LG590CL汽車車輪用熱軋鋼帶冶煉生產(chǎn)研究與應(yīng)用
2014-09-14 01:34:10王兆存
中國(guó)新技術(shù)新產(chǎn)品 2014年10期
王兆存
(山鋼集團(tuán)萊蕪分公司技術(shù)中心,山東 萊蕪 271104)
隨著汽車工業(yè)的不斷發(fā)展,汽車輕量化技術(shù)受到越來越多的關(guān)注。作為汽車重要零部件的鋼制車輪近年來也正向高強(qiáng)度薄規(guī)格方向發(fā)展,國(guó)外800 MPa級(jí)別的輕量化車輪用鋼已批量應(yīng)用,國(guó)內(nèi)目前以500 MPa 以下的車輪鋼為主,600 MPa 級(jí)別的微合金化高強(qiáng)鋼和雙相鋼的應(yīng)用正在快速推進(jìn)。為適應(yīng)市場(chǎng)需求,山鋼集團(tuán)萊蕪分公司對(duì)該鋼種進(jìn)行了試制,各項(xiàng)性能指標(biāo)達(dá)到了要求。目前經(jīng)過不斷優(yōu)化工藝、跟蹤用戶使用,不斷改進(jìn),目前已形成批量生產(chǎn)能力,且完全滿足了用戶需求,成為新的利潤(rùn)增長(zhǎng)點(diǎn)。
1 工藝流程及化學(xué)成分
1.1 工藝流程
鐵水預(yù)處理-120t頂?shù)讖?fù)吹轉(zhuǎn)爐冶煉-LF精煉-2#/3#板坯連鑄機(jī)—粗軋可逆軋制—熱卷—飛剪——精軋—層流冷卻—卷取
一入庫
1.2 化學(xué)成分
該鋼種的化學(xué)成分國(guó)家標(biāo)準(zhǔn)及生產(chǎn)控制標(biāo)準(zhǔn)如表1 所示(見表1)
1.3 力學(xué)性能及工藝性能要求(見表2)
鋼帶的尺寸、外形、重量及允許偏差應(yīng)符合GB/T 709的規(guī)定。
2 冶煉工藝
2.1 轉(zhuǎn)爐冶煉
鐵水脫硫嚴(yán)格執(zhí)行工藝規(guī)程,鐵水硫控制在0.010%以下,溫度不低于1250℃,脫硫完畢扒凈鐵水表面的渣。要求鐵水計(jì)量準(zhǔn)確,嚴(yán)格控制裝入量。冶煉過程中控制合適的槍位和加料時(shí)機(jī),渣料于終點(diǎn)前3分鐘加完。盡量做到一次拉碳,終點(diǎn)壓槍時(shí)間不低于1分鐘。采用單渣工藝冶煉,終渣堿度控制在R=3.0-3.5,做到初期早化渣,過程渣化好,終渣化透。必須使用紅凈鋼包,出鋼時(shí)杜絕大量下渣,出鋼時(shí)每爐加入600kg合成渣,包內(nèi)渣層厚度不超過100mm。放鋼時(shí)間不小于3分鐘。當(dāng)鋼水出至1/4時(shí)開始均勻加入,鋼水出至3/4時(shí)加完,合金對(duì)準(zhǔn)鋼流沖擊區(qū)加入。
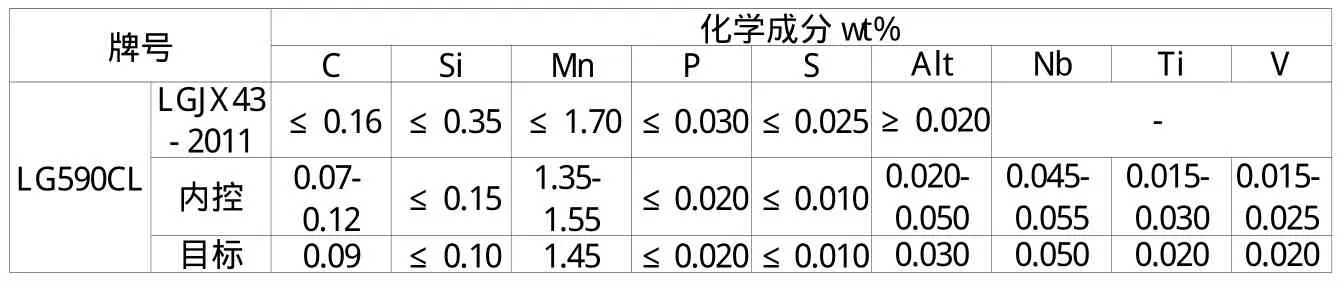
表1 LG590CL化學(xué)成分

表2
2.2 精煉操作
