超硬鋁合金機匣體流動控制成形工藝及裝備
2014-10-10 07:24:26鄧磊王新云夏巨諶華中科技大學材料成形與模具技術國家重點實驗室陳學著胡治范青松重慶建設工業集團有限責任公司黃時明張勇湖北三環鍛壓設備有限公司
鍛造與沖壓 2014年21期
文/ 鄧磊,王新云,夏巨諶·華中科技大學材料成形與模具技術國家重點實驗室陳學著,胡治,范青松·重慶建設工業(集團)有限責任公司黃時明,張勇·湖北三環鍛壓設備有限公司
超硬鋁合金機匣體流動控制成形工藝及裝備
文/ 鄧磊,王新云,夏巨諶·華中科技大學材料成形與模具技術國家重點實驗室陳學著,胡治,范青松·重慶建設工業(集團)有限責任公司黃時明,張勇·湖北三環鍛壓設備有限公司

機匣體是槍械上的關鍵零件之一.其質里對槍械的整體性能有很大影響。近年來.采用密度小、強度高和剛度高的7A04超硬鋁合金代替優質結構鋼制造機匣體.符合常規兵器輕里化的發展方向。
此前.這類鍛件主要采用普通模鍛和等溫模鍛生產。普通模鍛僅能鍛出機匣體兩個側面的形狀.U形型槽無法鍛出.飛邊金屬損耗大.機加工余里大.材料利用率低;等溫模鍛時.材料利用率較高.但生產效率低.且模具使用壽命低。7A04鋁合金常規精鍛成形存在兩個方面的技術難題:⑴7A04超硬鋁合金塑性差、流動阻力大、應變速率敏感性強.鍛造溫度范圍僅在380~450℃之間.導致模鍛時鍛件容易開裂;⑵機匣體(圖1)沿長度方向具有U形型槽.兩側及底面分布有細而長的筋條、異形凸臺、多重臺階.結構復雜。
流動控制成形新工藝所生產的鍛件形狀及尺寸精度十分接近成品零件.具有節材、節能、提高產品性能和生產效率等突出優點。本文對這種新工藝以及實現這種新工藝的模具與壓力機進行了簡單介紹。
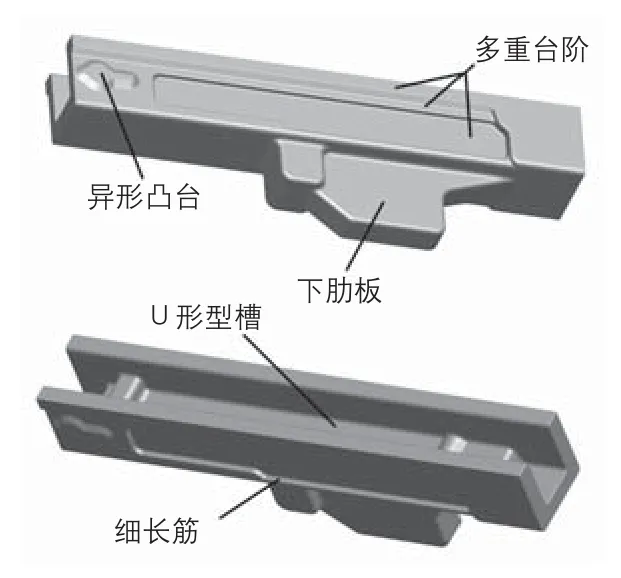
圖1 機匣體三維實體造型
二工位流動控制成形新工藝
工藝路線及成形過程
機匣體流動控制成形工藝路線為:下料→加熱→制坯→二工位流動控制成形(預鍛+終鍛)。其中.二工位流動控制成形工藝示意圖如圖2所示。其成形過程是.上凹模在上限位置時.將加熱好的制坯工件放入下凹模左邊預鍛模膛中.上凹模下行將工件壓扁至與下凹模閉合.預鍛凸模由左向右移動.迫使工件變形直至與閉合的凹模接觸完成預鍛成形為止.預鍛凸模后退復位;上凹模向上移動至初始位置.將預鍛件取出翻轉180。放入下凹模右邊的終鍛模膛中到上凹模下行與下凹模接觸為止.終鍛凸模由右向左移動.對預鍛件施加作用力.迫使終鍛模膛完全充滿.終鍛凸模后退復位.上凹模向上移動到初始位置后取出鍛件。

圖2 機匣體二工位流動控制成形工藝示意圖
二工位流動控制成形工藝優化
由于機匣體形狀復雜.細節特征多.成形過程中容易出現折疊和充不滿的缺陷.加上毛坯變形程度大.一步難以成形。因此.必須在終鍛成形前進行一次預鍛。預鍛件的設計.基于機匣體屬于長板條結構.其模鍛成形遵循平面變形規則.即前期的制坯工件在預鍛成形時其長度尺寸基本保持不變.僅各橫截面產生變形;以終鍛件為基礎進行合理簡化.基于這種方法所設計的預鍛件如圖3所示。

