前防撞梁零件的熱成形試制研究
2014-09-25 03:43:40郭怡暉馬鳴圖張宜生宋磊峰
中國(guó)工程科學(xué) 2014年1期
關(guān)鍵詞:汽車(chē)
郭怡暉,馬鳴圖,張宜生,宋磊峰,方 剛
(1.中國(guó)汽車(chē)工程研究院股份有限公司,重慶 400039;2.華中科技大學(xué)材料科學(xué)與工程學(xué)院,武漢 430074)
前防撞梁零件的熱成形試制研究
郭怡暉1,馬鳴圖1,張宜生2,宋磊峰1,方 剛1
(1.中國(guó)汽車(chē)工程研究院股份有限公司,重慶 400039;2.華中科技大學(xué)材料科學(xué)與工程學(xué)院,武漢 430074)
針對(duì)某車(chē)型前防撞梁零件開(kāi)發(fā)熱成形模具,并進(jìn)行熱沖壓成形試驗(yàn),對(duì)成形后的零件進(jìn)行激光掃描以及金相組織、顯微硬度和力學(xué)性能檢測(cè)。結(jié)果表明:所試制的零件形狀符合設(shè)計(jì)要求,熱成形后零件為馬氏體組織,顯微硬度在HV400以上,樣件屈服強(qiáng)度在1 000 MPa以上,抗拉強(qiáng)度在1 400 MPa以上,斷后延伸率在10%以上。
前防撞梁;熱成形;力學(xué)性能
1 前言
隨著能源和環(huán)保等問(wèn)題日益顯現(xiàn),汽車(chē)的節(jié)能減排問(wèn)題越來(lái)越受到汽車(chē)工業(yè)的重視。汽車(chē)輕量化可以有效減輕汽車(chē)的質(zhì)量,是實(shí)現(xiàn)汽車(chē)節(jié)能減排的重要手段。但輕量化不應(yīng)以犧牲車(chē)輛的安全性作為代價(jià),而采用高強(qiáng)度鋼材料可以在減輕汽車(chē)車(chē)身質(zhì)量和提高汽車(chē)安全性能方面達(dá)到完美的統(tǒng)一,因而高強(qiáng)度鋼材料在車(chē)身制造中的應(yīng)用在不斷加強(qiáng)[1,2]。高強(qiáng)度鋼材料在成形過(guò)程中存在回彈大和成形開(kāi)裂等缺陷。熱成形技術(shù)作為一種先進(jìn)的成形技術(shù),可以用來(lái)成形1 500 MPa級(jí)的高強(qiáng)度鋼材料,因而也越來(lái)越受到汽車(chē)制造業(yè)的重視。
