鋁板引擎蓋外板拉延工藝
2014-10-10 05:51:36孫瀟女,王勇,李玉強等
鍛造與沖壓 2014年10期
鋁具有重量輕(密度僅為鋼的1/3)、防腐蝕的特點,近年來,該材料被汽車領域所關注。另外,制作同樣的零件,鋼板厚度:鋁板厚度=1∶1.43;鋼板重量∶鋁板重量=1∶0.47;鋼板成本:鋁板成本=1∶2.33。 同樣的零件,如果采用鋁板制作,重量將會減輕一半以上,這對汽車輕量化是具有重大意義的(注:本項研究工作得到了上海市科學技術委員會的資助,資助課題編號為12QB1403500)。
除了上述優點,鋁板也存在一些缺點,如拉延成形性差,不適合做深拉延;小的產品圓角容易引起拉延開裂,出現表面缺陷;鋁板粘性大,修邊碎屑嚴重;鋁的彈性模量小,屈服強度低,使得鋁板回彈量難以控制,相似鋁板零件的回彈量大約是鋼板零件的3倍;鋁板材質軟,易出現劃傷,對模具的表面光潔度要求極高;并且由于其材料成本高,鋁板覆蓋件一般只有在高端車型上才會應用,以上這些問題都成為開發鋁板模具的難點與阻礙。
鋁板模拉延基礎造型
由于鋁板的抗拉強度只有鋼板的60%~70%,所以延展性較差。鋼板的拉延最大減薄率為25%,而鋁板單向拉深處拉延最大減薄率只為12%,雙向拉深處最大拉延減薄率為18%。鋁板必須通過合理的拉延模面造型,均勻地控制材料的流入量,優化零件的減薄率,使其在特定的拉延條件下拉延出合格的產品。
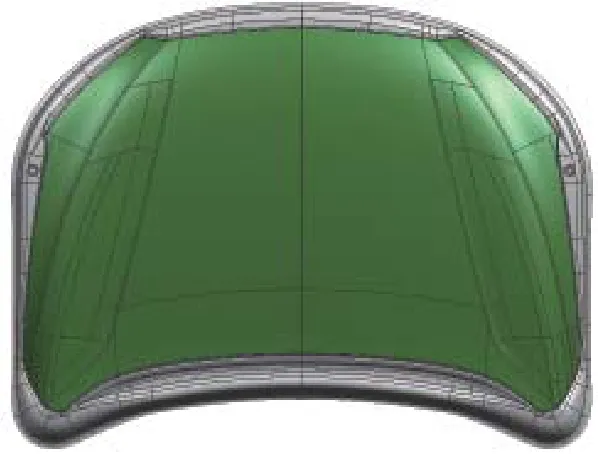
圖1 某項目鋁板前蓋外板拉延造型
通常情況下,為了提高材料利用率,鋼板零件做工藝補充通常采用的側壁拔模角為10°,工藝補充凸圓角和凹圓角通常采用10°。而鋁板為了防止開裂工藝補充的側壁拔模角要大于15°,工藝補充圓角要盡可能大。圖1為某項目鋁板前蓋外板拉延造型,圖2為采用有限元分析軟件得到的基于圖1造型的減薄率圖。
由于鋁板比較輕,并具有一定的粘性,因此,鋁板修邊碎屑比鋼板要嚴重。修邊碎屑若要被帶到零件上,則會引起零件表面質量問題。修邊碎屑通常是由修邊角度差而引起的,因此為了控制修邊碎屑問題,鋁板的修邊條件較鋼板更為苛刻。對于鋼板來講,通常修邊角度在-20°~30°,對于鋁板零件,最優的修邊角度為-10°~10°,為了滿足該修邊條件,在做拉延造型時,就應將修邊線所在面做在合理的修邊角度內,使修邊工序盡可能使用正修邊。

