接頭系列鍛件的工藝改進(jìn)
2014-10-10 09:18:44白景富中國第一汽車股份有限公司
鍛造與沖壓 2014年23期
關(guān)鍵詞:工藝
文/白景富·中國第一汽車股份有限公司
接頭系列鍛件的工藝改進(jìn)
文/白景富·中國第一汽車股份有限公司
企業(yè)的發(fā)展離不開創(chuàng)新和改進(jìn),如何以更小的成本創(chuàng)造更大的利潤,是企業(yè)永遠(yuǎn)追求的主題。在經(jīng)濟(jì)高速發(fā)展的今天,提高材料利用率、節(jié)能降耗、改善工作環(huán)境、降低工人的勞動強度、提高工作效率和應(yīng)用新工藝等措施已勢在必行。本文以1H接頭—轉(zhuǎn)向縱拉桿為例來論述接頭系列鍛件的工藝改進(jìn)。
工藝歷史及現(xiàn)狀
1H接頭—轉(zhuǎn)向縱拉桿原來的鍛造工藝流程為:下料→天然氣加熱→1t蒸汽錘(預(yù)鍛、終鍛)→熱切邊→調(diào)質(zhì)→清理→入庫。天然氣加熱時加熱的爐內(nèi)氣氛、爐溫及加熱質(zhì)量較難控制,造成鋼材表面氧化嚴(yán)重、鍛件表面質(zhì)量差、能源消耗高和工人勞動條件差等缺點。同時,模具為整體模塊,模具費用高。
后來工藝流程更改為:下料→中頻感應(yīng)電加熱→16000kN鍛壓機(預(yù)鍛、終鍛)→熱切邊→調(diào)質(zhì)→清理→入庫。中頻感應(yīng)電加熱具有加熱速度快、爐溫控制準(zhǔn)確、加熱質(zhì)量好等優(yōu)點,解決了鋼材表面氧化嚴(yán)重、鍛件表面質(zhì)量差、能源消耗高和工人勞動條件差等問題;同時,模具也由整體模塊結(jié)構(gòu)改為鑲塊結(jié)構(gòu),模具費用比整體模塊大幅度降低,但鍛件(如圖1)仍然存在以下問題:
⑴鍛件頭部在鍛打時橫著擺放,頭部分模面有毛刺,加工定位時需避開分模面。
⑵鍛件質(zhì)量大,毛坯消耗大,材料利用率偏低。
⑶加工時鍛件單邊加工余量大,并且為斷續(xù)加工,刀具消耗高,客戶抱怨大。

圖1 鍛件簡圖
新技術(shù)的應(yīng)用及改進(jìn)
鍛造成形是現(xiàn)代制造業(yè)中的重要加工方法之一。鍛造成形的制件有其他加工方法難以達(dá)到的良好的力學(xué)性能。但目前鍛造工藝和模具設(shè)計,大多仍采用生產(chǎn)調(diào)試和類比的傳統(tǒng)方法,不僅調(diào)試時費時而且鍛件的質(zhì)量和精度很難提高。隨著有限元理論的成熟和計算機技術(shù)的飛速發(fā)展,進(jìn)行鍛壓模擬成形分析,并據(jù)此設(shè)計或改進(jìn)工藝和模具,已成為一種行之有效的手段。
FORGE模擬軟件在鍛造設(shè)計及工藝改進(jìn)中的應(yīng)用可避免由于設(shè)計或改進(jìn)失誤造成模具成本的提高和鍛件的浪費,利用FORGE模擬軟件可清晰地看出已設(shè)計或改進(jìn)模具的金屬在鍛打時的流動方向,鍛件能否充滿,是否產(chǎn)生折疊等,充分指導(dǎo)進(jìn)行模具設(shè)計或改進(jìn)。為了達(dá)到理想的充滿效果,使1H接頭—轉(zhuǎn)向縱拉桿鍛件在鍛打時頭部盡量以鐓粗的方式成形。首先要研究工藝方案如何確定,原來的預(yù)鍛只壓桿部,為了達(dá)到理想的成形方式,必須對預(yù)鍛進(jìn)行更改,經(jīng)過反復(fù)模擬,需在預(yù)鍛將頭部的坯料參與變形。模具的結(jié)構(gòu)由原來的上下模都是平面,更改為如圖2所示的模具結(jié)構(gòu)。

