低成本熱軋雙相鋼焊接性能研究
2014-09-25 03:44:16董瑞峰王國棟
中國工程科學 2014年2期
董瑞峰,王國棟
(1.包頭鋼鐵集團有限公司薄板坯連鑄連軋廠,內蒙古包頭 014010;2.東北大學軋制技術及連軋自動化國家重點實驗室,沈陽 110819)
低成本熱軋雙相鋼焊接性能研究
董瑞峰1,王國棟2
(1.包頭鋼鐵集團有限公司薄板坯連鑄連軋廠,內蒙古包頭 014010;2.東北大學軋制技術及連軋自動化國家重點實驗室,沈陽 110819)
研究了DP590低成本熱軋雙相鋼采用合適的焊絲、焊劑及合理的焊接工藝后,鋼板焊接接頭的拉伸性能、沖擊韌性及硬度的變化情況。證明了實驗鋼具有優良的抗軟化能力和冷彎成型性能且淬硬傾向不明顯。實驗表明,開發的DP590低成本熱軋雙相鋼焊接性能優良,適于焊接制造汽車車輪、橫梁、縱梁等構件。
低成本;雙相鋼;焊接性能
1 前言
由于熱軋雙相鋼主要用于制作汽車車輪、橫梁、縱梁等結構件,這些構件的制作過程及裝配過程均不同程度地采用焊接方式。因此,了解并掌握熱軋雙相鋼的焊接性能有助于用戶在制作零部件過程中采用合理的焊接材料、焊接工藝從而保證汽車零部件在使用過程中的安全可靠性。國外對雙相鋼的點焊及閃光焊做了一些研究,并已應用于生產[1]。國內主要研究了CO2氣體保護焊、焊條電弧焊和二氧化碳激光焊等條件下熱軋雙相鋼的焊縫、熱影響區組織和性能[2,3],積累了一些經驗。本文主要針對開發的低成本DP590熱軋雙相鋼板進行了系統的焊接性能研究,以考查所開發鋼板的焊接性能是否能夠滿足卡車車輪、橫梁、縱梁等構件的使用要求。
2 實驗材料
2.1 焊接用母材
焊接母材生產工藝為:厚度為70 mm的薄板坯經七機架連軋機組軋制成厚度6 mm的熱軋鋼帶后,采用層流冷卻和超快速冷卻兩段式冷卻工藝方式對鋼板進行冷卻,層流冷卻后溫度為500℃,超快速冷卻后溫度為200℃。試樣編號為095165801D0,化學成分及力學性能見表1和表2。從表1可見,母材化學成分設計簡單,不添加貴重合金元素Mo、Cr等微合金元素,合金成本較低。且考慮鋼板表面質量的影響,也未添加大量的Si元素,所以與傳統的熱軋雙相鋼不同,鋼板的碳當量Ceq和焊接敏感指數Pcm較低。
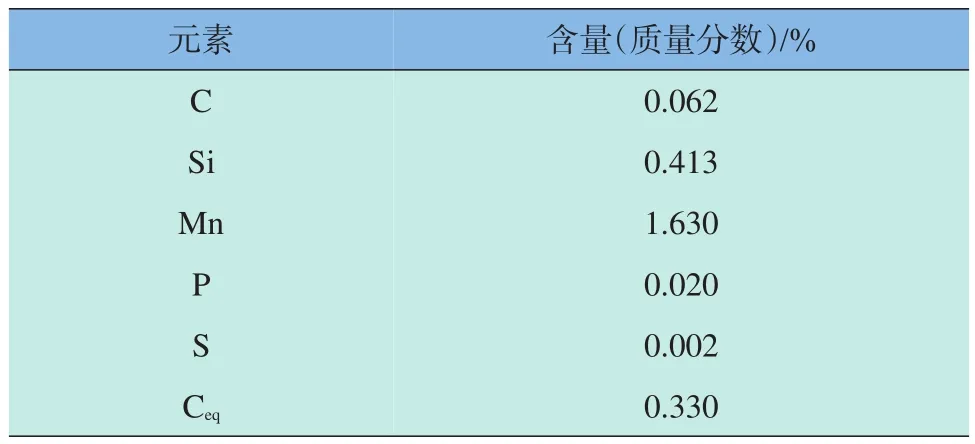
表1 母材化學成分Table 1 The chemistry composition of material