熱成形技術(shù)是把特殊的高強(qiáng)度鋼板加熱到奧氏體化溫度,隨后將高溫下的板料快速移動(dòng)到帶有冷卻水通道的特殊模具內(nèi)沖壓成形并保壓,板料在沖壓成形的過(guò)程中發(fā)生馬氏體轉(zhuǎn)變,由此而得到含有馬氏體組織的超高強(qiáng)度零件。熱成形后零件屈服強(qiáng)度可達(dá)1 000 MPa,抗拉強(qiáng)度可達(dá)1 500 MPa。
熱成形技術(shù)不僅具有高強(qiáng)度的優(yōu)點(diǎn),同時(shí),由于是在高溫條件下,板料的塑性和成形性好,熱成形后的零件尺寸精度高,回彈量很小。采用熱成形零件可以通過(guò)減少板厚、簡(jiǎn)化零件結(jié)構(gòu)等方式來(lái)減輕構(gòu)件質(zhì)量,實(shí)現(xiàn)汽車(chē)輕量化,同時(shí)提高汽車(chē)的被動(dòng)安全性能。正由于熱成形技術(shù)的諸多優(yōu)點(diǎn),世界上各大汽車(chē)制造廠都將熱成形工藝用于車(chē)門(mén)防撞梁、前后防撞梁以及A、B、C柱等安全件的制造[3~7]。
本文針對(duì)某車(chē)型前防撞梁零件設(shè)計(jì)并制造熱成形模具,進(jìn)行小批量試制,并檢測(cè)熱成形零件的金相組織和力學(xué)性能。結(jié)果表明,熱沖壓成形后得到的零件形狀完好,無(wú)起皺和開(kāi)裂缺陷,符合工程設(shè)計(jì)要求;零件組織為馬氏體組織,顯微硬度在HV400以上,零件的屈服強(qiáng)度可達(dá)1 000 MPa,抗拉強(qiáng)度達(dá)到1 400 MPa以上。本文的熱成形小批量試驗(yàn)過(guò)程為該零件的工業(yè)化生產(chǎn)提供了重要的指導(dǎo)價(jià)值。
2 試驗(yàn)材料及方法
2.1 試驗(yàn)材料
采用某高強(qiáng)鋼材料,其牌號(hào)為22MnMoB,材料的化學(xué)成分如表1所示。

表1 22MnMoB的化學(xué)成分Table 1 The chemical composition of the 22MnMoB
材料板厚為1.82 mm,狀態(tài)為熱軋之后冷軋,再退火。材料基體組織為鐵素體加珠光體,金相組織如圖1所示,材料的顯微硬度約為HV182,材料的抗拉強(qiáng)度為800~900 MPa,延伸率為3.61%~6.09%。
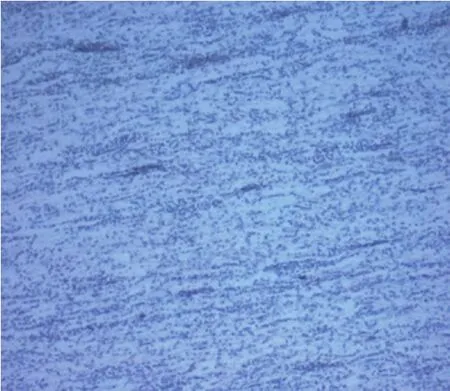
圖1 原始板材的顯微組織Fig.1 The microstructure of the original sheet
