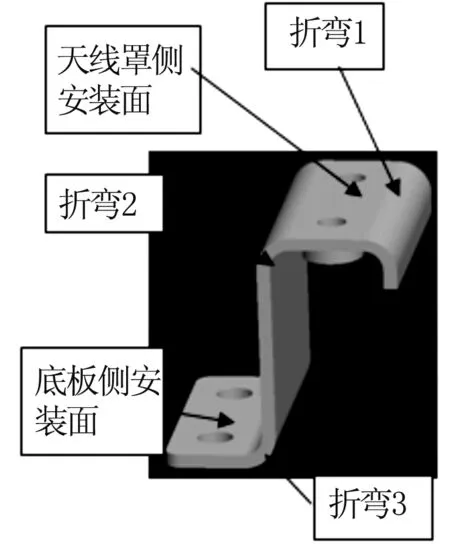
圖2 支承座結構形式
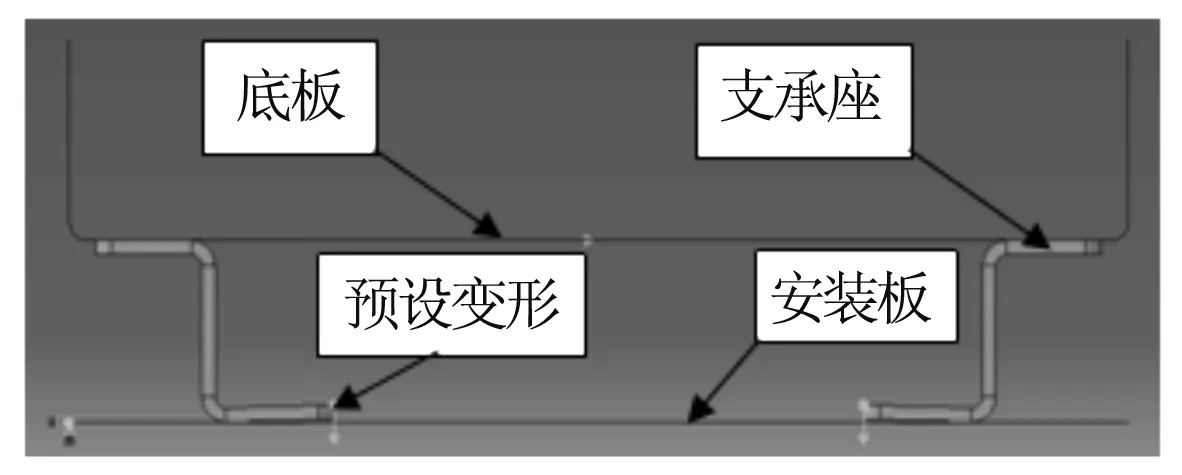
圖3 支承座與底板的邊界條件
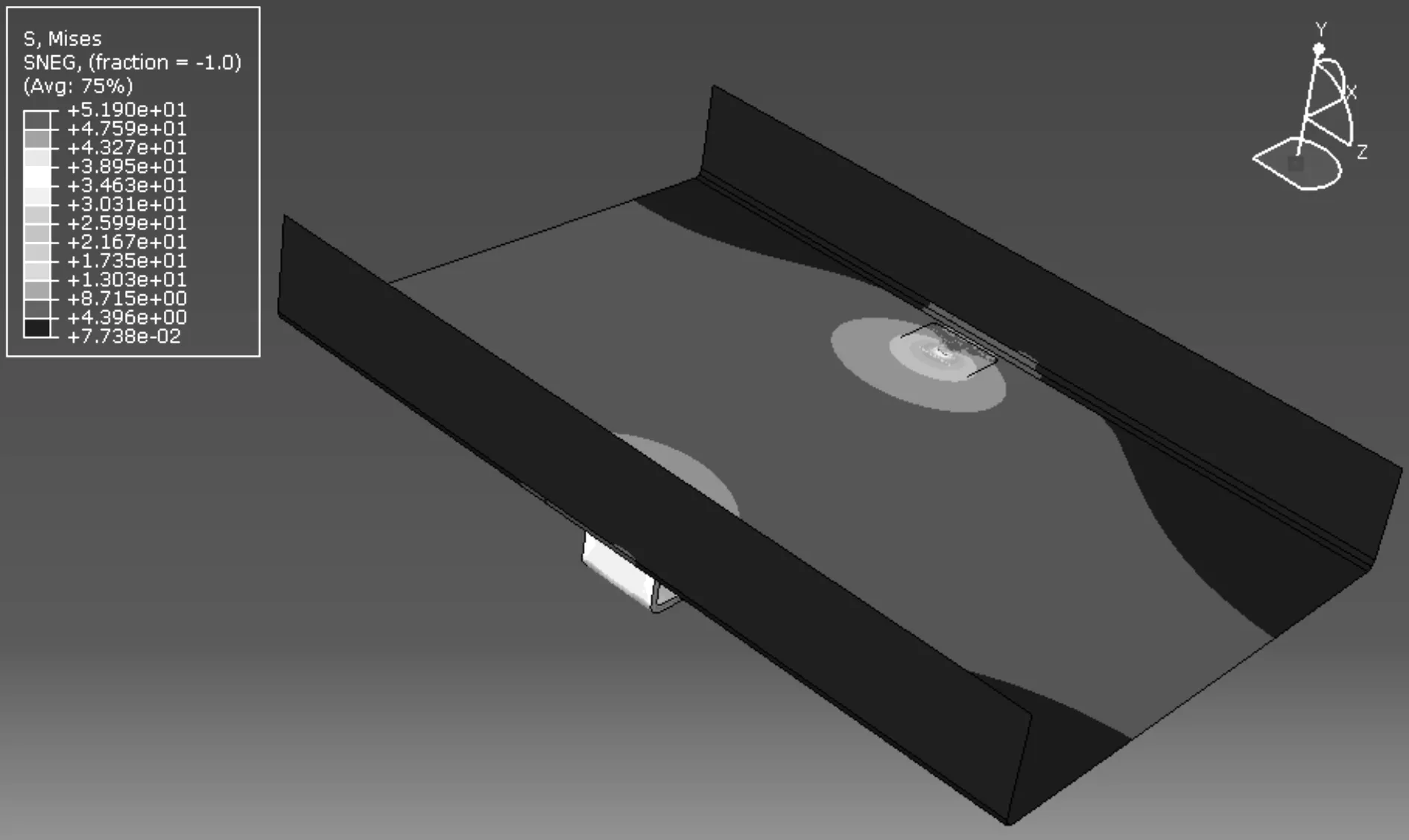
圖4 支承座與底板的應力圖
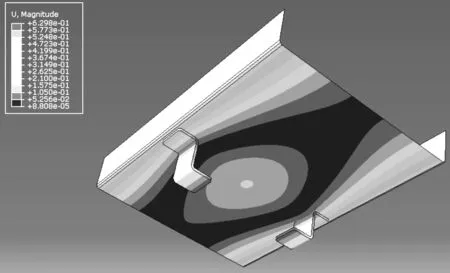
圖5 支承座與底板的位移圖
從圖4可以看出,當對支承座天線罩側施加一個0.4 mm的預設變形量時(圖3,這里僅對安裝界面變形的其中一種情況進行仿真,實際情況要比這種假設復雜得多),底板上的應力將重新分布,由正常的0.077 MPa變化到4.39 MPa,變化程度達到2個數量級,雖然應力整體比較小,但從對應的位移圖(圖5)可以看出,底板產生的變形最大有0.367 mm,基本接近對支承座預設的變形量0.4 mm。
2.2.3 無源互調分析
