BP神經(jīng)網(wǎng)絡(luò)與GA算法相結(jié)合的空調(diào)風(fēng)葉翹曲均勻性優(yōu)化
2014-09-11 02:05:12黃立東周小蓉
中國塑料 2014年7期
黃立東,周小蓉
(湖南機(jī)電職業(yè)技術(shù)學(xué)院機(jī)械工程系,湖南 長沙410151)
0 前言
空調(diào)中的風(fēng)葉作為送風(fēng)的主要裝置,其性能的好壞直接關(guān)系到空調(diào)工作狀況的好壞。風(fēng)葉注塑時(shí),由于各個(gè)葉片受到的壓力可能不同,將使得各個(gè)葉片產(chǎn)生的翹曲不一致,這將直接決定著風(fēng)葉葉片的品質(zhì),因此必須確保3個(gè)葉片翹曲的平衡性。
關(guān)于注塑產(chǎn)品的翹曲優(yōu)化問題,許多學(xué)者都做過相關(guān)研究,F(xiàn)ei等[1]利用BP神經(jīng)網(wǎng)絡(luò)對產(chǎn)品進(jìn)行了翹曲預(yù)測及優(yōu)化;Gao等[2]利用Kriging代理模型減少了產(chǎn)品翹曲量;Erzurumlu等[3]采用正交實(shí)驗(yàn)、信噪比率和遺傳算法得出了最小翹曲和縮痕指數(shù)的優(yōu)化組合;Hakimian等[4]利用正交實(shí)驗(yàn)研究了微齒輪的翹曲和收縮性質(zhì);Deng等[5]利用MIPS方法及GA算法對產(chǎn)品翹曲量進(jìn)行了優(yōu)化。不過以上研究大多集中于對產(chǎn)品翹曲量最值的優(yōu)化,而對于注塑產(chǎn)品而言,翹曲的整體均勻性甚至比翹曲量最值更重要,因此,簡單的以翹曲量的最大值來衡量最終產(chǎn)品翹曲的好壞,具有一定的局限性。對于本文提出的空調(diào)風(fēng)葉件,3個(gè)葉片的翹曲均勻性就對最終產(chǎn)品品質(zhì)起著決定性作用。本文研究的空調(diào)風(fēng)葉計(jì)算機(jī)輔助工程(CAE)模型如圖1所示,未注塑時(shí),其3個(gè)葉片葉尖處A、B、C 3點(diǎn)的坐標(biāo)如圖1所示。注塑后,由于空調(diào)風(fēng)葉件發(fā)生翹曲變形,A、B、C 3點(diǎn)原本一致的Z軸坐標(biāo)很難再保持一致,這說明了空3個(gè)葉片的翹曲并不均勻?qū)ΨQ,而對于實(shí)際生產(chǎn)的空調(diào)風(fēng)葉件,其葉尖處A、B、C 3點(diǎn)處的Z軸坐標(biāo)必須處于一定的范圍才能滿足實(shí)際要求。因此,本文提出采用3個(gè)葉片葉尖A、B、C 3點(diǎn)Z軸坐標(biāo)差值的最大值來衡量3個(gè)葉片的翹曲均勻性,并以工藝參數(shù)模具溫度、熔體溫度、注射時(shí)間、保壓時(shí)間、保壓壓力為設(shè)計(jì)變量,A、B、C 3點(diǎn)Z軸坐標(biāo)差值的最大值為目標(biāo)變量,采用BP神經(jīng)網(wǎng)絡(luò)構(gòu)建設(shè)計(jì)變量與目標(biāo)變量之間的數(shù)學(xué)關(guān)系模型,并利用GA算法對數(shù)學(xué)模型進(jìn)行全局最優(yōu)求解,以提高產(chǎn)品最終的翹曲均勻性。
1 CAE模型建立