2.2 試驗(yàn)設(shè)備
本文采用的試驗(yàn)設(shè)備是華中科技大學(xué)研制的“數(shù)字化高強(qiáng)度鋼熱成形試驗(yàn)線”,其主要設(shè)備為200 kN電伺服壓力成形機(jī)、氮?dú)夥障涫郊訜釥t和ABB公司產(chǎn)的IRB 4 600型的上料機(jī)械手。
試驗(yàn)中所試制的某款車(chē)型前防撞梁零件的數(shù)模如圖2所示,其尺寸約為1 070 mm×175 mm×80 mm,零件厚度為1.8 mm。根據(jù)該零件開(kāi)發(fā)出帶冷卻水通道的熱成形模具,模具采用鑲拼結(jié)構(gòu),模具示意圖如圖3所示。

圖2 前防撞梁零件數(shù)模示意圖Fig.2 Sketch map of the front bumper
2.3 試驗(yàn)工藝
實(shí)際熱成形工藝分為直接熱成形法和間接熱成形法。直接熱成形法是將板料放入加熱爐中加熱到適當(dāng)溫度后,在高溫階段進(jìn)行沖壓成形。而間接熱成形法是通過(guò)模具先將板料進(jìn)行沖壓成形,然后將預(yù)成形件加熱到高溫狀態(tài),再轉(zhuǎn)移到熱成形模具中進(jìn)行沖壓成形。兩種熱成形法的工藝流程示意圖如圖4所示。
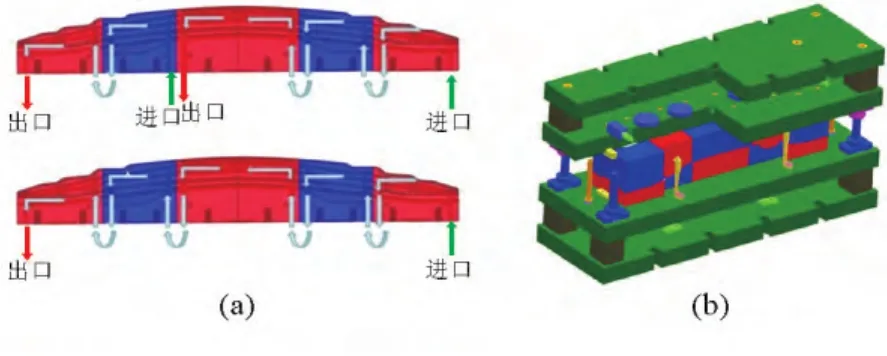
圖3 模具示意圖Fig.3 Sketch map of the mould
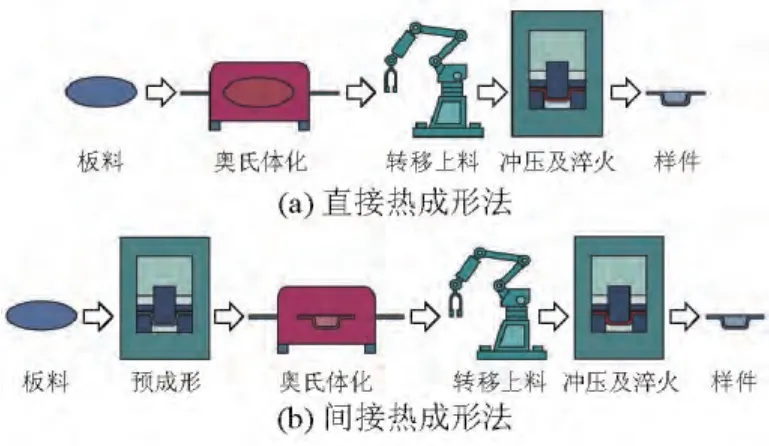
圖4 熱成形工藝流程示意圖Fig.4 Sketch map of the hot stamping process
本文試驗(yàn)采用直接熱成形法,將冷板坯置于托料架上,通過(guò)機(jī)械手送入帶有氮?dú)獗Wo(hù)的加熱爐中進(jìn)行加熱;板坯以15℃/s的速度加熱至940~960℃,在此溫度范圍內(nèi)保溫4~6 min,之后通過(guò)機(jī)械手夾持板坯快速出爐,并迅速轉(zhuǎn)移至模具的托料架上;通過(guò)對(duì)輸送路徑的優(yōu)化,坯料出爐及被轉(zhuǎn)移至模具上的時(shí)間約為4 s。試驗(yàn)中使用電伺服壓力機(jī)進(jìn)行沖壓,模具快下速度為300 mm/s,在與板料接觸后的沖壓過(guò)程中,模具沖壓速度為50 mm/s,本次試驗(yàn)中整個(gè)沖壓時(shí)間約2 s,模具的保壓淬火時(shí)間約為20 s。