一般電氣類元件(振子、功分器、濾波器等)直接安裝在底板上,只在底板局部造成塑性變形以滿足電氣連接的緊密接觸的需要,除非各元件之間距離太近,一般來說,各處的塑性變形之間不會產生相互影響,但支承座處的連接緊固后,底板平臺(含所有電氣類元件與網絡)與天線罩便形成一個系統,支承座安裝不但會導致其對應安裝部位的底板局部塑性變形,還有可能導致底板平臺產生復雜的扭曲變形(圖4、圖5),這種變形會對其他處的接觸質量產生影響(因為變形一定是需要釋放的),從而影響互調。以天線下端為例,因為支承座兩安裝平面所受作用力不共線,會形成轉矩(圖6),轉矩的方向視作用力的特點不確定,也就是說,天線的幾個支承座對底板平臺產生的轉矩大小、方向實際上是不一致的,底板平臺將產生不規則的變形來釋放這些轉矩產生的影響,而這種不規則的變形造成電氣元件的接觸非線性,從而產生無源互調干擾。
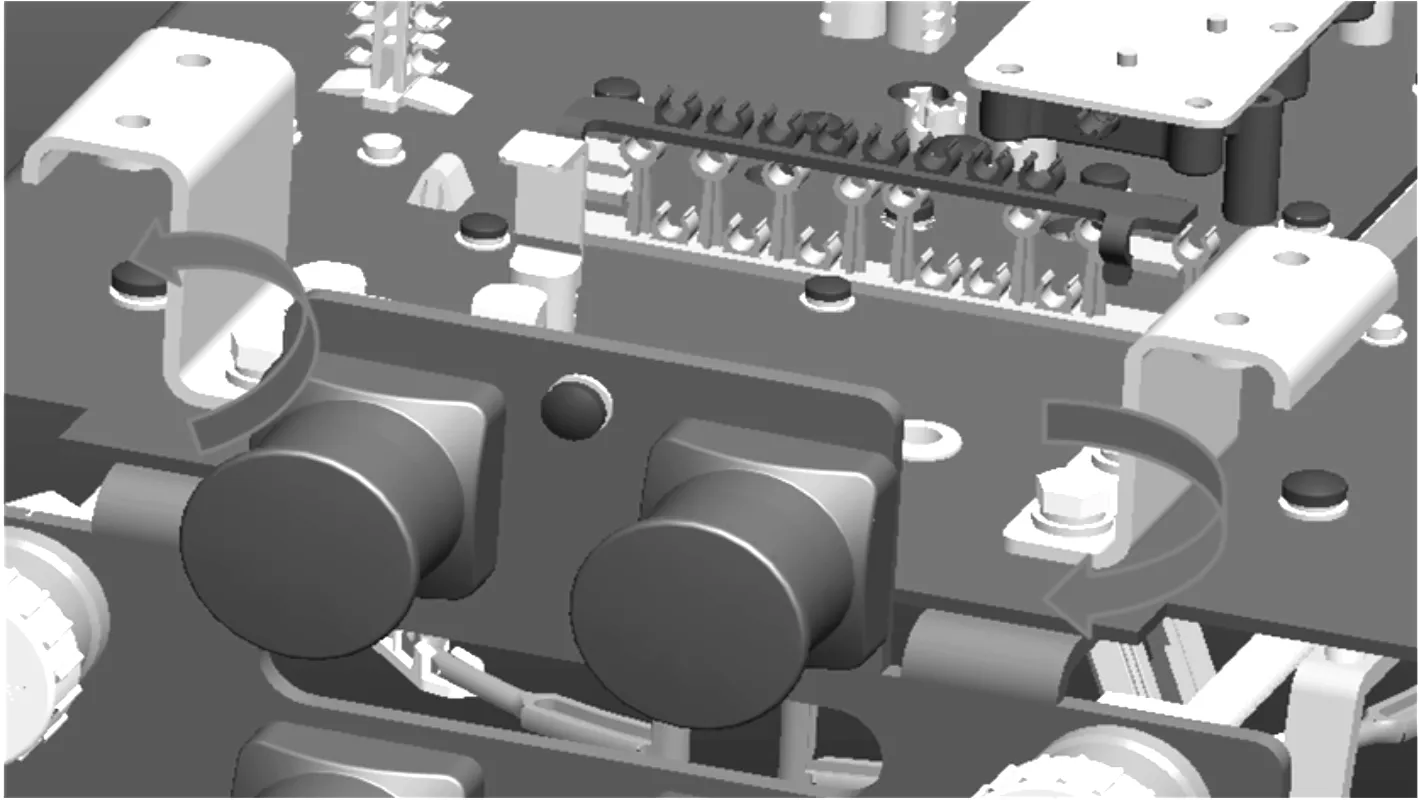
圖6 支承座轉矩圖
2.2.4 結構設計改善