表2 母材力學性能Table 2 The mechanical properties of material
母材的微觀組織照片見圖1。由圖1可見,圖1a為硝酸酒精溶液腐蝕的母材光學顯微組織照片,雖然不能區分鐵素體和馬氏體相,但可以清晰地測出雙相鋼中鐵素體晶粒尺寸約2~5 μm,母材晶粒度較小。圖1b為經Lepera試劑腐蝕的母材組織照片,其中亮白色的馬氏體呈島狀分布于灰色鐵素體間,是典型的鐵素體+馬氏體雙相鋼組織。

圖1 母材光學顯微組織Fig.1 Optical microstructure of the test steel
2.2 焊接用材料
焊接用材料選用ER55-D2-Ti焊絲,規格為?1.6 mm,批號73,由中鋼集團鄭州金屬制品研究院有限公司生產。焊絲的技術參數見表3和表4。
ER55-D2-Ti焊絲為低氫實心焊絲,在焊接過程中采用CO2氣體保護焊,可有效地避免焊縫處氣孔的產生,保證了焊接接頭質量。且采用這種焊絲焊接后鋼板不需進行焊后熱處理。
2.3 主要檢測儀器及設備
主要檢測儀器及設備采用WE-60萬能材料試驗機、BK411材料試驗機、JBN-300B沖擊試驗機、松下KRII500 CO2氣體保護焊機。
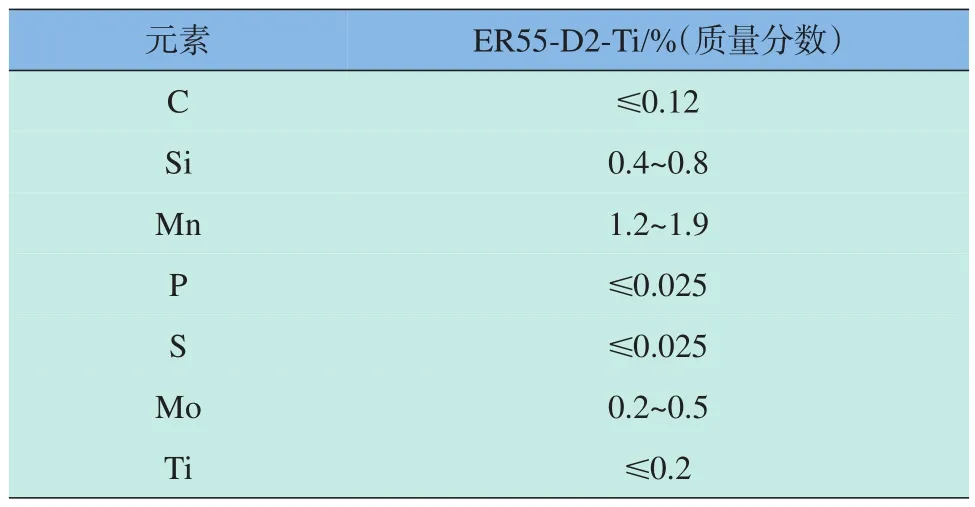
表3 焊絲的化學成分Table 3 The chemistry composition of welding rod
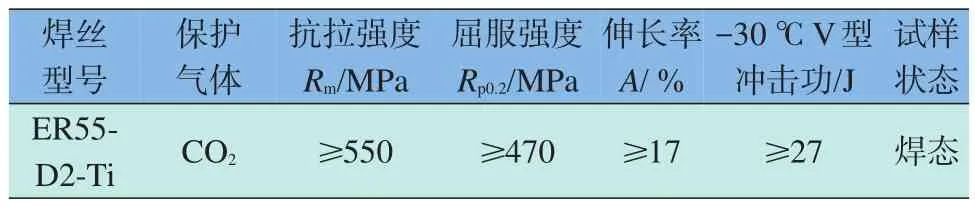
表4 熔敷金屬力學性能Table 4 The mechanical properties of welding metal
3 實驗要求
采用CO2氣體保護焊工藝焊接一付對接鋼板,進行焊接接頭拉伸、彎曲、沖擊試驗,沖擊試驗缺口位置分別為焊縫中心、熔合線和熱影響區1 mm處。
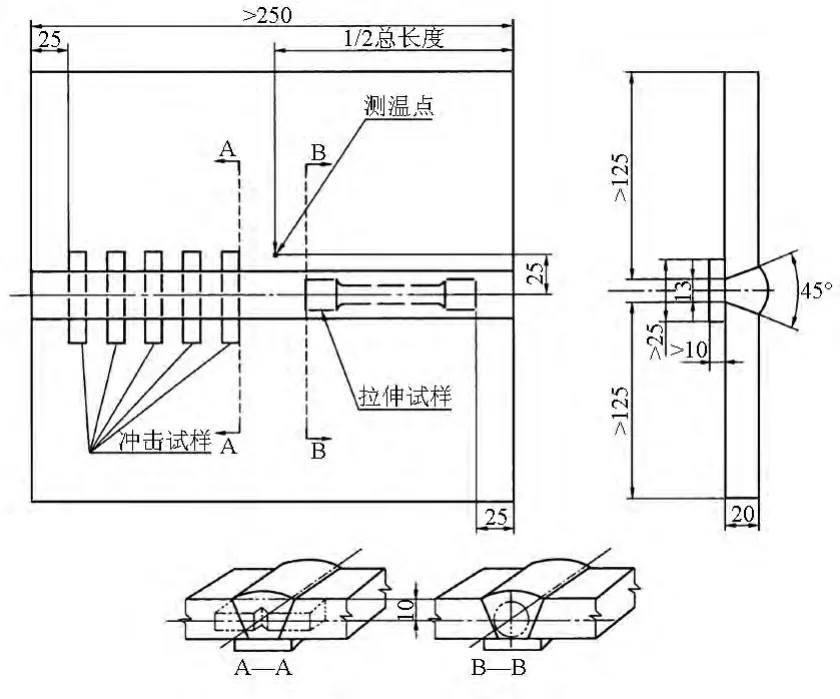
圖2 焊接后力學性能試驗的試件制備(單位:mm)Fig.2 Sample preparation for mechanical properties test of welding joints(unit:mm)
試件應按照圖2要求在平焊位置制備。試板在焊前予以反變形或拘束,以防止角變形。試件焊后不允許矯正,角變形超過5°的試件應予報廢[4]。
4 實驗方法