3 試驗(yàn)結(jié)果與分析
3.1 熱成形數(shù)值模擬
在熱成形試驗(yàn)之前,首先對(duì)成形工藝進(jìn)行數(shù)值模擬分析,預(yù)測(cè)零件的成形性能,避免實(shí)際試制中出現(xiàn)成形缺陷。
采用LS-DYNA軟件建立熱成形數(shù)值模擬模型,材料模型選用MAT-106號(hào)模型即熱彈粘塑性材料,模具與工件之間的換熱系數(shù)取為1 200 W/(m2?K),添加石墨潤(rùn)滑時(shí)的摩擦系數(shù)取0.18,未添加石墨潤(rùn)滑時(shí)的摩擦系數(shù)取0.4[8]。本文試驗(yàn)所采用的22Mn-MoB材料其力學(xué)性能和熱物理性能與22MnB5材料類(lèi)同,故在計(jì)算中輸入22MnB5在不同溫度下的真應(yīng)力真應(yīng)變曲線和熱物性參數(shù)進(jìn)行計(jì)算,22MnB5的真應(yīng)力真應(yīng)變曲線如圖5所示[9],計(jì)算結(jié)果如圖6所示。
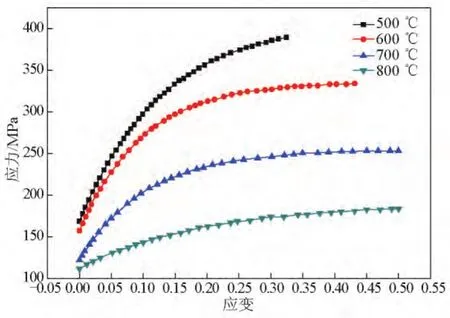
圖5 22MnB5材料的真應(yīng)力真應(yīng)變曲線(0.1/s)Fig.5 Stress versus strain curves at different temperatures for 22MnB5 steel(0.1/s)
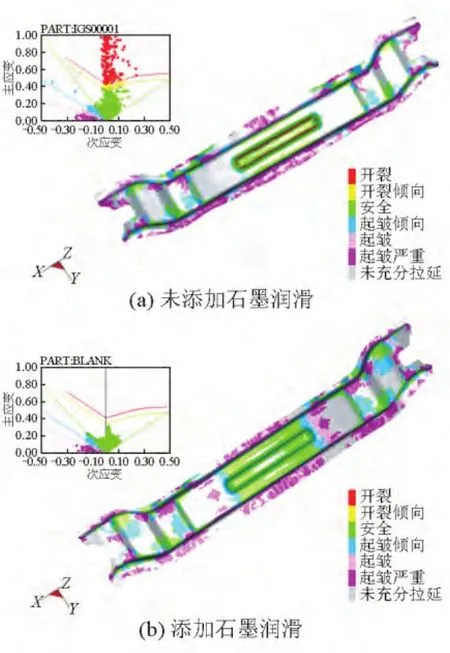
圖6 零件的成形極限圖Fig.6 Forming-limit diagrams of the parts
從計(jì)算結(jié)果可以看出,不添加石墨潤(rùn)滑時(shí)沖壓零件會(huì)出現(xiàn)開(kāi)裂,而添加石墨潤(rùn)滑時(shí)零件成形性能良好,故在本文的試驗(yàn)中將添加石墨潤(rùn)滑。
3.2 零件的宏觀形狀
在本文的試驗(yàn)條件下,經(jīng)過(guò)熱成形沖壓出樣件,對(duì)樣件進(jìn)行激光切邊及打孔、表面拋丸和涂漆等工藝處理后,零件如圖7所示。

圖7 前防撞梁樣件Fig.7 The components of front bumper
零件宏觀形狀完好,無(wú)明顯起皺和破裂缺陷出現(xiàn),采用海克斯康便攜式關(guān)節(jié)臂掃描儀對(duì)零件原始數(shù)據(jù)進(jìn)行采集,機(jī)器的數(shù)據(jù)采集誤差在0.1 mm以?xún)?nèi)。
