汽車風箱左蓋注塑模設計
2014-09-11 02:04:34張維合
中國塑料 2014年4期
張維合
(廣東科技學院,廣東 東莞523083)
0 前言
汽車塑料配件注塑模具和其他注塑模具相比沒有本質的區別,但和其他塑件相比,汽車塑料配件要求環保、品質好、尺寸精度高、壽命長。因此,汽車塑料配件注塑模具要求強度剛度更好,尺寸精度更高,壽命更長,而且動作要求穩定、安全、可靠。汽車配件注塑模具從設計到制造,除了必須有一支優秀的工程技術人員隊伍,還要求有精良的加工設備,先進合理的加工工藝,干凈整潔的工廠環境,以及嚴格規范的管理制度[1]。當然,好的模具首先要有好的模具結構設計,本文所述寶馬汽車風箱左蓋注塑模是一副典型的大型高效、高精度和長壽命的汽車塑料配件注塑模具。
1 塑件分析
本塑件是寶馬汽車的塑料風箱左蓋,詳細結構見圖1。材料:聚酰胺6(PA6)+聚酰胺66(PA66)+玻璃纖維(GF)30%,收縮率:0.35%。塑件有以下特點:
(1)塑件投影面積大:塑件最大尺寸198 mm×194 mm×82 mm,屬于中偏大型塑件,塑件外觀品質和尺寸精度都要求很高,模具澆注系統設計是重點之一;
(2)塑件壁厚尺寸大:最大壁厚4.00 mm,最小壁厚1.80 mm,加上塑件批量較大,所以模具的冷卻系統設計也是模具設計的重點之一;
(3)塑件結構復雜,側向抽芯數量多,抽芯方向多,其中橫向側向抽芯有6個(S1~S6),斜向側抽芯有7個(S7~S13),共有13處側向抽芯,且側向抽芯機構S1、S2和側向抽芯機構S5、S6還相互干涉。側向抽芯機構是本模具最復雜的核心結構,是模具設計的最大難點。
2 模具結構設計
由于塑件尺寸較大,模具采用單型腔,根據塑件的結構特點,模架采用非標模架,外形尺寸650 mm×650 mm×758 mm。模具總質量為1900 kg,其中定模為1100 kg,動模為800 kg。模具定模側有2個斜向抽芯,這2個斜向抽芯必須在動、定模打開之前完成抽芯,因此定模側需增加一個開模面。這種模架就是沒有流道推板的簡化型三板模結構,俗稱兩板半模架[1]。模具詳細結構見圖2。
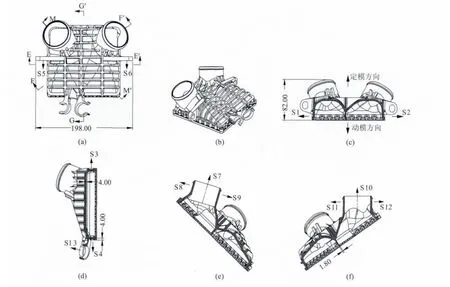
圖1 汽車塑料風箱左蓋零件圖Fig.1 Part diagram of cars′airtank-left
2.1 澆注系統設計
塑件屬于中偏大型,加上成型品質要求高,批量大,模具采用了熱流道澆注系統。熱流道澆注系統由一級熱射嘴55、熱流道板54和二級熱射嘴53組成。