圖1 有限元模型Fig.1 CAE Model
結(jié)合實(shí)際生產(chǎn)在Moldflow軟件中構(gòu)建如圖1所示的有限元模型,其中網(wǎng)格為雙面網(wǎng)格,其中網(wǎng)格匹配率為90.8%,通過非牛頓流動非等溫條件下的廣義Hele-shaw[6]流動控制方程控制熔融聚合物的充填。分析類型采用填充+保壓+翹曲,材料為丙烯腈-苯乙烯共聚物(AS)+20%玻璃纖維,工藝參數(shù)設(shè)置采取默認(rèn)。得到填充時(shí)間為1.692 s,澆口凍結(jié)時(shí)間為11.59 s,速度/壓力(V/P)轉(zhuǎn)換時(shí)壓力為55.62 MPa,如圖2所示。根據(jù)經(jīng)驗(yàn),保壓壓力一般為V/P轉(zhuǎn)換壓力的60%~120%,保壓時(shí)間為不能大于澆口凍結(jié)時(shí)間減去注射時(shí)間,因此保壓壓力為33~67 MPa左右,保壓時(shí)間不能大于9.9 s。
根據(jù)CAE默認(rèn)分析,得到注射位置處的注射壓力變化如圖3所示,由圖3可以看出,注射位置處的最大壓力為55 MPa左右,注射位置處的壓力隨時(shí)間呈均勻變化趨勢,這說明了在填充過程中整個(gè)產(chǎn)品上的壓力梯度是均勻的,說明了充填平衡及充填效果良好。

圖2 默認(rèn)工藝參數(shù)CAE模擬結(jié)果Fig.2 CAE analysisresults under the default parameters
2 田口實(shí)驗(yàn)設(shè)計(jì)及CAE模擬
選取四水平五因素進(jìn)行田口實(shí)驗(yàn)設(shè)計(jì),表頭選用L16(45),根據(jù)材料屬性,模具溫度范圍為40~80℃,熔體溫度范圍為200~270℃,結(jié)合CAE默認(rèn)分析得到的注射時(shí)間、保壓壓力及保壓時(shí)間范圍,確定各因素及水平的設(shè)置如表1所示。
根據(jù)田口實(shí)驗(yàn)設(shè)計(jì)方案進(jìn)行CAE模擬,得到正交矩陣及模擬結(jié)果如表2所示。
3 BP神經(jīng)網(wǎng)絡(luò)構(gòu)建
BP神經(jīng)網(wǎng)絡(luò)具有強(qiáng)大的時(shí)變性、非線性逼近能力,大量文獻(xiàn)[7-11]都有過關(guān)于BP神經(jīng)網(wǎng)絡(luò)的介紹,筆者在此就不再介紹。筆者在表2中隨機(jī)選取11組數(shù)據(jù)對神經(jīng)網(wǎng)絡(luò)進(jìn)行訓(xùn)練,用剩余的5組數(shù)據(jù)進(jìn)行驗(yàn)證。采用mapminmax函數(shù)對數(shù)據(jù)進(jìn)行歸一化處理,訓(xùn)練后的網(wǎng)絡(luò)結(jié)構(gòu)為5-16-1,隱含層采用logsig傳遞函數(shù),輸出層為purelin線性函數(shù),采用traingd函數(shù)進(jìn)行訓(xùn)練。得到訓(xùn)練均方差隨著迭代的變化如圖4、5所示。從圖4可以看出,經(jīng)過2965次迭代后,誤差減小到0.00001,迭代結(jié)束,BP神經(jīng)網(wǎng)絡(luò)構(gòu)建完成。圖4為構(gòu)建的BP神經(jīng)網(wǎng)絡(luò)預(yù)測值與CAE模擬值對比圖,可以看出,構(gòu)建的BP神經(jīng)網(wǎng)絡(luò)預(yù)測值與實(shí)際值達(dá)到了很好的吻合。這說明構(gòu)建的BP網(wǎng)絡(luò)能夠很好的反映目標(biāo)函數(shù)與設(shè)計(jì)變量的之間的函數(shù)關(guān)系。

圖3 注射位置處壓力Fig.3 Pressure atinjection location

表1 因素與水平設(shè)置Tab.1 Factors and level set

表2 實(shí)驗(yàn)正交矩陣及模擬結(jié)果Tab.2 Experiments of orthogonal matrix and simulationresults