采用Geomgic Qualify 12軟件對(duì)實(shí)測(cè)點(diǎn)云與理論數(shù)模進(jìn)行比對(duì)。比對(duì)原理是:首先采用特征點(diǎn)(孔、槽)進(jìn)行特征對(duì)齊比對(duì),再采用最佳擬合對(duì)齊方式比對(duì),最后得出比對(duì)結(jié)果。為了將比對(duì)后的實(shí)測(cè)點(diǎn)云與理論數(shù)模的誤差直觀地表示出來(lái),采用Geomgic Qualify 12軟件中的3D比對(duì)色譜表示兩者之間的誤差。數(shù)字為“正”時(shí)表示此處實(shí)測(cè)點(diǎn)云比理論數(shù)模大;數(shù)字為“負(fù)”時(shí)表示此處實(shí)測(cè)點(diǎn)云比理論數(shù)模小(在所處的視圖上,面向人體為正方向,實(shí)測(cè)點(diǎn)云和理論數(shù)模的值都為正值)。
結(jié)果如圖8所示,圖中的云圖為兩者之間的距離差,可以看到,主體部份的偏差小于0.5,零件精度滿(mǎn)足設(shè)計(jì)要求(≤1.0 mm)。結(jié)果表明,作為高強(qiáng)度鋼材料,采用熱成形工藝,零件的回彈量很小,尺寸精度較高。
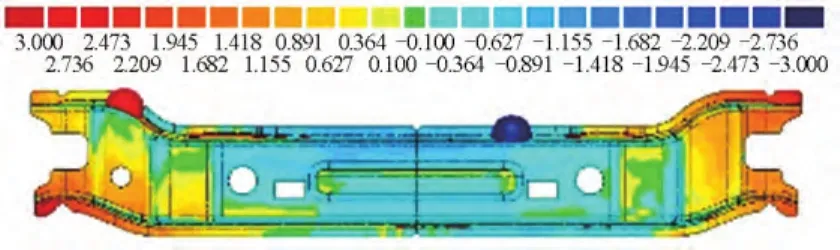
圖8 數(shù)模掃描比對(duì)圖Fig.8 Contrast of the scanning and original model
3.3 樣件的組織和性能分析
按如圖9所示的編號(hào)位置切取金相試樣,其中4號(hào)位置在防撞梁側(cè)壁上。試驗(yàn)后得到的金相照片如圖10所示。從圖10中可以看出,熱成形后得到的零件的金相組織為全馬氏體組織,馬氏體組織分布均勻。

圖9 金相取樣位置Fig.9 The positions of the metallograph
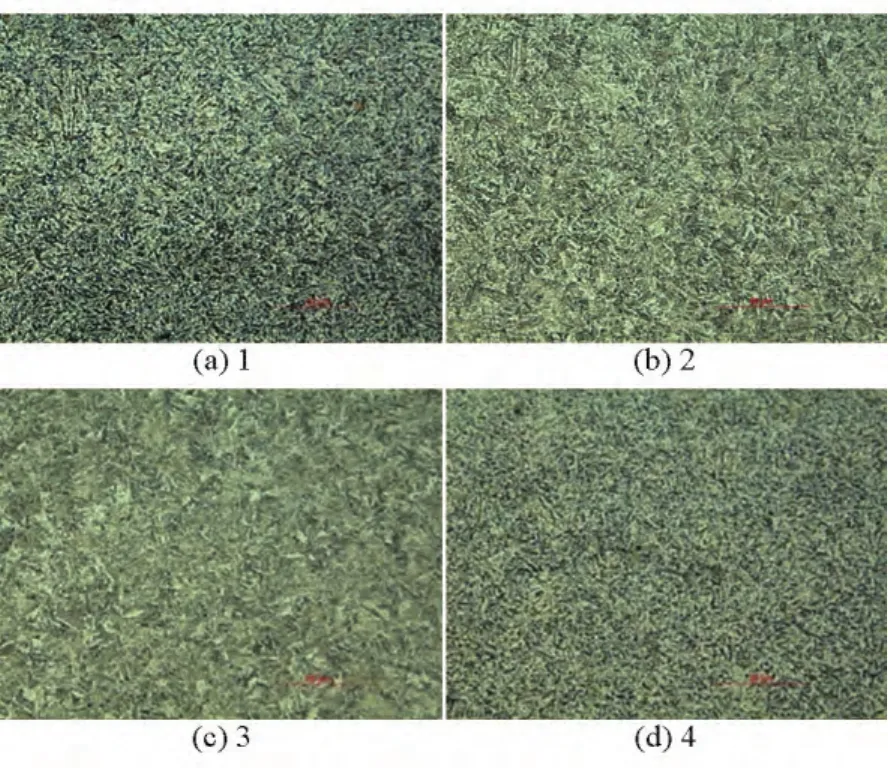
圖10 樣件微觀組織Fig.10 The microstructure of the component
對(duì)所取金相位置的試樣進(jìn)行顯微硬度測(cè)試,結(jié)果表明,試樣顯微硬度為HV423~HV466,比材料的初始顯微硬度值(HV182)有顯著提升,熱成形工藝可以大幅度提升材料的顯微硬度值。