2.2 側向抽芯機構設計
本模具最復雜的結構當屬側向抽芯機構,共有13處之多,這也是這副模具結構的最大亮點。其中橫向抽芯機構S1采用“斜導柱+滑塊”的常規結構,由斜導柱32、斜導柱固定塊31(兩塊,卡住斜導柱)、滑塊28、側抽芯限位裝置27、楔緊塊30和耐磨塊29組成。橫向抽芯機構S2采用了“彎銷+滑塊”的結構,主要由彎銷6、彎銷固定塊8、滑塊10、楔緊塊5、滑塊限位裝置9和側抽芯11組成。橫向抽芯機構S3則采用斜頂結構,由斜頂41、斜頂導向塊40和斜頂底座42組成。橫向抽芯機構S4也采用“斜導柱+滑塊”常規結構,主要由斜導柱52、斜導柱固定塊51、滑塊49、滑塊限位裝置48和耐磨塊47、50組成。橫向抽芯機構S5和S6都采用“彎銷+滑塊”結構,分別由彎銷57、小滑塊58、T形導向塊7和彎銷60、滑塊59、導向塊26、限位裝置25組成。滑塊58和滑塊59都分別在滑塊10和滑塊28內滑動,俗稱“大滑塊內跑小滑塊”[2]。以上側向抽芯機構詳見圖2。
斜向抽芯機構S7、S8和S9見圖3的C-C′(局部旋轉)剖視圖,主要由斜導柱64、斜導柱固定塊65、底座66、斜向抽芯63、斜滑塊68、斜滑塊座限位裝置67和斜滑塊座62組成。分型面Ⅰ打開時斜導柱64撥動斜滑塊座62,斜滑塊座62一邊帶動斜向抽芯63作斜向抽芯,一邊帶動二個斜滑塊67、68側向脫離倒扣。斜滑塊座62的移動距離由側面限位裝置控制。
斜向抽芯機構S10、S11和S12和斜向抽芯機構S7、S8和S9結構大致相同,見圖3的D-D′(局部旋轉)剖視圖,主要由斜導柱71、斜導柱固定塊70、底座69、斜向抽芯73、斜滑塊74和斜滑塊座72組成。分型面1打開時,斜導柱71撥動斜滑塊座72,斜滑塊座72一邊帶斜向抽芯73作斜向抽芯,一邊帶動二個斜滑塊74作側向移動脫離塑件倒扣。斜滑塊座72的限位裝置與斜滑塊座62相同,圖中未標明。
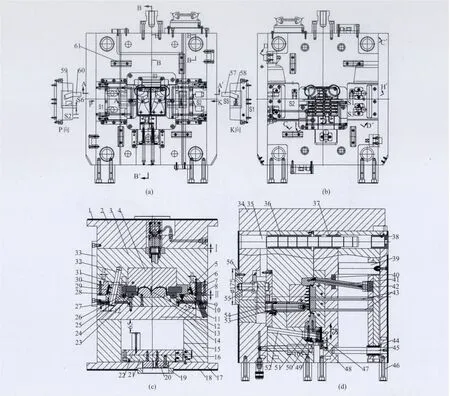
圖2 汽車風箱左蓋模具結構圖Fig.2 Mold diagram of cars′airtank-left
斜向抽芯機構S13見圖3中的H-H′(局部旋轉)剖視圖,主要由斜向抽芯78、斜向抽芯鑲件75、滑塊77,滑塊限位裝置76、滑塊楔緊塊79、斜導柱82和斜導柱固定塊81組成。分型面1打開時,楔緊塊79離開滑塊77,同時斜導柱82撥動滑塊77橫向移動,滑塊77通過斜向導槽拉動斜向抽芯固定座78抽芯,抽芯距離最終由滑塊77的限位裝置76控制。
2.3 定距分型機構設計
