企業轉型升級與鍛件精密化
2014-10-10 09:18:42趙一平中國鍛壓協會首席專家
鍛造與沖壓 2014年23期
文/趙一平·中國鍛壓協會首席專家
企業轉型升級與鍛件精密化
文/趙一平·中國鍛壓協會首席專家
企業轉型升級
近幾年鍛造行業發展很快,新建了許多鍛造生產機組和鍛造生產線。其中,中小型鍛造企業大多采用摩擦壓力機,采用空氣錘和沖床制坯、摩擦壓力機模鍛成形工藝。而較大型鍛造企業上了多條萬噸鍛造自動生產線,據統計大概有25條125MN或160MN鍛造自動生產線,現在已初步呈現出鍛造能力“供”大于“求”。在這種形勢下,哪家鍛造企業轉型升級快,才能得以生存和發展,并獲得較好的經濟效益,否則存在被淘汰危險。
質優價廉
從近來發展和效益均較好的鍛造企業來看,首先要把鍛件做“精”贏得市場,然后不斷提高產量,做到大批量專業化生產。眾所周知,載重車主、被動螺旋錐齒輪多數企業均采用輾環成形,工藝簡單價格低廉,市場競爭很激烈。山東溫嶺精鍛科技有限公司將載重車主、被動螺旋錐齒輪做精,鍛造工藝采用先進的輾環制坯和閉式模鍛,提高了材料利用率,又采用先進等溫正火,做到質量穩定和使用壽命高,形成大批量專業化生產占領國內市場(供“一汽”等用戶)。江蘇龍城精鍛有限公司主要產品為汽車發電機爪極,與博世集團的配套量從2003年不足5萬件,擴展到2013年超過1000萬件,為龍城精鍛帶來了豐厚的回報。其實這兩個企業的鍛件均是“大路貨”,市場價格都很便宜,都是把鍛件做精,形成大批量專業化生產,靠質優價廉占領市場。某企業老總參觀韓國鍛造企業,看到該企業采用25MN熱模鍛壓力機專業化生產汽車輪轂,每班(12h)生產7000件(自動噴霧冷卻潤滑),操作工人兩個,每人操作1h,然后輪換,確保高生產率,鍛件加工余量較小(屬精化毛坯),加工費用僅3元/件。
掌握鍛件發展方向
在汽車和火車(高速列車)輕量化的推動下,有色金屬鍛件數量有了很大的發展。例如蕪湖禾田汽車工業有限公司幾年前就介入鋁合金鍛件生產,現在已掌握鋁合金鍛件生產技術(鋁合金鍛造有一定難度),并為汽車和高速列車提供多種鋁合金鍛件,有一般鋁合金鍛件(6061),有高強度鋁合金鍛件(7075)等,搶先占領了市場。
企業更新改造降成本
我國許多鍛造企業采用空氣錘和沖床制坯,以及摩擦壓力機模鍛工藝,鍛造生產線操作工人多,一般需要配10人到14人,不僅工藝不穩定,而且人員成本高。另外生產線布置很緊,無法利用余熱降成本。某企業進行更新改造,對所生產鍛件進行分類,對于批量大的鍛件采用熱模鍛壓力機生產,整條鍛造生產線僅5個操作工人,工藝穩定且鍛件精(加工余量小,是精化毛坯),形成大批量專業化生產。提高企業技術水平,質優價廉占領市場,不僅占領國內市場,還開拓國外市場。
鍛件精密化
