刀具半徑補償功能指令在數控銑削加工過程中的應用
2014-10-09 01:25:10苗暢恩MIAOChangen
價值工程 2014年2期
關鍵詞:指令
苗暢恩 MIAO Chang-en
(東芝大連有限公司,大連 116600)
(Toshiba Dalian Co.,Ltd.,Dalian 116600,China)
0 引言
使用數控銑床對工件輪廓進行加工時,以工件的輪廓尺寸為編程基準,實際運行時,刀具軌跡與工件輪廓有一個偏移量(刀具半徑),使加工出來的工件輪廓尺寸或小或大,此時需使刀具沿工件輪廓的法向偏移一個刀具半徑值大小,以保證工件輪廓尺寸的正確性,這就是所謂的刀具半徑補償指令。
刀具半徑補償功能指令通過G41、G42及G40來執行的,通過建立刀具半徑補償、執行刀具半徑補償及取消刀具補償功能指令,以達到正確使用的目的。
當編程者使用立銑刀編制工件外輪廓的加工程序時,如不使用刀具半徑補償功能指令,首先要根據工件的外輪廓尺寸和刀具半徑,計算刀具中心軌跡坐標值,以確定刀具的中心運動軌跡路線。
當立銑刀直徑(磨損或換刀)變化時,編程者需要重新計算刀具中心運動軌跡,給計算及編程帶來極大的不便。
工件的外輪廓的粗、精加工,軌跡形狀是一樣的,如果粗、精加工各根據刀具直徑編制程序,坐標計算及編程工作量較大。
以上兩種情況,采用刀具半徑補償功能指令,麻煩都解決了。其基本原理是根據工件輪廓尺寸進行編程,然后把刀具半徑值置入到半徑補償寄存器里,大部分機床存儲器的偏置號都是用D值來指令。此時,更換銑刀、刀具直徑磨損或進行粗精時,我們只要更改D中的半徑值,就可以控制工件輪廓的尺寸了,對程序基本不用作修改。
1 刀具半徑補償功能指令格式
1.1 格式
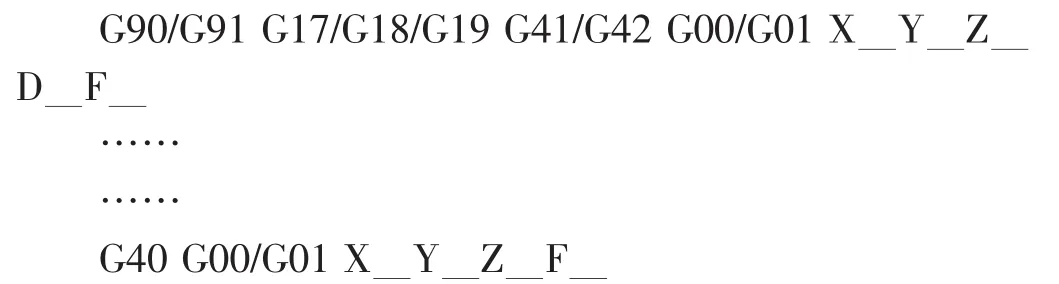
1.2 原理與功能 以工件輪廓尺寸(X、Y、Z)編程,在D字中存入刀具直徑,刀具以左或右補償方式,在偏置輪廓半徑值的軌跡上進行工件加工。
1.3 說明 ①G17、G18、G19為平面選擇指令,分別為XY、XZ、YZ 平面。應用 G41、G42 時應指定 G17、G18、G19平面,當該指令缺省時,系統默認G17指定平面;使用XZ、YZ平面時,必須使用G18、G19指定。
②G41、G42分別為建立左、右刀具半徑補償。G4l、G42、G40必須在G00或GO1模式下使用。有些系統也支持G02、G03模式,為防止差錯,在建立、取消半徑補償時,不建議不使用圓弧插補指令G02、G03。
③G00、G01分別為快速移動、直線插補,配合G41、G42、G40指令使用。為保證工件質量及刀具安全,建議建立和取消刀具半徑補償時使用G0l指令;如使用G00指令,宜在Z向安全高度下,建立刀具半徑補償,再Z向下刀;取消刀具半徑補償時,先Z向抬刀,再取消刀具半徑補償。
④使用G41、G42加工工件時,應避免工件出現過切削現象。使用G41、G42和G40時,刀具必須在所補償的平面內移動,移動距離應大于刀具半徑補償值。若被加工的半徑小于刀具半徑的內圓弧時,進行刀具半徑補償將會產生過切削;只有過渡圓角R大于或等于刀具半徑r才能保證正常切削;若被銑削槽底寬度小于刀具直徑,此時也將產生過切削。