如果僅從設計實現的角度看,支承座的結構形式具有多樣性,但如果將底板平臺作為一個系統進行考慮,每個元件處的接觸質量就會受到系統的力學特性的作用而發生變化。互調測試時敲打天線可以發現互調有明顯變化的實踐是個佐證。底板平臺和天線罩之間的連接或與外部設備的連接將對底板平臺進行作用,該種作用會導致底板變形,而這種變形將會使得其上各處的安裝界面的接觸質量重新分布。所以,我們在進行結構布局和零件設計時,應該進行系統考慮,努力從結構上消除或減弱導致底板變形的附加作用。可以采取以下改進方式:(1) 盡可能消除通過支承座安裝在天線寬度方向對底板產生的附加轉矩作用,如果受設計空間所限,支承座處存在附加轉矩時,也應盡可能將該轉矩設置在天線長度方向,這樣可以減弱轉矩對其他安裝截面接觸質量的影響。(2) 可以改善成型工藝。將普通折彎機折彎成型改為鈑金沖壓成型,安裝平面之間的平行度通過折彎模保證;將折彎成型改為壓鑄成型;將折彎成型改為拉擠成型,安裝平面間的平行度通過鋁合金拉擠模具保證,必要時可以通過機加來保證,但會增加成本。
2.3 螺釘緊固對無源互調的影響及預防