4.1 焊接道次
試板焊接道次如圖3所示。由圖3可見,焊接試件采用雙面埋弧焊,上下表面各一道。
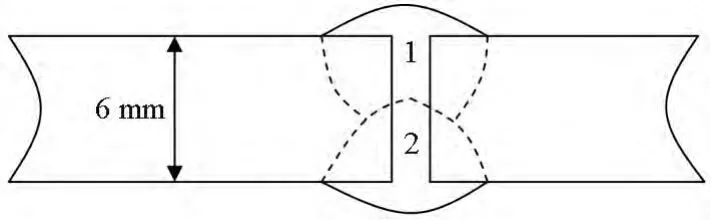
圖3 焊接道次示意圖Fig.3 Schematic drawing of welded joint
4.2 焊接規范
參考GB/T 8110—2008《氣體保護電弧焊用碳鋼、低合金鋼焊絲》標準,制定焊接規范如表5所示。
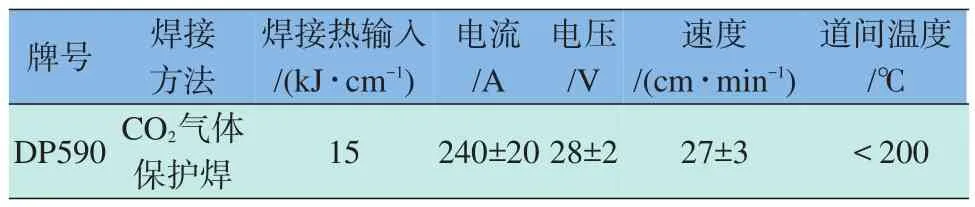
表5 試板焊接規范Table 5 Welding criterion of tested sample
5 實驗結果
5.1 焊接接頭微觀組織
圖4為焊接接頭微觀組織照片,其中圖4a為焊縫組織B+F,圖4b為粗晶區組織B,圖4c為正火區組織F+P。由圖4可見,母材經焊接后接頭組織發生了明顯變化,焊縫組織為貝氏體+鐵素體,粗晶區組織為貝氏體,正火區組織為鐵素體+珠光體。但不論組織狀態如何,晶粒度均保持細小均勻,為保持良好的力學性能奠定了基礎。

圖4 焊接接頭微觀組織照片Fig.4 Microstructure of the welded joint
5.2 焊接接頭拉伸試驗
當兩塊鋼板焊接后,按圖2所示方法制備兩條拉伸試樣并進行檢測,接頭拉伸試驗結果見表6。由表6可見,兩條試樣的焊接接頭斷裂位置均為熔合處,但接頭抗拉強度仍然能夠達到DP590的強度要求。

表6 對接接頭拉伸試驗結果Table 6 Tension test results of welded joints
5.3 焊接接頭冷彎試驗
對焊接接頭分別進行正彎、反彎兩種彎曲方式進行冷彎試驗,焊接接頭冷彎試驗結果見表7。由表7可見,鋼板焊接接頭質量良好,正彎、反彎均未發現裂紋。
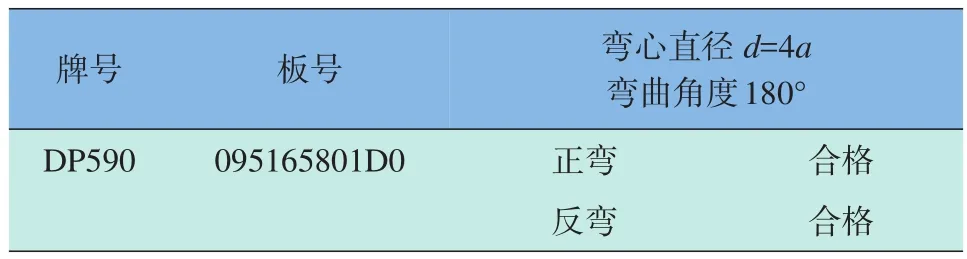
表7 對接接頭彎曲試驗結果Table 7 Bending test results of welded joints
5.4 焊接接頭沖擊試驗
為了考查焊接接頭的沖擊韌性,分別在焊縫中心、熔合線及熱影響區進行-20℃沖擊試驗,結果見表8。由表8可見,焊接接頭沖擊韌性良好,焊縫中心沖擊韌性仍然能夠達到焊絲熔敷金屬韌性水平,熔合線及熱影響區韌性雖然比母材略低,但仍然有很高的韌性水平。
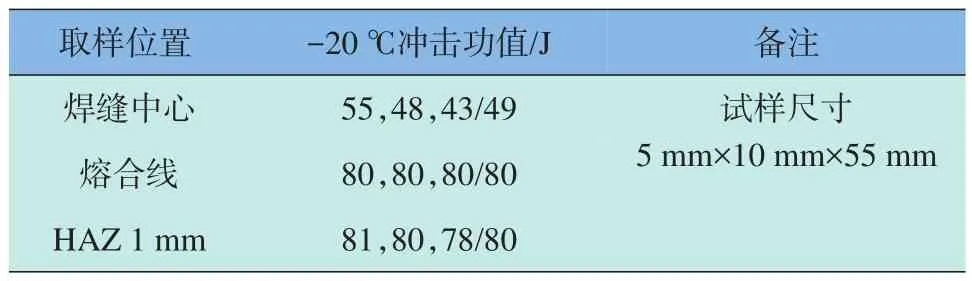
