溢流法水輔注塑中注水參數對水穿透的影響分析
2014-09-11 02:05:14匡唐清余春叢
中國塑料 2014年7期
匡唐清,鄧 洋,余春叢
(華東交通大學機電工程學院,江西 南昌330013)
0 前言
水輔注塑(water-assistedinjection molding,WAIM)技術作為一種成型中空制品的新工藝,同傳統的氣輔注塑(Gas-assistedinjection molding,GAIM)類似,只是輔助介質由氮氣改為了水。但由于水的熱導率是氮氣的40倍,熱容量是氮氣的4倍,所以水輔注塑的冷卻時間相對于氣輔注塑大大縮短,從而提高生產效率;由于水密度較氮氣更高且不可壓縮,因此水輔注塑可以成型壁厚更加均勻,內表面更加光滑的制品[1-3]。
國內外已經對水輔注塑展開了大量的研究工作:Wu等[4-7]利用短射法對水在薄壁板件中的穿透情況進行了可視化研究,并與氣輔注塑做了比較;并且對直徑15 mm的彎曲管件采用正交陣列法進行了多組實驗,得出熔體短射量和注水延遲時間是影響水輔注塑的主要參數;Polynkin等[8]利用短射法對水輔注塑進行了模擬仿真和實驗研究,發現增大注水壓力能減小殘余壁厚,且能消除殘余壁厚里的氣泡;劉旭輝等[9]利用矩形變截面和彎道模腔的可視化模具,研究了短射法成型時不同水壓下水在熔體中的穿透行為;鄧志武等[10]研究了短射法成型時不同工藝參數對殘余壁厚的影響。匡唐清等[11]基于湍流模型對短射法水輔注塑中注水參數對水穿透影響進行了模擬研究。但這些研究主要針對短射法水輔注塑進行研究,對溢流法水輔注塑的研究甚少。并且實驗也發現,采用短射法水輔注塑的試樣殘留壁厚前后存在明顯差異。為此,本文以溢流法水輔注塑(Overflow WAIM,OWAIM)為對象,采用單因素實驗方法研究分析注水參數對該工藝的影響規律及機理。
1 實驗部分
1.1 主要原料
昆侖牌聚丙烯(PP),1102K,中國石油天然氣股份有限公司錦西石化分公司。
1.2 主要設備及儀器
主要設備如圖1所示,主要包括:東華機械TTI全自動塑料注射成型機(FT250);自主研發的注水系統和注塑模具;其中注水系統主要包括:水箱、高壓柱塞泵和高壓注水針等;高壓柱塞泵額定工作壓力為33 MPa;水針最大可承受16 MPa的水壓;注水針的開/閉動作由氣壓控制系統控制,氣壓控制系統主要包括空氣壓縮機、儲氣罐、干燥過濾機、SDA薄型氣缸以及氣動換向閥等;圖1(b)為帶封針的模具,封針動作也采用氣動控制,封針頂出可以阻止熔體進入溢流腔;封針縮回則熔體進入溢流腔,水針閥體和氣缸裝配在模具上。
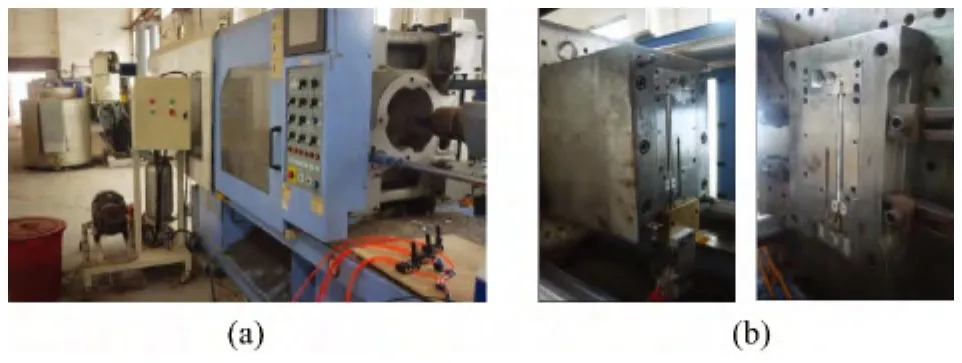
圖1 水輔成型設備及模具Fig.1injection machine fitted with lab-developed waterinjection system and mold
1.3 實驗方法
針對溢流法水輔注塑,研究各注水參數對水的穿透及成型品質的影響;基本實驗工藝參數如表1所示;采用單因素法,在基本實驗工藝參數上每次只改變一個參數,其他參數保持不變,每組參數各做5個試樣;
試樣形狀尺寸及剖切位置如圖2所示,針對平直段沿充填方向每隔40 mm進行橫剖(依次標記M、N、S、P)以觀察穿透截面,通過軸線縱剖后每隔20 mm共計9個位置測量殘留壁厚(Res idual Wall Thickness,RWT),每個位置多點測量取平均;通過測量結果來考察分析各注水參數對水穿透的影響規律及機理;實驗所得試樣如圖3所示。