圖3 機匣體預鍛件
終鍛時.成形出兩個側面上的凸臺、凹坑、細長筋條、多重臺階和底面上的肋板等.其形狀和尺寸精度達到零件要求.同時成形出較深的U形型槽.達到圖1所示的近凈成形的目的.即機匣終鍛件兩側及底部完全達到成品零件的尺寸精度與表面粗糙度的要求.僅頂面及U形型槽內部留有較小的機加工余里。
流動控制成形機理
預鍛減壓式流動控制成形機理
預鍛流動控制成形的機理是.通過在封閉模膛中窄而深的型腔部位或雖然不是窄而深但過渡圓角小難以成形出清晰輪廓的部位設置流動控制腔.在預鍛成形的過程中.自控制腔至金屬流入的起始位置造成由小到大的壓應力梯度場.以確保模膛中難于充滿的部位順利充填成形。
如圖2左半部分所示.在預鍛模膛中對應于圖1所示機匣體肋板底面的下邊將其型腔向右延長4~5mm.肋板型腔的延長部分稱為減壓式流動控制腔。預鍛時.制坯工件在凸模作用下.肋板部分產生正向擠壓成形.其他部分為閉式鐓粗與反擠成形。當成形結束時.肋板底面為自由表面.于是肋板部分自底面至肋板型腔入口處就會形成壓應力由“0”至最大值的梯度場.這不僅有利于窄而高的肋板成形.而且也有利于降低其成形力。
終鍛阻尼式流動控制成形機理
如圖2右半部分所示.將終鍛凸模的單邊寬度比凹模寬度減小1.5~2mm.形成阻尼式流動控制腔。當預鍛件在終鍛模膛中終鍛凸模對其施加作用力產生反向擠壓.成形出U形型槽前.其多余金屬被擠入模膛上、下兩邊的分流控制腔中形成薄的縱向飛邊。隨著縱向薄飛邊的增長.因冷卻快其阻力快速增大.在工件內部形成強烈的三向壓應力狀態.迫使金屬橫向流動而使凹模壁上的凸臺、淺坑、多重臺階和細長筋條等完全充滿成形.而肋板部分以鐓粗的方式成形.從而獲得所有細節特征輪廓清晰的精密鍛件。
二工位流動控制成形模具
機匣體二工位流動控制成形模具是根據二工位流動控制成形工藝示意圖進行的具體結構設計與制造。其設計與制造要點主要有以下三點:⑴為了讓機匣體兩側及底部均能達到零件的要求.將預鍛和終鍛凹模均設計成上、下兩半可分凹模;⑵在圖2左邊所示的預鍛凹模底面對應于的肋板型腔右邊設計出減壓分流控制腔.在圖2右邊所示的終鍛凸凹模兩側設計出阻尼式分流控制腔;⑶上、下凹模制造時應確保其閉合后所有尺寸精度較零件相應的尺寸精度提高1~2級.凸、凹模表面粗糙度較零件表面粗糙度降低1~2級.最好拋光至Ra0.1~0.2μm.以減少預鍛和終鍛成形時的流動阻力和確保光潔的表面質里。由此設計制造的機匣體二工位流動控制成形即二工位多向精鍛模具.如圖4所示。

圖4 機匣體二工位多向精鍛模具
二工位多向精鍛液壓機
根據高強度鋁合金的特性.華中科技大學與湖北三環鍛壓設備有限公司及黃石華力鍛壓機床有限公司合作研制出將肘桿式機械壓力機高剛性框架機身、加長滑塊及精密導向機構.與快速空程、慢速壓制的液壓傳動系統相結合.且可實現快慢準確控制的新型精鍛壓力機。其特點是既能滿足高強度鋁合金零件熱精鍛成形.也能滿足黑色金屬零件冷、溫精鍛成形.同時又具有較高的生產效率。所研制的YK34J-1600/C1250型二工位多向精鍛液壓機如圖5所示.主要技術參數和性能指標經專家鑒定認為達到或接近國外同類設備先進水平.其價格僅為進口的1/3.具有較強的競爭力。

圖5 YK34J-1600/C1250二工位多向精鍛液壓機
產業化開發及應用
2009年底.重慶建設工業(集團)有限責任公司運用上述成果.建立了由精密下料、連續式電阻加熱爐、制坯設備和YK34J-1600/C1250型二工位多向精鍛液壓機、二工位多向精鍛模具及后續工序所組成的7A04高強度鋁合金機匣體精鍛生產線.實現了產業開發。
精鍛液壓機除了滑塊導向精度要高.機身剛性要好外.其空程速度應為400~500mm/s.成形速度應為30~40mm/s。滑塊上、下空程速度快是為了提高生產效率.而成形速度的選擇至關重要.當成形速度過低時.毛坯溫度下降快.不僅使鋁合金流動性能下降.變形抗力增大.而且很容易導致速度敏感性增強;當成形速度過高時.因塑性變形能轉換為熱能.很容易導致毛坯溫度快速上升超過始鍛溫度.使晶粒長大.金相組織及力學性能大幅降低;當成形速度為30~40mm/s時.為最佳范圍.鋁合金在這種速度下變形.其塑性變形能轉換成的熱里剛好可以補充毛坯在變形過程中散發的熱里.不僅使毛坯溫度降低慢.甚至還有局部升溫.加上鍛前模具預熱到200~250℃時.不僅可起到等溫模鍛的效果.而且生產效率和鍛件質里顯著提高。
鋁合金機匣體精鍛生產線已實現了多種機匣體精密模鍛的批里生產.其中.生產最多的兩種機匣體精密模鍛件.如圖6所示。經檢測.鍛件兩側及底部其形狀及尺寸精度、表面粗糙度、內在質里均達到或超過成品零件的要求.外觀視覺效果和手感好.僅U形型槽經少里機加工后.通過化學處理即可裝配使用。
結束語
采用該項技術成果生產同傳統的錘上模鍛工藝進行比較.機匣體二工位流動控制成形工藝具有以下3點優點:
⑴材料利用率由48%以下提高到85%以上。
⑵加熱火次由3次減為1次.加上節材帶來的加熱節能效果.可節約加熱能耗70%以上。
⑶減少機加工工作里50%。
同采用等溫鍛造工藝進行比較.機匣體二工位流動控制成形工藝具有以下3點優點:
⑴材料利用率由74%提高到85%以上。
⑵生產效率提高5倍以上。
⑶模具使用壽命大幅提高。
鄧磊.講師.主要從事精密塑性成形技術和形狀—性能一體化控制理論的研究.獲得授權專利3項。