表8 焊接接頭沖擊試驗結果Table 8 Impact test results of welded joints
5.5 角焊試驗
將兩塊試驗鋼板進行角接T型焊接,檢查焊縫質量及焊縫硬度分布情況。宏觀斷面檢查結果未發現裂紋、氣孔等缺陷。
角焊縫破斷試驗結果顯示,焊縫熔合良好、無裂紋和疏松等缺陷。
對兩焊縫區分別測試9個點的硬度HV5,試驗結果見表9。按國際焊接學會(IIW)推薦的評定標準,低合金鋼焊接熱影響區允許的最高硬度為350 HV10,如果超過些臨界值,表明該種低合金鋼有冷裂傾向[5]。對于碳含量低于0.12%的低碳低合金鋼,熱影響區允許的最高硬度可修正為400 HV10。因為在這些鋼中,熱影響區組織為低碳馬氏體,對冷裂紋敏感性影響較小。由表9可見,所有硬度值均在224 HV5以下,未發現異常偏高,說明鋼板的淬硬傾向不明顯。
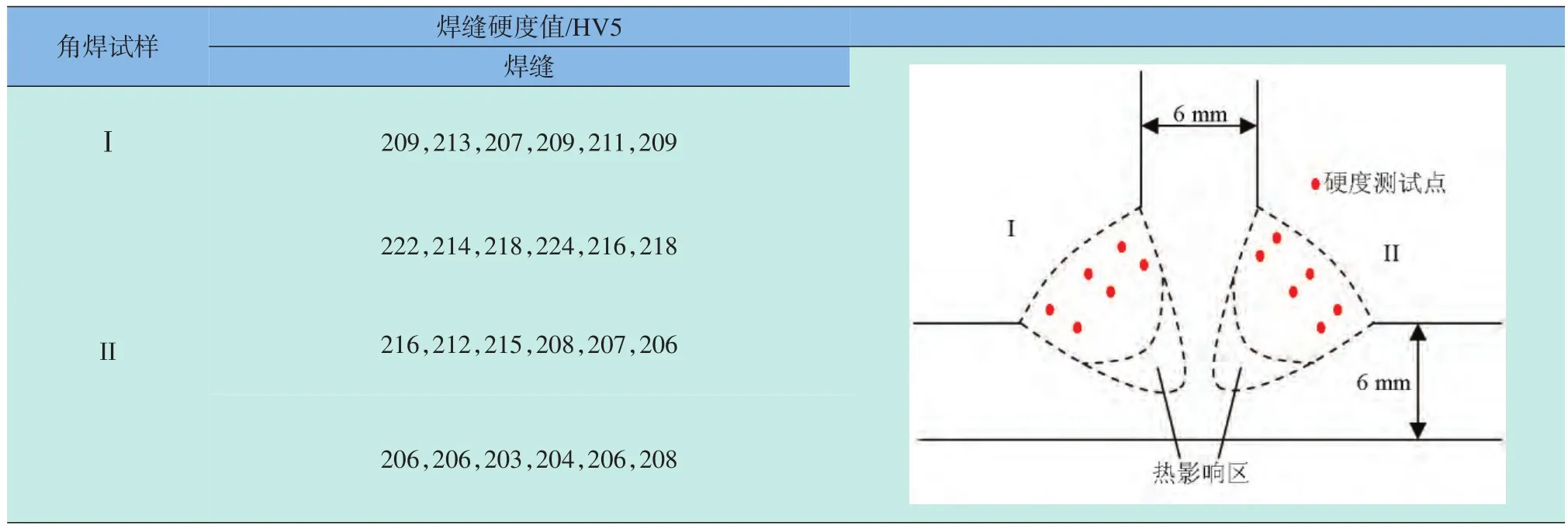
表9 硬度試驗結果Table 9 Hardness tested results
6 分析與討論
6.1 碳當量對焊接性能的影響
鋼的淬硬傾向主要取決于鋼材的化學成分,其中以碳的作用最明顯。鋼材的碳當量和焊接敏感指數越大,淬硬傾向越大,產生焊接冷裂紋的可能性就越大。國際焊接學會推薦的碳當量公式為

一般認為,當Ceq≤0.4%時,鋼材在焊接過程中基本無淬硬傾向,冷裂敏感性小。屈服強度在294~392 MPa的熱軋鋼的碳當量一般都小于0.4%,焊接性良好。碳當量在0.4%~0.6%時鋼的淬硬傾向逐漸增加,屬于有淬硬傾向的鋼。一般Ceq不超過0.5%時淬硬傾向不大,焊接性尚好[5]。本試驗鋼由于碳含量很低,且碳當量僅有0.33%,是鋼板焊接性能優良的原因之一。
6.2 晶粒度對焊接性能的影響
由于CSP流程開發的熱軋雙相鋼晶粒細小均勻,晶粒度達到了13級,馬氏體細小彌散地分布在鐵素體基體上,且馬氏體含量較少,一般在15%以下,因此在焊縫及熱影響區輸入的熱量使馬氏體轉變為高溫回火組織時對鋼板的力學性能影響不大。焊縫及熱影響區組織粗大不明顯,也是保證鋼板焊縫及熱影響區力學性能沒有明顯軟化的原因之一。研究表明,雙相鋼具有適中的淬透性,保證了焊點的強韌性配合好,雙相鋼顯微組織對點焊引起的軟化是不敏感的[6]。
6.3 力學性能對焊接性能的影響
