氫腐蝕壓力容器制造過程中的質量控制
2014-10-08 11:38:34李捧霞
金屬加工(熱加工) 2014年12期
李捧霞
1.概述
在煉油及化工裝置的某些工藝介質中常含有一定量的氫,氫的存在,在一定的溫度和壓力下會使鋼材產生氫腐蝕。由于氫腐蝕一旦發生就無法消除,如不及時加以處理,壓力容器氫腐蝕就會逐漸加劇,直至設備損壞、裝置停車,將給企業帶來巨大經濟損失,甚至引發惡性設備事故。氫腐蝕除了與工藝操作溫度和氫分壓有關,還與設備選材和制造有關,因此加強壓力容器制造環節的質量控制,從根源有效降低氫腐蝕產生尤為重要。
本文以天津石化公司某廠一臺預加氫進料換熱器的制造為例,介紹通過合理選材、制造工藝及焊接工藝選定,來有效地控制制造應力的產生,為有效降低設備氫腐蝕提供了有力保證。
2.換熱器設計參數及材料控制
(1)設計參數 采用U型管式II類換熱器,除管箱焊有分程隔板外,殼程部分也由隔板將其分為兩個腔。設計參數如表1所示。1999《管殼式換熱器》、TSG R0004—2009《固定式壓力容器安全技術監察規程》進行設計、制造和驗收。由表1設計參數可知,該設備的設計溫度超過了200℃,介質的氫分壓較高,存在氫腐蝕的隱患很大,且屬易爆系列,因此,材料選擇、制造過程都應考慮氫腐蝕問題。
(2)材料選擇 第一,根據工藝條件和設計參數,壓力容器用材料可選用鉻鉬鋼。選用鉻鉬鋼主要原因有兩個:一是作為耐熱鋼使用,二是作為抗氫鋼使用。該設備主體板材選用了復合板,復層材料為S32168,符合GB/T24511的規定;基層材料為15CrMoR(H),符合GB713的規定。15CrMoR(H)不是新鋼號,而是在允許范圍內增加了附加要求,以提高材料抗氫腐蝕的能力。其化學成分除應符合GB713的規定外,還應符合表2的規定。
基層材料的交貨狀態為正火+回火,力學性能和工藝性能符合表3要求。另外,要求基層鋼板逐張按JB/T4730.3進行100%超聲檢測,各次檢測之間的探頭重疊率不應小于10%,I 級合格。
第二,管板等鍛件選用15CrMo鋼鍛件加堆焊,其交貨狀態為正火+回火,化學成分除應符合NB/T47008的規定外,還應滿足:wS≤0.012%,wP≤0.015%,wNi≤0.23%,wCu≤0.20%的要求。鍛件的力學性能與板材相同。為保證鍛件質量,對鍛件逐件按JB/T4730.3進行超聲檢測,各類缺陷的驗收標準按NB/T47008中表4的規定。鍛件表面應逐件按JB/T4730.4進行磁粉檢測,質量等級I級合格。每個鍛件均在正火+回火狀態下進行硬度檢測,結果控制在143~207HBW。

表1 設計參數

表2 化學成分
第三,換熱管選用0Cr18Ni10Ti無縫鋼管,符合GB13296—2007的規定。且換熱管應為冷軋或冷拔管并以(壁厚)正公差交貨。U型換熱管用整根彎制而成,不得拼接,并逐根進行渦流檢測和水壓試驗;按標準進行擴口和壓扁試驗。換熱管還應按批取樣,進行抗晶間腐蝕試驗。
3.制造與檢測
換熱器的操作介質為氫氣、汽油、硫化氫,而且操作壓力、溫度較高,設備在制造過程中應嚴格控制焊接殘余應力產生及控制焊接過程中焊縫的殘留氫。因此,制定合理的制造工藝和焊接工藝尤為重要。
制造過程中的焊接參數如表4所示。
(1)管板堆焊 換熱器管板為雙面堆焊(見圖1),其基層為15CrMoIV。15CrMo為低合金耐熱鋼,焊接具有冷裂紋和再熱裂紋的傾向,焊前預熱和焊后熱處理是防止這兩種裂紋的有效措施。
第一,堆焊前檢查表面加工質量,對管板基層表面進行100%磁粉檢測,I 級合格。
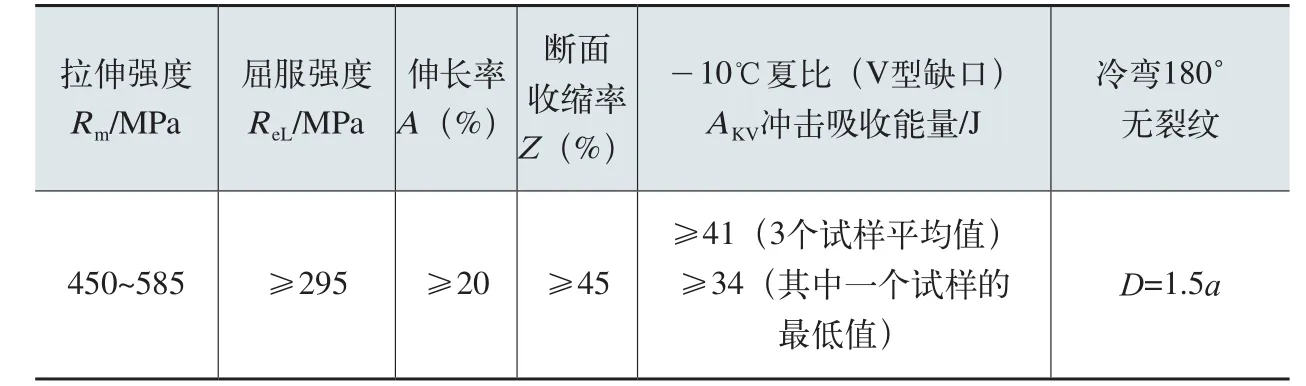
表3 基層材料的力學和工藝性能