金屬連接固定緊密性在以下方面會對無源互調穩定性產生影響:(1) 金屬連接不緊密,造成金屬表面接觸不良。(2) 金屬連接處有污物、因涂覆形成的“電容現象”→金屬→絕緣物→金屬連接物的存在。(3) 射頻連接器連接的緊固狀態,連接器件之間連接不夠緊密,導致信號電流不連續。
基站天線內的無源器件如移相器、濾波器、功分器等部件的腔體材料大多為鋅合金或鋁合金壓鑄件,與其配合使用的大多為M3、M4螺釘。下面從不同材料腔體濾波器采用不同大小的螺釘緊固性對無源互調穩定性的影響進行分析。
螺釘質量保證:(1) 螺釘與螺紋孔的配合要求。需按GB/T197—2003《普通螺紋 公差》進行選擇,如表2所示。(2) 螺釘螺紋尺寸要求。用千分尺測量螺紋大徑,螺紋尺寸均需滿足表2的公差范圍,用螺紋塞規和螺紋環規進行檢測,螺釘均滿足M4.0×0.70-6g要求,全部保證螺紋環規通規通、止規止。(3) 螺紋底孔要求。要嚴格控制螺紋底孔的大小,可以適當修改螺紋孔的選用等級;在不同材料的壓鑄鋅合金和壓鑄鋅合金的零件上加工螺紋,采用的加工底孔不同。M4螺紋采用φ3.4底孔,M3螺紋采用φ2.5的底孔。(4) 螺釘擰入力矩控制。在不同材料上的力矩要求如表3所示。