圖4 訓(xùn)練誤差Fig.4 Trainning error

圖5 BP神經(jīng)網(wǎng)絡(luò)預(yù)測誤差Fig.5 BP network prediction error
4 遺傳算法工藝尋優(yōu)
遺傳算法是模擬自然界遺傳機(jī)制和生物進(jìn)化論而成的一種并行隨機(jī)搜索最優(yōu)化方法,大量文獻(xiàn)[12-16]對遺傳算法都有過介紹。筆者基于上述構(gòu)建的BP網(wǎng)絡(luò)模型,采用實(shí)數(shù)編碼遺傳算法求解上述約束非線性最小值問題。種群大小為20,交叉概率為0.4,變異概率為0.2,經(jīng)過100次迭代得到目標(biāo)函數(shù)最優(yōu)值為0.0445,小于所有訓(xùn)練和測試樣本的值。遺傳算法優(yōu)化進(jìn)程如圖6所示,當(dāng)經(jīng)過50次迭代左右,適應(yīng)度就達(dá)到最優(yōu)值0.0445。得到最優(yōu)工藝參數(shù)組合為:模具溫度45℃、熔體溫度205℃、注射時(shí)間1.8 s、保壓時(shí)間6 s、保壓壓力50 MPa。
5 結(jié)果驗(yàn)證
根據(jù)得到的優(yōu)化工藝參數(shù),得到優(yōu)化前后空調(diào)風(fēng)葉整體翹曲情況對比如圖7所示。其中圖(a)表示優(yōu)化前的風(fēng)葉整體翹曲情況,Z軸的最大翹曲量為0.746 mm,圖7(b)為優(yōu)化后的整體翹曲情況,Z軸的最大翹曲量為0.396 mm。通過對比可以看出,優(yōu)化后的風(fēng)葉不僅最大翹曲量由0.746 mm降為了0.396 mm,而且風(fēng)葉的整體翹曲也更加均勻。
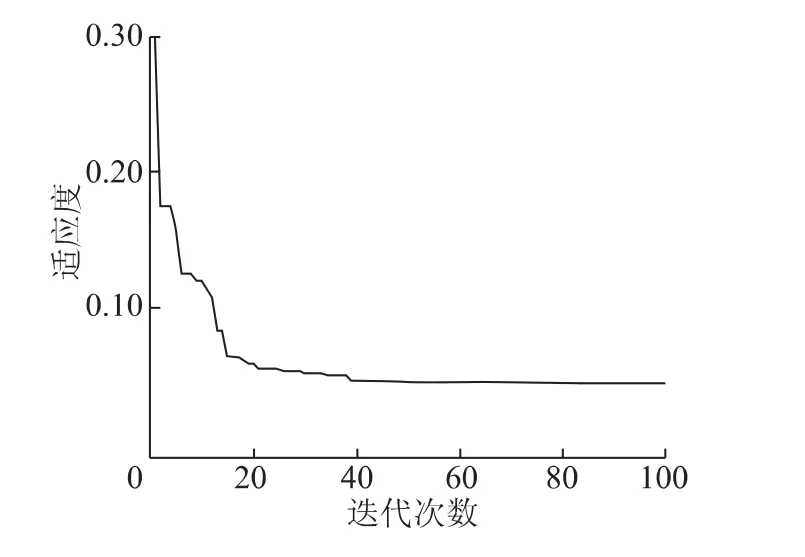
圖6 適應(yīng)度曲線Fig.6 Fitness curve