據有關資料顯示,工業發達國家(例如德國、日本等)鍛件年總產量約75%~80%是模鍛件,模鍛件內約75%是熱模鍛件。日本每年精密模鍛件約占鍛件總量的25%,其中熱精密模鍛件又占精密鍛件總量的75%,主要是精化毛坯,省略粗機械加工。但是,國內大多數熱模鍛件還是由開式模鍛方式生產。由于鍛件有飛邊,精度又低(余量較大),所以材料利用率低,成本高。我國精密鍛件產量約占模鍛件產量的6%~8%,其中熱精密模鍛件比例更少。所以企業更新改造應盡早將鍛件精密化,做到專業化大批量生產,以質優價廉占領市場。
精密模鍛方法很多,諸如精密閉式模鍛、閉塞模鍛、降低成形力的分流鍛造法、控制金屬流動速度的背壓鍛造法以及利用摩擦成形鍛造法等。下面僅介紹整體凹模閉式模鍛和可分凹模閉式模鍛,即閉塞模鍛。
精密模鍛概述
精密模鍛簡稱精鍛,是指零件模鍛成形后,可以獲得具有較高表面質量和尺寸精度鍛件的工藝過程。僅需少量機械加工或不再機械加工,就可用作機械構件的成形技術,即近凈成形技術或凈成形技術。
⑴精密模鍛應用范圍。
1)精化毛坯減少鍛件加工余量,利用精密模鍛工藝取代粗切削加工工序。例如,中小鍛件全部或局部位置加工余量僅(0.6mm~1mm),省略粗切削加工,直接精加工即可。
2)精鍛零件(又稱近凈成形零件或凈成形零件)通過精密模鍛工藝直接獲得成品零件。目前,完全精鍛零件僅限于一些結構簡單的回轉體類零件,例如軸銷。而對于結構復雜的零件,只能在局部位置精鍛成形。例如齒輪,則只能將齒輪的齒形和端面直接成形為最終形狀,其余部位仍需要采用切削加工方法生產。
精密模鍛分熱、溫和冷精密模鍛及其復合精密模鍛,選擇哪種生產方式主要由鍛件精度、表面粗糙度和生產批量確定。
⑵熱精鍛加冷精整具有很大發展潛力。
冷精鍛件尺寸精度高,表面質量好,但是成形抗力極高,具有相當高的成形難度,并且僅能應用于碳素鋼和低合金結構鋼,鍛件尺寸也受到很大限制。另外,冷鍛和溫鍛設備價格昂貴。熱精密模鍛時金屬變形抗力小,鍛件容易充滿成形,但是熱精鍛件尺寸精度差,表面粗糙。若將兩者結合(即熱精密模鍛加冷精整)就可以生產尺寸大、精度高和表面質量好的精密模鍛件,并且成形容易,成本低。
例如熱精鍛直齒錐齒輪(半軸齒輪和行星齒輪)的齒形精度可達到GB/T 11365-1989的10級或11級,齒形不需要機械加工即可直接用于載貨汽車使用。所以已廣泛應用于汽車、拖拉機、農業機械和工程機械等。而熱精鍛加冷精整,直齒錐齒輪齒形精度可達到GB/T 11365-1989的7級或8級,可直接應用于轎車使用,達到冷精鍛的技術要求。而熱精鍛設備(螺旋壓力機或熱模鍛壓力機)相對便宜,冷精整設備一般采用油壓機,價格也較便宜,所以可降低精密鍛件制造成本。
例如某鍛造企業,采用16MN熱模鍛壓力機熱精密模鍛φ160mm以下直齒錐齒輪,設備價格約380萬元,采用25MN液壓機冷精整,設備價格約120萬元,共計約500萬元。又某鍛造企業,采用16MN摩擦壓力機熱精密模鍛φ200mm以上直齒錐齒輪,設備價格約130萬元,采用40MN油壓機冷精整,設備價格約520萬元,共計約650萬元。而一臺16MN冷、溫鍛壓力機價格約1500萬元。
由于熱精鍛加冷精整具有冷精鍛的質量,又具有熱模鍛優點且制造成本低,所以具有很大發展潛力。
閉式模鍛
⑴無飛邊閉式模鍛是企業追求的目標。