圖2 CAE變薄率
回彈的控制
零件的回彈主要影響因素為楊氏模量,楊氏模量越小,回彈則越大。鋁板的楊氏模量約為鋼板的1/3,因此相同工況下,鋁板成形后的回彈量約為鋼板的3倍。如此大的回彈量就需要設計合理的工藝,使材料流動盡可能地均勻,從而降低零件的回彈量,提高零件尺寸的合格率。
零件的過拉延造型是影響零件回彈的一個重要因素,圖3為兩種不同的過拉延造型的CAE回彈對比。圖3a過拉延深度為1mm,上R角采用R10,下R角采用R20,經分析,翻邊后的回彈最高點為7.25mm,最低點為-6.58mm,高低差達14mm。圖3b為過拉延深度加深至2mm,上R角采用R10,下R角采用R15,經分析,翻邊后的回彈最高點為5.75mm,最低點為-5.18mm,高低差為11mm,圖3b較圖3a回彈降低了3mm,因此控制過拉延的深度是控制鋁板回彈量的手段之一。
另外,控制零件拉延的均勻減薄也是一種有效控制回彈的方法。引擎蓋風窗處的凹坑造型可使零件外觀面的減薄率更為均勻。為了驗證此處凹坑造型對回彈影響,本文分別做了有凹坑與無凹坑的造型,兩種造型的零件減薄率與翻邊后回彈結果如圖4所示。
從圖4可以看出,風窗處有凹坑的造型的零件減薄率均勻性明顯優于無凹坑的,此處的回彈值也小了1.1mm。此處的凹坑造型對風窗處的回彈的控制是十分有效的。
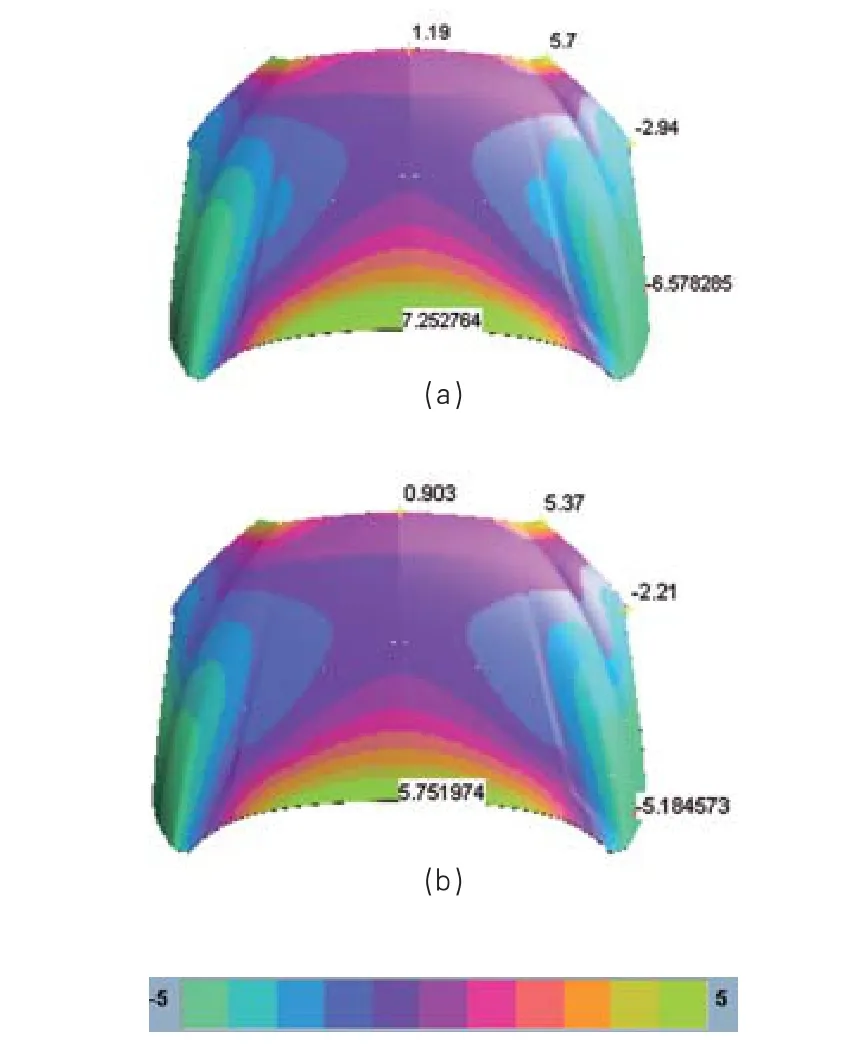
圖3 不同過拉延參數與翻邊后回彈對比圖

圖4 風窗處有凹坑與無凹坑造型的減薄率與翻邊后回彈對比圖
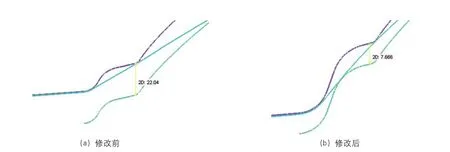
圖5 造型修改前后板料成形過程

圖6 造型修改前后沖擊線
這兩種通過造型的方法改善零件回彈的原理為:更深的臺階與更小的R角可阻礙外部的材料向外觀面流動,使外觀面的材料拉得更透,材料的剛度變強,從而降低了零件的回彈量。
虎牙處沖擊線的控制
汽車外觀零件表面質量非常重要,沖擊線即為表面質量問題的一種。板料在拉延過程中,凹模口圓角首先接觸板料,隨著板料向凹模中流入,凹模口圓角在板料上留下痕跡,材料流入越多,痕跡越長,這種痕跡就是沖擊線。如圖5所示,引擎蓋外板的虎牙處的外觀面相對其他部位的外觀面面斜度大,而工藝補充面又要滿足鋁板的修邊條件,造成外觀面與工藝補充面夾角較小,形成一個較尖的凸角,易留下沖擊線。
本文研究的引擎蓋外板拉延造型初始設計如圖5a所示,通過分析可以發現,這種造型使得此處的板料比較平緩,當到底前22mm時,虎牙處的凸角就已經接觸板料,上模繼續向下運動,材料滑過凸角,形成沖擊線,沖到外觀面上1.2mm,如圖6a所示。
為了解決沖擊線問題 ,本文嘗試修改了此處的造型,將壓料面下降,分模線向產品靠攏,使成形中此處板料彎曲,從而使凸角接觸板料的時間延后,使沖擊線不沖至外觀面。如圖5b所示,造型的壓料面下降,板料相對于修改前變斜,此處凸角接觸板料的時間延后,沖擊線沒有沖至外觀面上,如圖6b所示,問題得到解決。
結束語
本文以某項目引擎蓋外板為例,重點介紹了鋁板引擎蓋外板的拉延基礎造型方法、零件回彈的控制和局部沖擊線的控制,并通過有限元分析軟件驗證結果,得出了鋁板引擎蓋外板拉延工藝的關鍵技術,解決了鋁板成形性差、回彈量大與表面質量問題,為鋁板覆蓋件沖壓技術提供了一定的借鑒。本次研究工作得到了上海市科學委員會的資助,資助課題編號“12QB1403500”。
鋁板引擎蓋外板拉延工藝
文/ 孫瀟女,王勇,李玉強,徐偉檢,楊思佳·上海賽科利汽車模具技術應用有限公司模具制造部技術中心