圖7 優(yōu)化前后風(fēng)葉翹曲對比Fig.7 Blade warp contrast before and after optimization

圖8 實(shí)際生產(chǎn)驗(yàn)證Fig.8 Actual production verification
根據(jù)優(yōu)化后的工藝參數(shù)進(jìn)行實(shí)際生產(chǎn)驗(yàn)證,得到實(shí)際生產(chǎn)的空調(diào)風(fēng)葉如圖8所示,其中圖(a)為生產(chǎn)的空調(diào)風(fēng)葉件產(chǎn)品,圖(b)為機(jī)械手自動取件的空調(diào)風(fēng)葉件注塑生產(chǎn),圖8(c)為生產(chǎn)的風(fēng)葉件3個(gè)葉片尖部A、B、C 3點(diǎn)處的Z軸測量檢測,經(jīng)抽樣檢測,實(shí)際生產(chǎn)的空調(diào)風(fēng)葉件滿足公司內(nèi)部標(biāo)準(zhǔn),并且3個(gè)葉片的翹曲均勻。這實(shí)際驗(yàn)證了BP神經(jīng)網(wǎng)絡(luò)與遺傳算法相結(jié)合優(yōu)化工藝參數(shù)解決產(chǎn)品翹曲均勻性的可行性。
6 結(jié)論
(1)以打點(diǎn)風(fēng)葉葉片尖部Z軸坐標(biāo)最大差值來衡量風(fēng)葉各葉片的翹曲均勻性是可行的;
(2)通過BP神經(jīng)網(wǎng)絡(luò)與遺傳算法相結(jié)合的方法能很好的進(jìn)行工藝參數(shù)優(yōu)化以改善風(fēng)葉的翹曲均勻性。
[1]Fei Yin,Huajia Mao.Back Propagation Neural Network Modeling for Warpage Prediction and Optimization of Plastic Products Duringinjection Molding[J].Materials and Design,2011,32:1844-1850.
[2]Yuehua Gao,Xicheng Wang.Surrogate-based Process Optimizing forreducing Warpageininjection Molding[J].Journal of Materials Processing Technology,2009,209:1302-1309.
[3]Erzurumlua T,B Ozcelik.Minimization of Warpage and Sinkindexininjection-molded Thermoplastic Parts Using Taguchi Optimization Method[J].Materials and Design,2006,27:853-861.
[4]Hakimian E,A B Sulong.Analysis of Warpage and Shrinkage Properties ofinjection-molded Micro Gears Polymer Composites Using Numerical Simulations Assisted by the Taguchi Method[J].Materials and Design,2012,42:62-71.
[5]Yimin Deng,Yong Zhang.A Hybr id of Mode-pursuing Sampling Method and Genetic Algorithm for Minimization ofinjection Molding Warpage[J].Materials and Design,2010,31:2118-2123.
[6]Kim S W,L S Turng.Developments of Three-dimensional Computer-a ided Engineering Simulation forinjection Moulding[J].Modelling and Simulationin Materials and Engineering,2004,12:151-173.
[7]Sadeghi B H M.A BP-neural predictor model for Plasticinjection Molding Process[J].Journal of Materials Processing Technology,2000,103(3):411-416.
[8]Chow T T,G Q Zhang,Z Lin,et al.Global Optimization of Absorption Chiller System by Genetic Algorithm and Neural Network[J].Energy Build,2002,34(1):103-109.
[9]Cheng J,Li Q S A hybr id Artificial Neural Network Method with Uniform Design for Structural Opitimization[J].Comput.Mech,2009,44(1):61-71.
[10]Ozcelik B,T Erzurumlu.Comparison of the Warpage Optimizationin the Plasticinjection Molding Using ANOVA,Neural Network Model and Genetic Algorithm[J].Journal of Materials Processing Technology,2006,171(3):437-445.
[11]史 峰,王小川.Matlab神經(jīng)網(wǎng)絡(luò)30個(gè)案例分析[M].北京:北京航空航天大學(xué)出版社,2010:1-45.
[12]Cook D F,C Tragsdale.Combining a neural Network with a Genetic Algorithm for Process Parameter Optimization[J].Engineering Applications of Artificialintelligence,2000,13(4):391-39.
[13]Zhou J,A.Kramschuster.Single and Multiobjective Optimization forinjection Molding Using Numerical Simulation with Surrogate Models and Genetic Algorithm[J].International Polymer Processing,2006,21(5):509-520.
[14]Kurtaran H,T Erzurumlu.Efficient Warpage Optimization of Thin Shell Plastic Parts Usingresponse Surface Methodology and Genetic Algorithm[J].International Journal of Advanced Manufaturing Technology,2006,27(5/6):468-472.
[15]Shen Changyu,Wang Lixia,Li Qian.Optimization ofinjection Molding Process Parameters Using Combination of Artificial Neural Network and Genetic Algorithm Method[J].Journal of Materials Processing Technology,2007,183:412-418.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