雙相鋼具有低屈服強度、高抗拉強度、低屈強比、高加工硬化速率及拉伸曲線無屈服平臺的優點,這種優點特別適合汽車零件的沖壓。而低的屈強比可以保證材料在低于斷裂應力時出現塑性變形,從而使焊點周圍的應力集中影響最小[7]。本試驗材料屈強比只有0.75,其優點就是沖壓性能好,沖擊韌性好,這也是保證焊接接頭力學性能優良的原因之一。
6.4 焊接材料對焊接性能的影響
合理選擇和使用焊接材料的主要目的是減少氫的來源和改善焊縫金屬的塑性和韌性[8]。選用優質的低氫焊接材料是防止焊接冷裂紋的有效措施之一。
選用強度級別比母材略低的焊條有利于防止冷裂紋,因為強度較低的焊縫不僅本身冷裂紋傾向小,而且由于容易發生塑性變形,從而降低了接頭的拘束應力,使焊趾、焊根等部位的應力集中效應相對減小,改善了熱影響區的冷裂紋傾向。本試驗采用的ER55-D2-Ti焊絲為實芯焊絲,屬于低氫焊絲的一種,且熔敷金屬的抗拉強度略低于母材的強度,保證了鋼板的焊縫質量及焊接接頭的力學性能。
7 結語
通過選用合適的焊絲、焊劑以及合理的焊接工藝,開發的DP590低成本熱軋雙相鋼焊接性能優良,焊縫及角部未發現裂紋、氣孔等缺陷。
焊接接頭拉伸試驗表明,DP590試驗鋼抗拉強度與母材相當,未發生明顯強度軟化現象。
焊接接頭冷彎性能優良,正彎、反彎均未出現任何微裂紋。
焊接接頭及熱影響區硬度均在225 HV5以下,無明顯淬硬傾向。
[1]楊曉華.熱軋雙相鋼焊接性能研究[J].太原工業大學學報,1991(22):97-98.
[2]閻 啟.熱軋高強雙相鋼焊接性研究[J].焊接(生產應用),2008(7):50-52.
[3]韓 強,陳 沅,麻永林,等.熱軋DP590雙相鋼焊接接頭組織的研究[J].焊接技術(試驗與研究),2011(40):13-15.
[4]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 8110—2008氣體保護電弧焊用碳鋼、低合金鋼焊絲[S].北京:中國標準出版社,2008.
[5]李亞江.高強鋼的焊接[M].北京:冶金工業出版社,2010.
[6]馬鳴圖,吳寶榕.雙相鋼——物理和力學冶金[M].北京:冶金工業出版社,1988.
[7]李亞江.焊接缺陷分析與對策]M].北京:化學工業出版社,2011.
[8]Ohtani H,Okaguchi S,Fujishiro Y,et al.Morphology and properties of low carbon Bainite[J].Metall Trans A,1990(21):877-881.
Welding performance research of low cost hot rolled dual phase steel
Dong Ruifeng1,Wang Guodong2
(1.Compact Strip Production Plant,Baotou Iron&Steel(Group)Co.Ltd.,Baotou,Neimenggu 014010,China;2.The State Key Laboratory of Rolling and Automation,Northeastern University,Shenyang 110819,China)
The tensile properties,impact toughness and hardness of the welded joints of DP590 low-cost hot rolled dual phase steel using appropriate welding wire,flux and reasonable welding process was studied.The excellent softening resistance,cold bending formability and low hardening tendency of the test steels was shown.Experimental results showed that the DP590 low-cost hot rolled dual phase steel with good welding performance was suitable for welding car wheels and beams,etc.
low cost;dual phase steel;welding performance
TG457.1;TG444.73
A
1009-1742(2014)02-0053-05
2013-10-10
董瑞峰,1972年出生,女,內蒙古呼和浩特市人,高級工程師,主要從事熱軋寬厚板產品研發工作;E-mail:drfcsp@163.com
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02