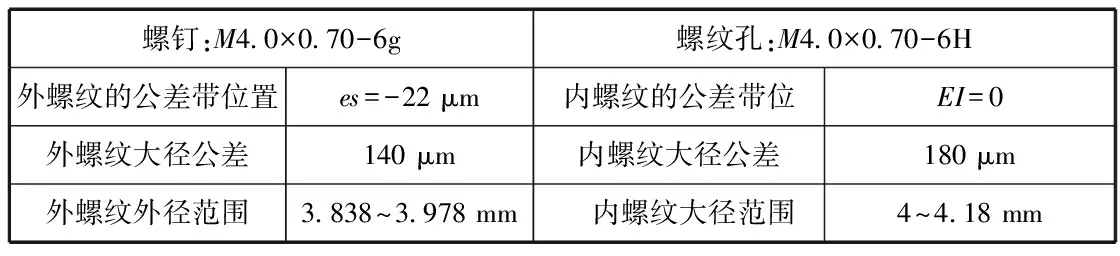
表2 螺釘、螺紋公差范圍
表3 在不同材料上的力矩數據 單位:N·m
不同大小的螺釘緊固性交調數據對比:采用3種結構及2種材料的濾波器,B頻單層(材料為鋅合金)、K頻單層(材料為鋅合金)、BK雙層(材料為鋁合金)進行試驗。數據如圖7和圖8所示。
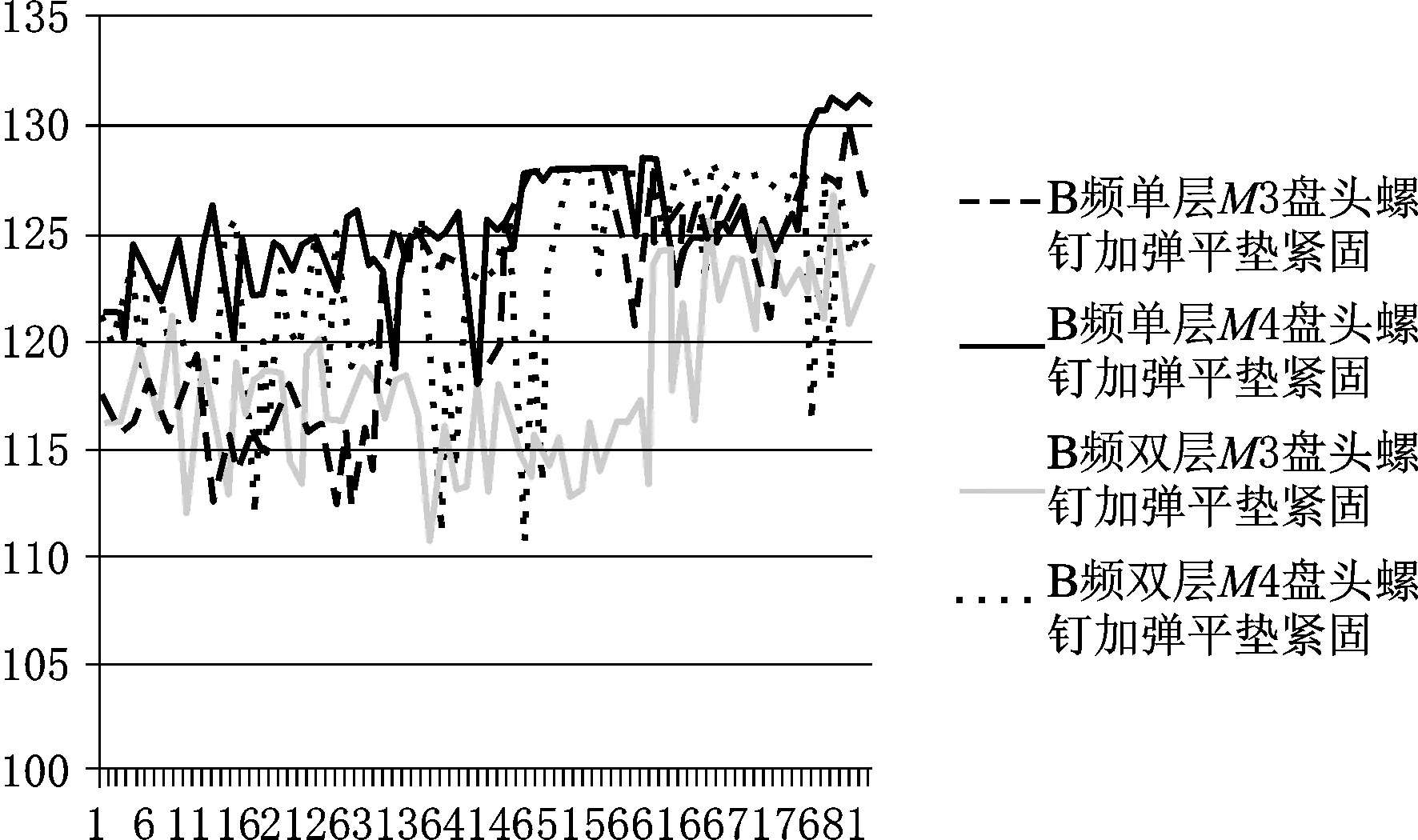
圖7 B頻單層、BK雙層濾波器互調值
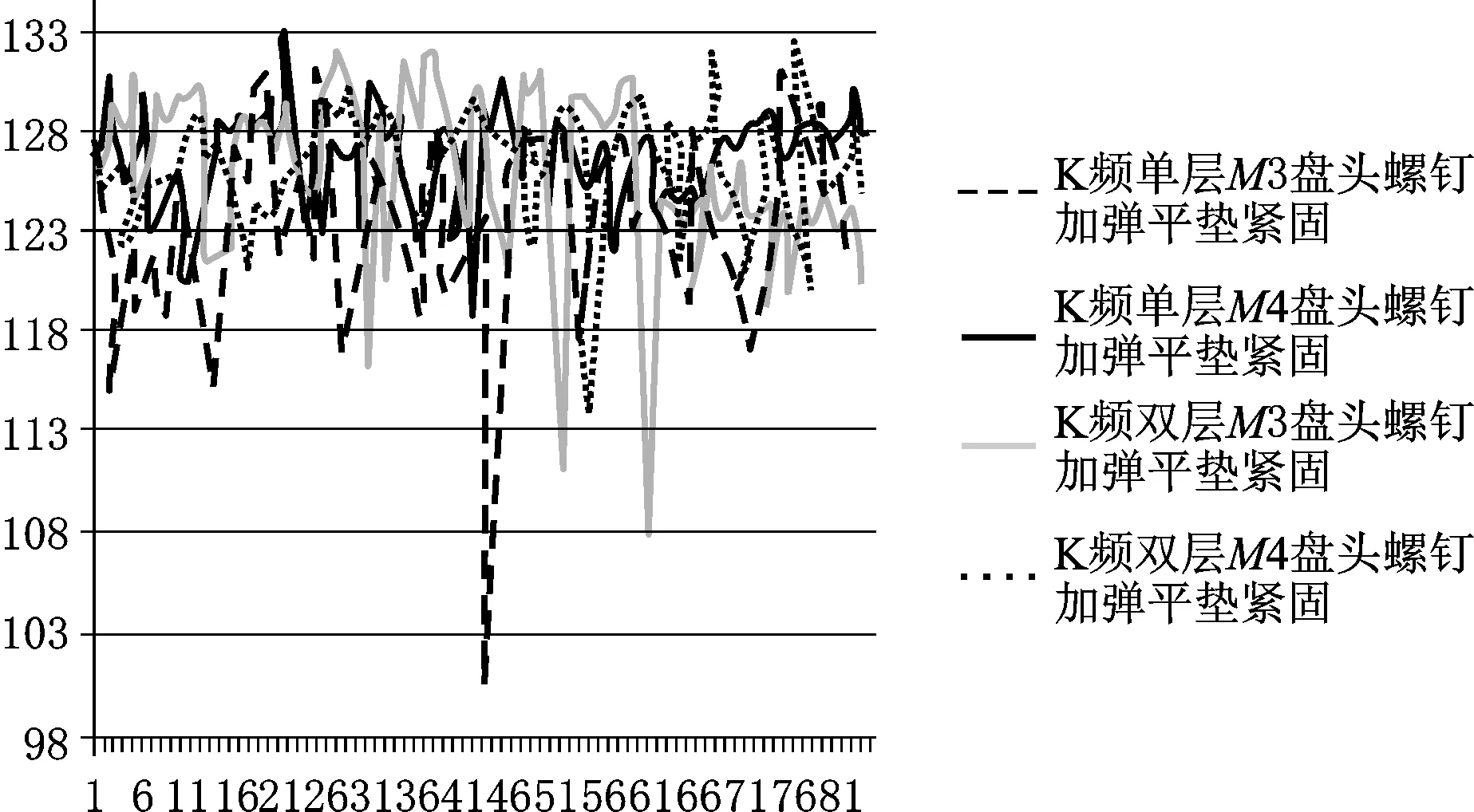
圖8 K頻單層、BK雙層濾波器互調值
從圖7和圖8的對比結果可知,不同結構、不同材質、不同頻段的濾波器采用M4螺釘的交調穩定性優于采用M3螺釘。因此在選用緊固件時,在保證螺釘尺寸公差、螺紋底孔尺寸、扭矩大小的同時,應選用直徑大的螺釘來提高交調的穩定性。
2.4 電鍍對無源互調的影響及預防