開式模鍛生產時,在鍛件周圍產生飛邊,這是為了產生阻力以利于金屬充滿模膛和存放多余金屬。但是,飛邊不僅增加材料消耗(約占整個鍛件重量10%~35%),降低材料利用率,增加成本,而且還增大鍛造力(約占整個鍛造力的10%~40%)。因此在模鍛中,減少飛邊或消除飛邊都是廣大工程技術人員和企業追求的目標,從而產生小飛邊模鍛和無飛邊閉式模鍛工藝。采用小飛邊模鍛或無飛邊閉式模鍛是企業發展的必然趨勢。
⑵閉式模鍛及其分類。
1)閉式模鍛是生產時不產生橫向飛邊的模鍛工藝,目的是為了取消橫向飛邊,提高鍛件材料利用率。
2)閉式模鍛按鍛件精度分類或分模面形式分類。
①按閉式模鍛件精度可分為一般閉式模鍛和精密閉式模鍛。一般閉式模鍛件加工余量和公差仍是常用開式模鍛值,其目的是為了提高鍛件材料利用率。精密閉式模鍛不僅無飛邊,而且鍛件加工余量和公差均小,粗機械加工或不需要機械加工,屬精密模鍛。
②按分模面形式和移動沖頭數量可分為整體凹模閉式模鍛(圖1a)和可分凹模閉式模鍛(圖1b),可分凹模閉式模鍛也稱閉塞模鍛或復動成形,簡稱分模鍛造。其中具有三個和三個以上移動沖頭的閉塞模鍛稱多向閉塞模鍛,簡稱多向模鍛。整體凹模閉式模鍛用于形狀簡單鍛件,可分凹模閉式模鍛用于形狀復雜鍛件。多向模鍛可鍛出其他各類鍛壓方式無法或較難生產的形狀復雜的鍛件,如三通管件、大型閥體、管接頭(彎頭)、導彈噴管、高壓容器和燃油泵殼體等。

圖1 閉式模鍛
⑶整體凹模閉式模鍛工藝過程。
閉式模鍛過程(圖2)和開式模鍛相似,鐓粗、充滿模膛和少量多余金屬擠入凸模和凹模間隙(產生縱向毛刺)三階段。
1)鐓粗階段。凸模鐓粗坯料至與模膛模壁接觸為止(圖2a)。
2)充滿模膛階段。鐓擠至完全充滿模膛為止(圖2b),此時鍛擊力比鐓粗階段末可增加2~3倍。
3)少量多余金屬擠入間隙階段。該階段坯料基本已成為不變形剛體,只有在極大鍛擊力作用下使端部金屬產生變形流動,形成縱向毛刺(圖2c)。這個階段變形對閉式模鍛有害無益,不僅影響模具壽命,而且產生縱向毛刺,清除也比較困難,所以應嚴格控制坯料“下料”精度和模具設計分流降壓腔。
⑷閉塞模鍛基本形式。
閉塞模鍛基本形式由可分凹模分模面狀態確定。分模面有三種形式,即水平分模、垂直分模和混合分模。可分凹模分模面形式根據鍛件形狀和特點選擇,和開式模鍛完全相同。對于一些帶孔穴或多孔零件,可采用多向閉塞模鍛,有多個分模面,其有多個沖頭,凹模的分塊也常在二個以上。例如化工行業常用的三通管件和兩通管件(俗稱彎頭),若需要將其內孔鍛出,就要采用可分凹模三個沖頭或兩個沖頭閉塞模鍛。
⑸閉塞模鍛工藝過程。
1)閉塞模鍛過程(見圖3)。
①上凹模和下凹模閉合。坯料2放入模膛,設備滑塊下行,上凹模3和下凹模4閉合形成封閉式模膛,同時對其施加足夠的閉合力。
②凸模對坯料進行模鍛。上凸模1或下凸模5或同時兩個凸模對封閉模膛內坯料2進行模鍛。其工藝過程有鐓擠和擠壓。例如半軸齒輪屬閉式模鍛(開始鐓粗,然后鐓擠成形),十字軸屬徑向擠壓,特殊情況也可以多個方向進行擠壓成形,從而可在一個行程內獲得較大變形量和形狀復雜鍛件。