鋼包到精煉后立即進(jìn)行測(cè)溫、定氧、吹氬。氬氣壓力、流量以渣面輕微翻動(dòng)不露鋼水為宜。出站前頂渣必須為白渣,以降低鋼中的氧。通電開始時(shí),采用高電壓、低電流長(zhǎng)弧操作,爐渣化好后,采用低電壓、高電流埋弧作業(yè)。因外部原因造成精煉爐不能出鋼,必須在低溫狀態(tài)下保溫。加料后8分鐘,且頂渣化好后,取樣分析、測(cè)溫,根據(jù)化學(xué)成分取樣分析結(jié)果,進(jìn)行成份微調(diào)。
2.3 連鑄操作
LG590CL可與LG610L混澆,混澆 部 分 判 為L(zhǎng)G590CL;LG590CL可與Q345B/C/D/E混澆,混澆爐次判為Q345B/C/D/E。除此之外,須異鋼種熱換中間包。全程保護(hù)澆注,采用包晶鋼保護(hù)渣,并注意保護(hù)渣吸附夾雜情況,并及時(shí)換渣。二次冷卻:3#機(jī)采用弱冷方式,2#機(jī)采用弱弱冷,參考比水量0.6-0.7L/kg鋼。澆注速度:根據(jù)斷面選擇合適拉速,最高拉速≤1.2m/min。
3 軋制生產(chǎn)
粗軋末道次溫度:≥1020℃。精軋終軋溫度:880±15℃。 粗軋除鱗:噴咀壓力≥18Mpa,同時(shí)使用上下四根集管,充分去除氧化鐵皮。投入E1入口高壓水除鱗集管,噴咀壓力≥18Mpa,并及時(shí)調(diào)整噴射次數(shù)、壓力和流量,充分去除氧化鐵皮。投入使用熱卷箱對(duì)中間坯進(jìn)行保溫和均熱,減少中間坯頭尾溫差。中間坯厚度30-34mm。精軋除鱗:同時(shí)投入兩排除鱗集水管,噴咀壓力≥18Mpa,充分去除進(jìn)入精軋機(jī)前的中間坯表面氧化鐵皮。合理調(diào)節(jié)各機(jī)架中冷卻裝置的水量或開、關(guān)機(jī)架間的冷卻水,保證軋件的精軋出口溫度保持在目標(biāo)溫度范圍內(nèi)。
結(jié)語
采用本文論述的工藝生產(chǎn)LG590CL汽車車輪用熱軋鋼帶完全能滿足質(zhì)量要求。轉(zhuǎn)爐冶煉LG590CL的重點(diǎn)是終點(diǎn)成分控制,精煉操作的重點(diǎn)是增碳及脫氧。采用合理的脫氧合金化制度和良好的保護(hù)澆注措施,穩(wěn)定控制中間包鋼水溫度、拉速、冷卻水量可以獲得較低的夾雜物含量、良好的鑄坯內(nèi)部質(zhì)量。
[1]趙鳳曉.夾雜物尺寸對(duì)汽車車輪用鋼疲勞壽命的影響[J].礦冶工程,2013(01):01-03.
[2]宋振官. 600 MPa級(jí)汽車車輪用鋼的工業(yè)試制[J].山東冶金,2013(04):01-03.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童時(shí)代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)械制造文摘(焊接分冊(cè))(2013年6期)2013-03-20 13:57:28