為了完成定模斜向抽芯,在模具的定模部分增加了一個開模面Ⅰ,這樣模具就有2個分型面。而且為了保證塑件開模后留在動模型芯上,定模側的分型面必須先打開,首先完成定模斜向抽芯,開模順序見圖4。為此模具設計了定距分型機構。本模具的定距分型機構由外置式扣基和內置限位桿88組成,外置式扣基包括由長拉鉤87、短拉鉤83、活動塊86、活動塊座84和彈簧85等零件,詳見圖4。
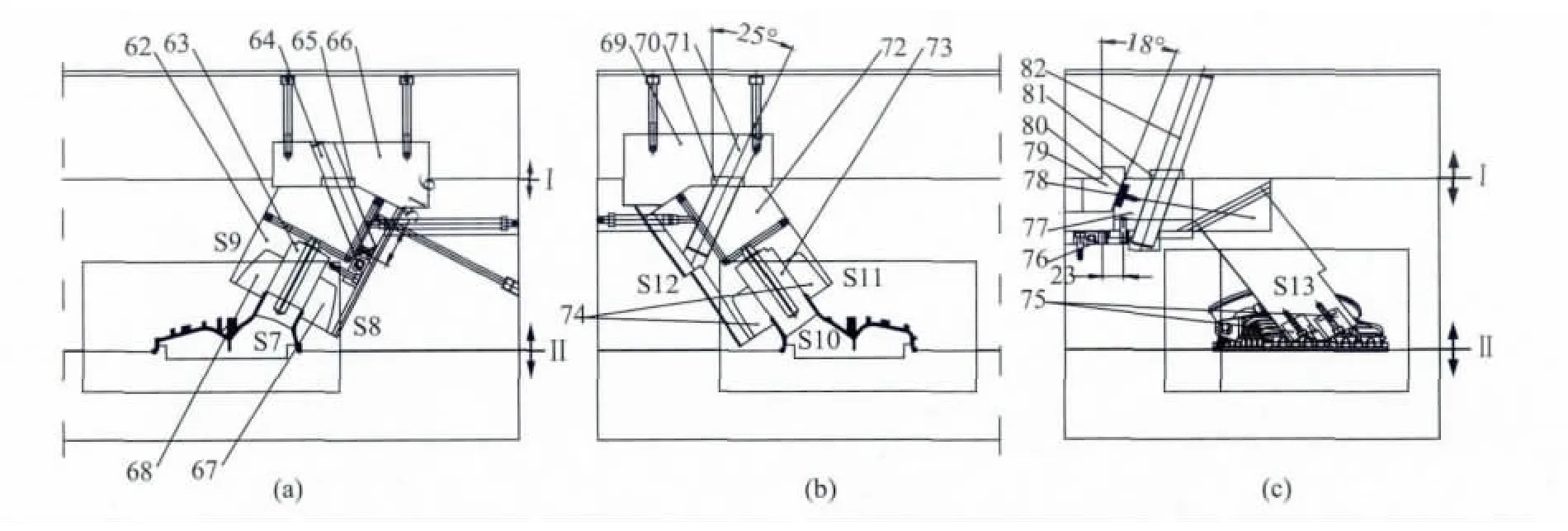
圖3 模具的7個斜向抽芯機構Fig.3 Diagram of the tilt direction core pulling

圖4 模具定距分型機構Fig.4 Diagram of the open distance control mechanism
2.4 冷卻系統設計
模具屬于大型模具,塑件品質要求高,壁厚尺寸較大,生產批量也較大,模具冷卻系統設計是重點。本模具主要采用直通式冷卻水管和“冷卻水膽+隔片”聯合冷卻的冷卻系統。本模具冷卻系統特點是冷卻水路數量多,冷卻充分,所有的側向抽芯機構(包括抽芯和斜頂)都設置了冷卻水道。其中動、定模板的冷卻水路布置見圖5,側向抽芯機構的冷卻水路見圖2、圖3和圖5。
2.5 脫模機構設計
由于側向抽芯機構的作用,塑件開模后留在動模型芯上。又由于塑件內側結構較簡單,所以對動模型芯的包緊力并不大,模具只設計了5根推桿43。這里要說明的是,斜頂41雖然是側向抽芯機構,但在抽芯的過程中還起了推出塑件的作用,所以也可以看做是脫模零件[4]。
2.6 導向定位機構設計
對于大型模具,要保證其精度和長壽命,必須設計可靠的導向定位機構。本模具的導向定位機構由動、定模的導柱35、導套36、37,推桿固定板導柱45、導套44,以及動定模板之間的錐面定位塊61組成。另外,側向抽芯機構的所有活動零件都有可靠的導向槽和限位裝置。
3 模具工作過程
(1)塑料熔體經熱流道澆注系統的一級熱射嘴55、熱流道板54和二級熱射嘴53進入模具型腔,熔體填滿型腔后經保壓、冷卻、固化至足夠剛性后,注塑機拉動動模底板17打開模具;
(2)在外置式定距分型機構的作用下,模具先從分型面Ⅰ處打開,開模距離105 mm,由限位小拉桿88控制,在這一過程中,斜向抽芯機構S7、S8、S9、S10、S11、S12和S13分別在斜導柱64、71和82的撥動下完成抽芯;
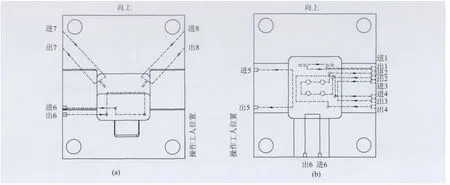
圖5 動、定模冷卻系統簡圖Fig.5 Diagram of mold cooling system