表4 焊接參數
第二,焊前預熱≥150℃,過渡層焊接一層,焊后緩冷。堆焊過程中逐層滲透檢測,I 級合格。為防止變形,堆焊時兩面依次交替堆焊,堆焊完過渡層后進行中間消除熱應力或消氫處理。
第三,堆焊復層,逐層滲透檢測,I 級合格。焊后進行后熱處理。
第四,管板進行熱處理,然后機加工至圖樣尺寸,并對加工后的表面進行100%滲透檢測,I級合格。
(2) 殼體焊接與過程檢測制備焊接坡口 本臺設備A類焊縫及設備法蘭端焊接坡口如圖2所示,B類焊縫如圖3所示。坡口表面按JB/T4730.4采用磁軛法或觸頭法進行100%磁粉檢測,I 級合格。

圖1

圖2
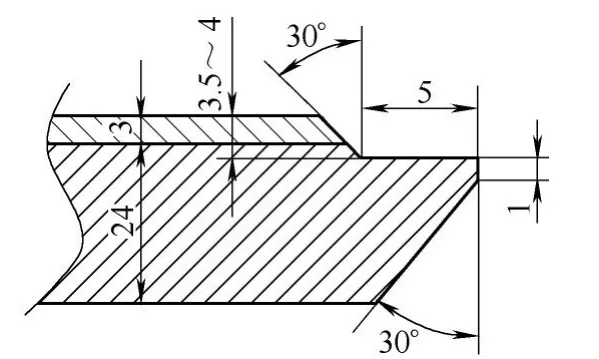
圖3
殼體焊接:第一,焊前預熱。15CrMoR的金相組織主要為鐵素體和珠光體,預熱是防止珠光體耐熱鋼焊接冷裂紋的有效措施之一。焊前坡口兩側除油污;焊前預熱溫度≥150℃,且≤230℃,最高層間溫度230℃。預熱范圍為坡口兩邊≥150mm。焊接過程中,由于某種原因必須中斷焊接工作時,應維持焊接坡口及兩側(≥150mm范圍內)溫度保持150~230℃之間,直至焊接工作重新開始,否則在暫停工作時應立即進行消氫處理;背面焊前清根碳弧氣刨需要預熱≥150℃。
第二,焊接與檢測。①焊接基層焊縫。②對基層焊縫進行消氫處理。消氫處理是防止冷裂紋的重要措施之一,氫在珠光體中的擴散速度較慢,消氫溫度350~400℃,時間為2h,可以促使氫加速逸出,以降低冷裂紋的敏感性。③對基層焊縫進行100%射線檢測,要求按JB/T4730.2—2005標準的II級合格。檢測技術等級B級,并對待堆焊表面按JB/T4730.4—2005采用磁軛法或觸頭法進行100%磁粉檢測,I 級合格及100%超聲檢測,I 級合格。④焊接各焊縫過渡層和復層。⑤對各類焊縫過渡層和復層逐層進行100%滲透檢測,I 級合格。
(3)換熱管與管板的連接 采用強度焊加貼脹的方法,應先焊后脹,脹接宜采用液壓脹,并應盡量保證均勻和足夠的脹接量。焊接方法采用鎢極惰性氣體保護焊,焊口應按JB/T4730.5進行滲透檢測,I 級合格。
第一,換熱管與管板的連接接頭焊接前,應對接頭處用丙酮或相當的溶劑認真仔細的清潔干凈,不能有油漬和渣物。換熱管管頭至少超出管板厚度50mm長度范圍內需打磨露出金屬光澤。
第二,將管子逐根點焊,焊點不少于2點。采用中心輻射焊,防止管板變形。焊接前,管板應預熱,預熱溫度≥150℃,焊接的層間溫度≥65℃。焊接每個接頭時應保證焊兩遍,且每一遍應保證連續焊,每焊完一遍后,對管接頭按JB/T4730.5進行滲透檢測,I 級合格,靈敏度等級3級。
第三,焊后清除焊渣及高出于換熱管內壁的焊瘤,選擇合適的脹管器對管子逐根進行貼脹。
4.結語
綜上所述,本換熱器根據工況,合理選用了制造材料,制造過程中對所有Cr-Mo鋼焊接接頭,焊前都進行了預熱,中間進行了消除應力的熱處理或消氫處理,并在最后又進行了最終焊后熱處理,最大限度地消除了制造應力,避免了Cr-Mo鋼在焊接過程中冷熱裂紋的產生,降低了焊縫中氫的殘留量。該設備已經投用生產一年,目前運行正常。
本文通過對臨氫壓力容器選材、制造質量控制諸多環節總結,為今后類似工況設備制造提供了有益參考。20140418
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48