(1) 金屬零件電鍍的鍍涂材料選擇不合適,如鍍鎳、含磁性材料。(2) 鍍層厚度不均勻,存在未清洗干凈的電鍍溶液,有鍍層起泡、脫落等不良現象。(3) 由于肌膚效應,零件在鍍銀、鍍銅、鍍錫時最好選擇鍍層厚度6 μm以上。(4) 銅基材電鍍純錫會生長“錫須”引起微放電而產生無源互調。“錫須”的產生是由于錫與銅之間相互擴散,形成金屬互化物,致使錫層內應力的速度增長,導致錫原子沿著晶體邊行擴散,形成“錫須”,同時電鍍后電鍍層的殘余應力和在高溫、潮濕的環境下,都易導致“錫須”的生長。防止“錫須”的產生有以下措施:1) 采用在鍍液中增加鉛,如鍍鉛錫(液中加入3%~5%的鉛)合金與有鉛焊接;鍍錫(鉍)鈰合金與有鉛焊接,可延緩“錫須”的產生,但不環保。2) 鍍錫后再次通過表面防護,如噴、刷“三防”涂料、專用防護液(DJB-823)等,可延緩(2~3年)“錫須”的產生,但鍍層厚度不均勻。3) 通過消除應力,如將產品在150 ℃下烘烤2 h退火處理;零件電鍍、焊接后去應力處理后,存放在干燥、通風環境中等,可延緩“錫須”的產生。
2.5 零件成型工藝質量對無源互調的影響及預防