(3)分型面Ⅰ打開105 mm后,外置式定距分型機構中的短拉鉤83脫離活動塊,模具再從分型面Ⅱ處打開,打開距離為200 mm,可由注塑機控制。在這一過程中,塑件脫離定模型腔,同時斜導柱32撥動滑塊28、彎銷6撥動滑塊10、斜導柱52撥動滑塊49、彎銷60撥動滑塊59,彎銷57撥動滑塊58,使側向抽芯機構S1、S2、S3、S5、S6完成側向抽芯;
(4)完成開模行程后,連接在模具推桿固定板上的注塑機頂棍推動推桿固定板,推桿固定板進而推動推桿和斜頂,在這一過程中,斜頂完成側向抽芯,同時和推桿一道將塑件推離動模型芯;
(5)塑件脫模后,注塑機頂棍拉動推桿固定板復位,當推桿固定板觸動行程開關后,注塑機動模板推動模具動模板合模,各側向抽芯機構滑塊在斜導柱和彎銷的作用下復位,模具完成一次注射成型,接著開始下一次注射成型。
4 注意事項
(1)對于大型模具,為了滿足模具結構的特殊要求,保證其剛性、強度和使用壽命,模架常采用非標模架;
(2)設置推桿時要注意,在斜頂41的附近不要加推桿(本模具中至少30 mm范圍內),否則推桿容易將塑件頂白[3];
(3)對于中、大型模具,搬運和存放時必須用鎖模塊33將所有分型面鎖住,否則易發生安全事故。模具注塑生產時,應將鎖模塊拆開,但不要將它拆下,而應該用螺釘將它橫向固定在動模板上,以方便拆模后繼續用鎖模塊鎖住所有分型面[3];
(4)定模部分的定位圈56的中心必須和動模部分定位圈19的中心在一條線上;
(5)吊模塊34是模具拆裝和搬運時用的,模具在注塑機上安裝后應拆除,并放在倉庫保管。
5 結論
(1)本模具屬大型模具,設計時模架常采用了非標模架,雖然提高了制造成本,但滿足了模具剛性和強度的特殊要求,有效保證其塑件精度和使用壽命,取得了很好的經濟效益;
(2)本模具良好的導向定位系統和定距分型機構,充分滿足了汽車配件注塑模具強度剛度好,尺寸精度高,壽命長,而且動作穩定、安全、可靠的要求;
(3)本模具采用熱流道澆注系統,而且冷卻系統充分,有效地保證了塑件的成型品質和模具的勞動生產率。
[1]張維合.注塑模具設計實用教程[M].北京:化學工業出版社,2011:135-148.
[2]張維合.注塑模具復雜結構100例[M].北京:化學工業出版社,2010:130-146.
[3]張維合.注塑模具設計實用手冊[M].北京:化學工業出版社,2011:112-132.
[4]屈華昌.塑料成型工藝與模具設計[M].北京:機械工業出版社,1996:115-127.