表1 基本實驗工藝參數Tab.1 Default processing parameters usedin the experiments

圖2 實驗用OWAIM管件示意圖Fig.2 Diagram of the OWAIM pipe usedin experiments
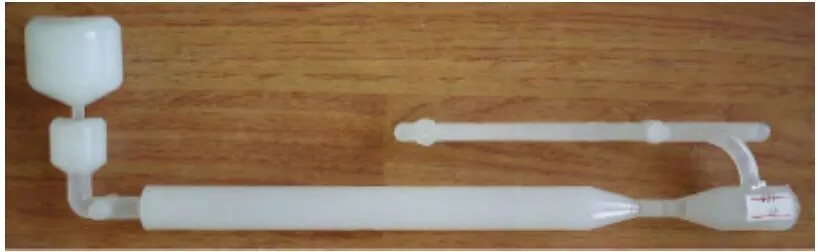
圖3 溢流法水輔注塑試樣Fig.3 Specimen produced by OWAIM process
2 結果與討論
2.1 注水壓力
基于基本實驗工藝參數,注水壓力分別設為4、6、8、10 MPa進行試驗來考察注水壓力對水穿透及成型品質的影響。所得試樣剖切面如圖4所示。由圖4(a)可以看出,在4、6 MPa壓力下,水在 M點位置處的穿透出現了偏心現象;從圖4(b)線框部分也能看出,在較低注水壓力4、6 MPa下,試樣前段入水口附近水的穿透存在較明顯的偏心和不穩定;而在較高注水壓力8、10 MPa下,水的穿透居中性更好。而在試樣后段部分不同壓力下水的穿透居中性都較好,殘余壁厚也比較均勻;并且注水壓力越高,內壁面就越光亮。這可能是因為在前段水的穿透截面剛由小變大,水流方向尚未穩定,在較低壓力時水流方向對阻力更為敏感,由于模溫的不均勻(模腔前段鄰近流道)使得型腔一側熔體黏度更低、阻力更小,最終導致水穿透的偏心;而在較高壓力時阻力對水流方向的影響削弱,所以水穿透的偏心不明顯。經過前段后,水流方向趨于穩定,且模溫也更為均勻,因此無論在較低注水壓力還是較高注水壓力下,水都能較好的居中穿透,殘余壁厚較均勻。
不同水壓下所得試樣的殘留壁厚測量結果如圖5所示。總體而言,隨著注水壓力的升高,試樣殘余壁厚變薄。這可能是因為注水壓力越高,水對熔體徑向的作用力也越大,能夠推動更多的熔體向前流動,導致試樣殘余壁厚隨注水壓力的升高而變薄。圖5也反映出試樣殘余壁厚在80 mm之前表現出不穩定現象,尤其是在較低水壓(4、6 MPa)下殘余壁厚波動較為明顯。這可能是由于水注入熔體后,水和熔體兩相分層流動,而水和熔體粘度又相差太大,在靠近入水口處附近出現了界面不穩定現象,從而導致了入水口附近殘余壁厚波動較大,分布不均勻。注水壓力較低時,水流速低、慣性小、水流方向易受阻力影響,其流動穿透就越不穩定;注水壓力較高時,水流速高、慣性大、阻力對水的穿透影響相對降低,流動穿透也就更為穩定。

圖4 不同注水壓力下的OWAIM試樣橫剖和縱剖圖Fig.4 Cross sections and longitudinal profiles of OWAIM specimens produced at different water pressure

圖5 注水壓力對溢流法水輔注塑試樣殘余壁厚的影響Fig.5 Effect of waterinjection pressure onrWT of OWAIM specimens
2.2 注水溫度
基于基本實驗工藝參數,注水溫度分別設為27、35、45、60℃進行試驗來考察注水溫度對水穿透及成型品質的影響,所得實驗測量結果如圖6所示。由圖6可以看出,隨著注水溫度的升高,試樣殘余壁厚的變化不明顯。這可能是由于高壓水快速注入熔體,水的注射充填過程非常短暫,熔體和水的熱量交換時間太短,流動過程中熔體溫度受水溫的影響很小,所以水在熔體中的穿透受水溫影響很小,最終試樣的殘留壁厚受注水溫度影響很小。而試樣在前段產生殘余壁厚的波動,這也可能是因為上述所分析的低壓水(4 MPa)在熔體中穿透時截面變化導致的界面不穩定導致。