基站天線多數的輻射單元、功分器采用壓鑄工藝成型,因壓鑄工藝本身導致零件帶有如微小裂縫、縮孔、砂眼、氣泡、毛刺等缺陷,引起微放電而產生無源互調,因此需提高壓鑄工藝的質量,減少零件中的砂眼,增加致密性。此類零件通常需要焊接,而光滑表面產生的互調產物電平低于粗糙的焊接表面,因此需要提高壓鑄件表面的質量,保證表面粗糙度小于0.4 μm,且表面不得有斑點、凹坑、銹蝕、碎屑等雜物,以減少成型工藝對無源互調的影響。
3 結語
以上從材料選擇、零件加工、電鍍工藝控制、成型工藝等質量控制方面提出了實現低交調性的一些方法,并對不當的結構設計、螺釘大小的使用進行了客觀的分析,指出了應避免的地方和預防措施。這僅是基站天線結構設計中的幾個典型的案例,不是全部。因而,為保證實現產品的低交調指標,還應在其他方面進行預防。
[1]王海寧,梁建剛,王積勤,等.高功率微波條件下的無源互調問題綜述[J].微波學報,2005,21(4)
[2]賀巖峰,孫江燕,趙會然,等.無鉛純錫電鍍晶須產生的原因與控制對策[J].電鍍與涂飾,2005,24(3)
2014-02-24
范頌東(1967—),女,天津人,工程師,研究方向:雷達天線座結構設計及移動基站天線結構設計。