按如圖11所示的編號(hào)位置切取試樣測(cè)量其材料厚度,厚度值如表2所示。由表2可以看出,零件絕大部分位置的厚度值變化很小,其值在1.80~1.83 mm內(nèi)。在零件的中心凹槽位置,零件厚度值明顯減少,僅為1.42 mm,零件中間位置可以看成一個(gè)脹型過(guò)程,材料厚度減薄明顯。在前文的數(shù)值模擬中也可以看出,零件在該位置易出現(xiàn)開(kāi)裂。因此在本零件的熱沖壓工藝中,必須增加板料在高溫條件下的流動(dòng)性,有效控制中間凹槽位置的材料減薄,避免成形缺陷的產(chǎn)生。
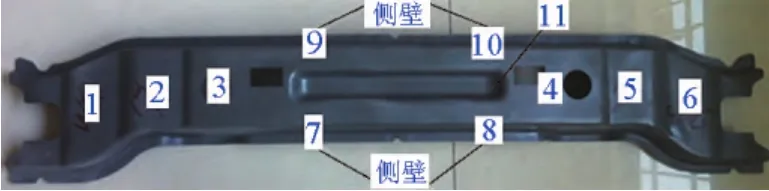
圖11 厚度測(cè)量取樣位置Fig.11 The measure positions of the thickness in the component

表2 零件的厚度值Table 2 The results of thickness
按照?qǐng)D12位置取樣進(jìn)行拉伸試驗(yàn),試驗(yàn)結(jié)果如表3所示。由表3可知,零件絕大部分位置的屈服強(qiáng)度在1 000 MPa以上,抗拉強(qiáng)度在1 400 MPa以上,延伸率在10%以上,零件各部分位置的力學(xué)性能分布均勻,差異不大。從結(jié)果上看,熱沖壓成形制得的防撞梁零件力學(xué)性能良好,可滿(mǎn)足工程需要。

圖12 拉伸試驗(yàn)取樣位置Fig.12 The positions of the tensile test in the component
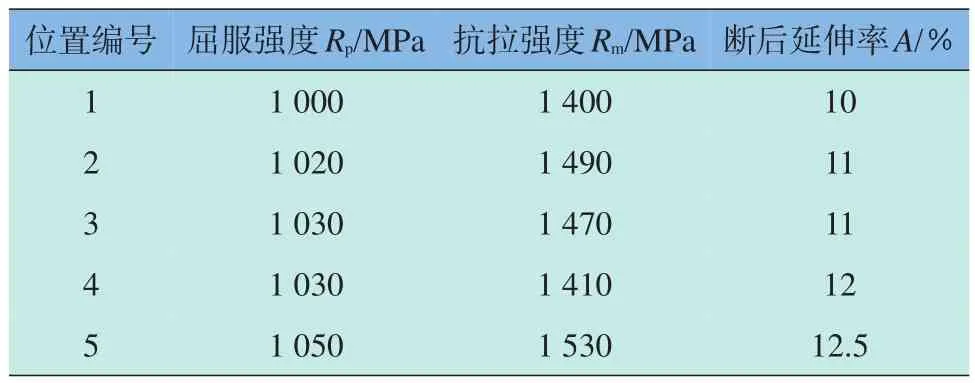
表3 樣件的力學(xué)性能Table 3 The mechanical properties of the component
4 結(jié)語(yǔ)
在本文的工藝條件下對(duì)前防撞梁樣件進(jìn)行熱成形工藝試制,開(kāi)發(fā)了帶冷卻水通道的熱成形模具并試制出樣件。檢測(cè)結(jié)果表明:所試制的樣件形狀合格,熱成形零件成形后的組織為馬氏體組織,顯微硬度分布為HV423~HV466,材料的屈服強(qiáng)度分布為1 000~1 100 MPa,抗拉強(qiáng)度分布為1 400~1 500 MPa,斷后延伸率超過(guò)10%,零件力學(xué)性能良好,滿(mǎn)足工程要求。
[1]馬鳴圖,易紅亮,路洪洲,等.論汽車(chē)輕量化[J].中國(guó)工程科學(xué),2009,11(9):20-27.