⑤G90、G91分別為絕對、增量方式。X、Y、Z分別為目的點坐標字。
⑥D為刀具偏置號地址,存放刀具半徑值;F為GO1時的進給指令字;G40為取消刀具半徑補償。
⑦刀具半徑補償平面的選擇或切換必須在刀具半徑補償取消方式下進行。
2 刀具半徑補償功能指令的應用
2.1 刀具直徑變化時,可修改刀具半徑補償字D中的值 在加工工件的過程中,時常發生刀具磨損、刃磨以及更換等現象,在刀具磨損、刃磨或更換時,通過修改D中的半徑值可以避免重新修改程序,使工件輪廓尺寸達到要求。
①刀具磨損。加工工件的過程中,由于磨損,使得刀具的半徑變小,進而導致加工出的工件尺寸存在超差,造成工件不合格。假設刀具的半徑值為r,刀具磨損量半徑值為△,對于外輪廓,D中值修改為r-△,而不必對程序進行更改,操作方便且可滿足加工要求。②刀具刃磨。與刀具磨損道理是相同,刀具重新刃磨后導致半徑變小,同樣將原有D中的刀補值r更改為重磨后的實際刀具半徑尺寸,對程序不必作任何的修改,進而在一定程度上滿足加工的需要。③更換刀具。新的刀具被更換后,將新刀具的半徑值作為刀補值對原有的刀補值進行代替。由此可見,由于刀具半徑補償值的變化與刀具的變化相適應,因此,在原有程序不改變的情況下,就可以滿足加工的要求。
2.2 工件輪廓的粗精加工,可修改刀具半徑補償字D中的值 使刀具中心與工件輪廓偏置值不是—個刀具半徑值,而是某—個給定值,此則D中的值是刀具名義半徑。使用名義半徑,進而在一定程度上處理工件輪廓的粗、精加工的問題。
例如:粗加工時,將刀具實際半徑r加上精加工余量△,即r+△作為刀具半徑補償值輸入到D中,進行粗加工;精加工時,在D中輸入刀具實際半徑值r即可。
對于工件的粗、精加工,通過改變刀具半徑補償字D中的值,即可用同—個程序來完成。
2.3 修改刀具半徑補償字D中的值,配合調用子程序使用
例如:
01234
……
D01 M98 P2345(調02345子程序進行粗加工,D01賦值 5)
……
D02 M98 P2345 (調02345子程序進行精加工,D02賦值4.9)
……
將刀具半徑補償與子程序結合應用,可簡化編程。
總之,對刀具半徑補償功能指令進行正確的理解和應用,尤其正確理解D中的名義刀具半徑,對工件輪廓的粗精加工、對刀具直徑變化的適應、對配合調用子程序的使用等極為方便,且可保證工件的加工質量。當然,還需要編程者及機床操作者反復實踐這些應用方法,才能做到得心應手。
[1]陳海舟.數控銑削加工宏程序及應用實例[M].北京:機械工業出版社,2007.
[2]華茂發.數控機床加工工藝[M].北京:機械工業出版社,2005.
[3]徐宏海,謝富春.數控銑床[M].北京:化學工業出版社,2003.
[4]周虹.數控編程與操作[M].西安:西安電子科技大學出版社,2007.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