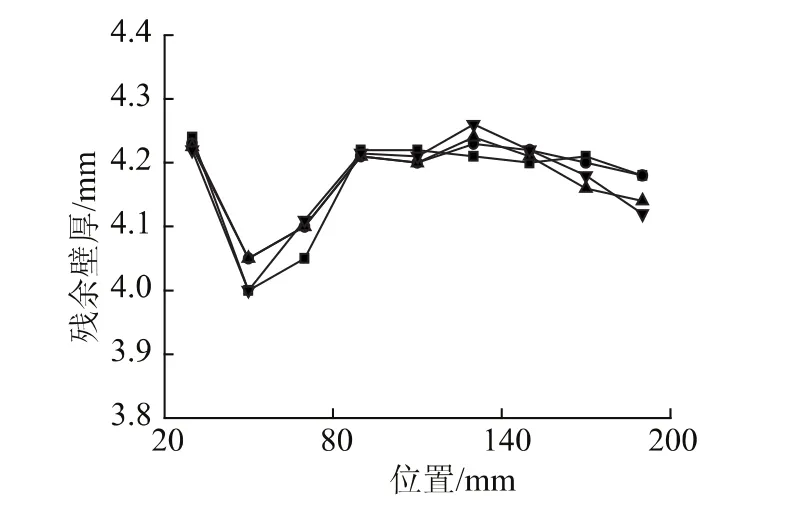
圖6 注水溫度對OWAIM試樣殘余壁厚的影響Fig.6 Effect of water temperature onrWT of OWAIM specimens
2.3 注水延遲時間
注水延遲時間指的是在熔體注射完成后,注水開始前的這段時間。基于基本實驗工藝參數,注水延遲時間分別設為3、5、8、12 s進行實驗來考察注水延遲時間對水穿透及成型品質的影響,所得實驗測量結果如圖7所示。由圖7可知,隨著注水延遲時間的增加,試樣殘余壁厚增加。這可能是因為在延遲時間內熔體處于停滯、冷卻狀態,延遲時間越長,熔體溫度下降黏度度大,熔體形成的凝固層越厚,水可穿透的熔體截面越小,最終試樣的殘余壁厚增加。由圖7可以看出,在注水延遲時間較短(3、5 s)時,試樣前段的殘余壁厚存在較大波動,而注水延遲時間較長(8、12 s)時,試樣的殘余壁厚分布不均勻的現象要比在延遲時間為3、5 s時有所減弱,且試樣整體殘余壁厚更趨于均勻化。這可能是因為隨著注水延遲時間的延長,導致熔體凝固層變厚,黏度更高,更有利于抑制截面變化時導致的水穿透不穩定性。

圖7 注水延遲時間對OWAIM試樣殘余壁厚的影響Fig.7 Effect of waterinjection delay time onrWT of OWAIM specimens
3 結論
(1)注水壓力越高,試樣殘余壁厚越薄,在低注水壓力時水穿透前段易出現偏心現象,注水壓力越高,水的居中穿透越好,殘留壁厚越均勻,且高水壓穿透的試樣內壁面更為光亮;
(2)注水溫度的變化對試樣殘余壁厚的影響不明顯;
(3)注水延遲時間越長,試樣殘余壁厚越厚,隨著注水延遲時間的增長,在較低注水壓力時水穿透前段的不穩定現象削弱,試樣殘余壁厚更加均勻。
[1]Knights M.WaterInjection Molding Makes Hollow Parts Faster,Lighter[J].Plastics Technology,2002,48(4):42-47.
[2]Knights M.WaterInjection Molding:It’s All Coming Together[J].Plastics Technology,2005,51(9):54-61.
[3]Protter,Bangert H,Cooper C,et al.Water-assistinjection Molding:Aninnovative Process Technology for Productivityimprovement Developmentsin Processing,E-quipment and Materials[C].SPE ANTEC Proc,2003:404-408.
[4]Y C Wu,S J Liu.Flow Visualisation of Water Assistedinjection Moulding Process[J].Plastics,Rubber and Com-posites,2005,34(5-6):227-231.