[2]馬鳴圖,易紅亮.高強(qiáng)度鋼在汽車(chē)制造中的應(yīng)用[J].熱處理,2011,26(6):9-19.
[3]Karbasian H,Tekava A E.A review on hot stamping[J].Journal of Materials Processing Technology,2010,210(15):2103-2118.
[4]Chen Peng,Ko? Muammer.Simulation of springback variation in forming of advanced high strength steels[J].Journal of Materials Processing Technology,2007,190(1-3):189-198.
[5]Merklein M,Lechler J.Investigation of the thermo-mechanical properties of hot stamping steels[J].Journal of Materials Processing Technology,2006,177(1-3):452-455.
[6]徐偉力,艾 健,羅愛(ài)輝,等.鋼板熱沖壓新技術(shù)介紹[J].塑性工程學(xué)報(bào),2009,16(4):39-43.
[7]馬 寧,胡 平,閆康康,等.高強(qiáng)度硼鋼熱成形技術(shù)研究及其應(yīng)用[J].機(jī)械工程學(xué)報(bào),2010,46(14):68-72.
[8]郭怡暉,馬鳴圖,張宜生,等.汽車(chē)前防撞梁的熱沖壓成形數(shù)值模擬與試驗(yàn)[J].鍛壓技術(shù),2013,38(3):46-50.
[9]Arthur B Shapiro.Using Ls-DYNA for hot stamping[C]//7th European Ls-DYNAConference.Austria,Salzburg,2009.
Study on the experiment of hot stamping for front bumper
Guo Yihui1,Ma Mingtu1,Zhang Yisheng2,Song Leifeng1,F(xiàn)ang Gang1
(1.China Automotive Engineering Research Institute Co.Ltd.,Chongqing 400039,China;2.College of Materials Science and Engineering,Huazhong University of Science and Technology,Wuhan 430074,China)
Based on the front bumper of a commercial vehicle,the hot stamping mould was developed,and the hot stamping experiment was carried out.The laser scanning,microstructure,microhardness and mechanical properties of the components were detected.The results showed that the shape of the components meets the design requirements;the structure of components after hot stamping is martensite structure;the hardness of the components is more than HV400;theyieldstrengthofthecomponentsismorethan1000MPa;thetensilestrengthofthecomponents is more than 1 400 MPa;the elongation exceeds 10%.
front bumper;hot stamping;mechanical properties
TG306
A
1009-1742(2014)01-0076-05
2013-10-12
國(guó)家科技支撐計(jì)劃(2011BAG03B02)
郭怡暉,1984年出生,男,湖北黃石市人,工程師,碩士,研究方向?yàn)槠?chē)用高強(qiáng)度鋼成形工藝;E-mail:gyh478@163.com
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學(xué)生優(yōu)秀作文(低年級(jí))(2020年4期)2020-07-24 08:31:08
汽車(chē)與安全(2019年9期)2019-11-22 09:48:03
汽車(chē)與安全(2019年8期)2019-09-26 04:49:10
汽車(chē)與安全(2019年5期)2019-07-30 02:49:51
汽車(chē)觀察(2019年2期)2019-03-15 06:00:06
汽車(chē)與新動(dòng)力(2018年2期)2018-05-09 00:31:56
兒童時(shí)代·快樂(lè)苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