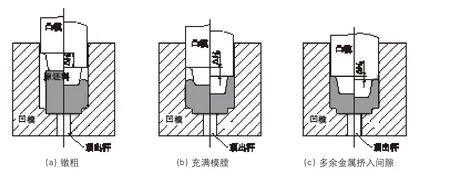
圖2 整體凹模閉式模鍛過程
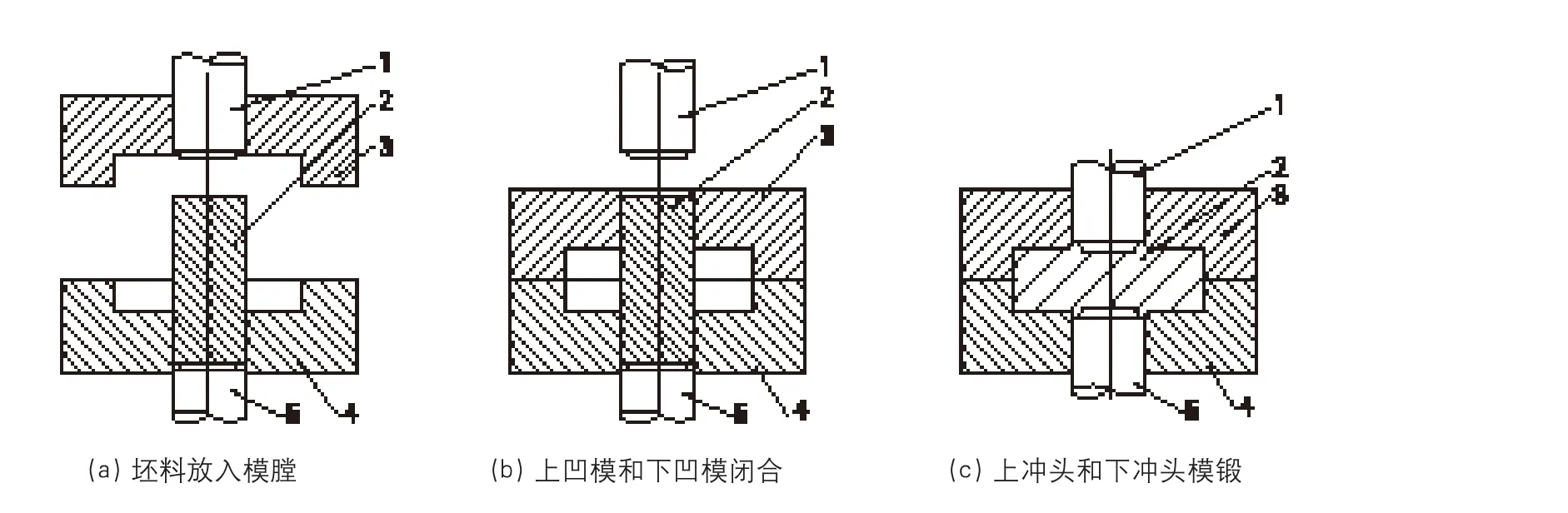
圖3 閉塞模鍛過程
③上凹模和下凹模分開。設備滑塊回程,開啟上凹模3和下凹模4,取出鍛件。
2)閉塞模鍛特點。由閉塞模鍛工藝過程可知,閉塞模鍛特點是坯料在封閉模膛內多向約束成形,符合三向壓應力下變形條件,因此可以在一次變形中獲得較大變形量,并容易形成較復雜形狀。由于成形模膛達到穩定的精確封閉,鍛件形狀和尺寸精度主要取決于封閉模膛加工精度。因此,閉塞模鍛特別適合復雜零件的大批量精鍛生產。
⑹閉式模鍛優點。
1)提高材料利用率。閉式模鍛是無橫向飛邊模鍛,提高材料利用率。對于精密閉式模鍛,還減少加工余量和公差,不僅進一步提高材料利用率,而且鍛件精度比開式模鍛件高。一般材料利用率,根據鍛件形狀可以提高10%~30%,其中小內孔齒輪熱閉式模鍛件材料利用率可達95%。
閉塞模鍛可以鍛出形狀復雜、無飛邊、無或小模鍛斜度的空心鍛件,使鍛件最大限度地接近零件形狀和尺寸,從而顯著地提高材料利用率、減少切削加工工時,甚至不需要切削加工,是精密模鍛技術。另外,使得加工原先無法模鍛需要增加余塊才能模鍛的零件成為可能,例如三通管件(圖4)和彎頭的內孔采用閉塞模鍛可以將其模鍛出,極大地提高了材料利用率。大部分熱模鍛件所用材料在鍛件成本中一般約占50%~60%,甚至更高,而且近年來原材料價格上漲,給鍛造企業經營帶來困難。采用閉式模鍛提高鍛件材料利用率是企業提高經濟效益的有效手段,今后必將獲得較大發展。
2)提高鍛件精度。減少加工余量,提高鍛件尺寸精度。例如轎車變速箱齒輪熱閉式模鍛件余量僅0.6~0.8mm,省略粗機械加工工序,屬精化毛坯。另外,鍛件無飛邊,金屬流線沿鍛件外形連續分布,避免流線外露,改善鍛件組織,提高鍛件力學性能。例如流線不外露提高抗應力腐蝕性能,對于應力腐蝕敏感的鋁合金鍛件十分有利。
3)節省生產工序。由于沒有飛邊,減少切邊工序,所以既省略切邊設備,又節省操作工人。
4)減少能源消耗。由于減少了金屬消耗,故加熱和熱處理用的能源消耗降低10%~50%。由于節省切邊設備,故也節省切邊設備能耗。
5)提高力學性能。
①由于閉式模鍛時,坯料在閉式模鍛過程中處于三向壓應力狀態,可以大大提高金屬允許的變形程度,特別適于成形低塑性難變形合金的復雜形狀的鍛件,也提高了金屬塑性和鍛件力學性能。
②由于鍛件金屬流線分布合理,并保持流線完整性(沒有飛邊,金屬流線不被切斷),提高力學性能。
⑺閉式模鍛典型鍛件。
1)整體凹模閉式模鍛典型鍛件有:齒坯、軸承環和凸緣等回轉體零件。對于形狀復雜的鍛件,凡是能從凹模順利脫模的鍛件均可采用整體凹模閉式模鍛。
2)可分凹模閉式模鍛(閉塞模鍛)典型鍛件有:直齒錐齒輪(半軸齒輪和行星齒輪)、等速萬向節星形套和三銷軸以及磁極、十字軸、三通閥體和航空發動機葉盤等徑向帶支芽(凸起)的復雜精密鍛件。