[5]Liu S,Chen Y.Water-assistedInjection Molding of Thermoplastic Materials:Effects of Processing Parameters[J].Polymer Engineering & Science,2003,43 (11):1806-1817.
[6]Shih-Jung Liu,Yen-Shou Chen.The Manufacturing of Thermoplastic Composite Parts by Water-assistedinjection-molding Technology[J].Composites Part A:Applied Science and Manufacturing,2004(35):171-180.
[7]Shih-Jung Liu,Yi-Chuan Wu.Dynamic Visualization of Cavity-filling Processin Flu id-assistedinjection Moldinggas Versus Water[J].Polymer Testing,2007,26:232-242.
[8]A Polynkin,L Bai,J F T Pittman,et al.Water Assistedinjection Moulding:Development ofinsights and Predictive Capabilities Through Experiments oninstrumented Processin Parallel with Computer Simulations[J].Plastics,Rubber and Composites,2008,37(2/4):131-141.
[9]劉旭輝,黃漢雄.水輔注塑中水穿透行為的可視化研究[J].中國塑料,2009,23(3):58-61.Liu xuhui,Huang hanxiong.Visualization Analysis of Water Penetration Behaviorin Water-assistedinjection Molding[J].China Plastics,2009,23(3):58-61.
[10]鄧志武,黃漢雄,曲 杰,等.水輔注塑制品水穿透長度和殘留壁厚的研究[J].中國塑料,2006,20(8):55-59.Deng Zhiwu,Huang Hanxiong,Qu Jie,et al.Study on Water Penetration Length andres idual Wall Thickness of Water-assistedinjection Molded Parts[J].China Plastics,2006,20(8):55-59.
[11]匡唐清,鄧 洋.注水參數對水輔注塑充填過程影響的數值模擬[J].中國塑料,2014,28(2):96-100.Kuang Tangqing,Deng Yang.Numerical Simulation of Waterinjection Parameters Effect on Water-assistedinjection Molding Filling Process[J].China Plastics,2014,28(2):96-100.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