圖2 更改后的模具上下模
為了便于加工和減少加工余量,經(jīng)過與機加單位進(jìn)行溝通和確認(rèn),依據(jù)產(chǎn)品圖,重新確定了鍛件分模面、機械加工余量和公差、模鍛斜度、圓角半徑、鍛件圖及鍛件技術(shù)條件。將終鍛鍛打方向和鍛件結(jié)構(gòu)進(jìn)行了改變,重新設(shè)計和會簽了鍛件圖,如圖3所示。

圖3 重新設(shè)計的鍛件圖
將預(yù)鍛和終鍛的模具結(jié)構(gòu)確認(rèn)后,并將模具圖進(jìn)行重新設(shè)計。利用上述的FORGE軟件對預(yù)鍛及終鍛進(jìn)行模擬,最終的模擬結(jié)果,終鍛件成形效果理想,如圖4所示。經(jīng)過多輪鍛打及機加單位試加工,小批量生產(chǎn),批量生產(chǎn)時達(dá)到了預(yù)期目的。
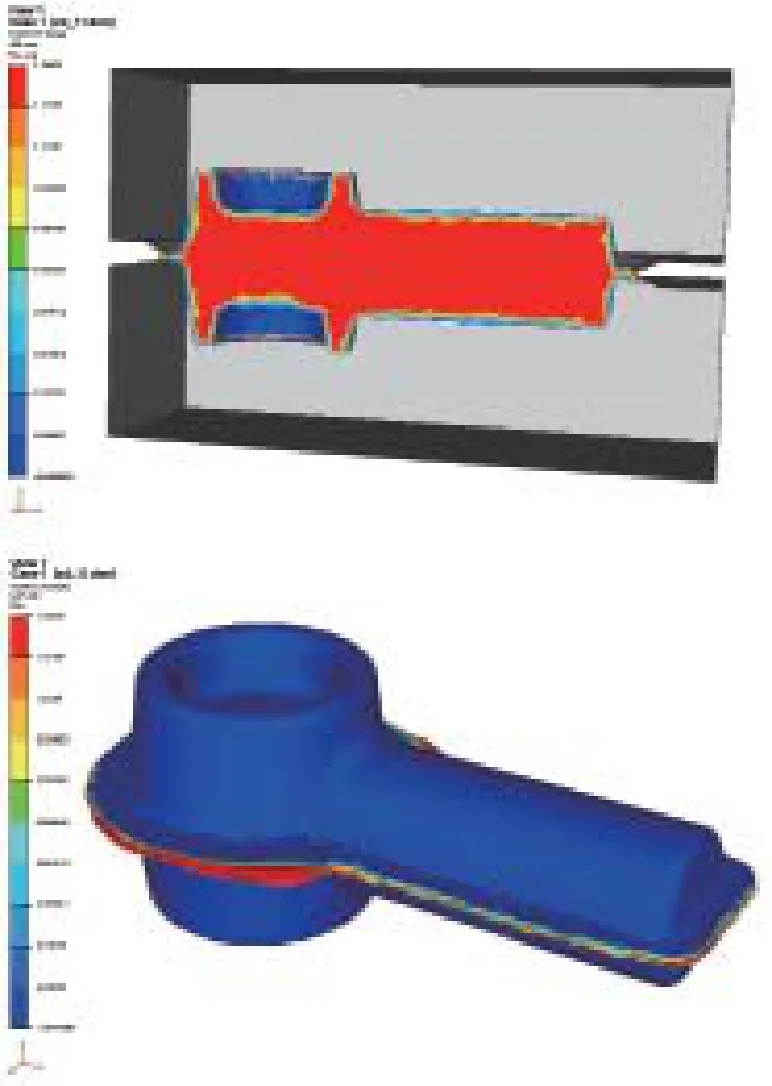
圖4 鍛件模擬結(jié)果
改進(jìn)工藝前后對比分析
⑴鍛件頭部方向立著鍛打,加工定位時不需要避開分模面,提高了工作效率。
⑵鍛件質(zhì)量減輕,毛坯消耗減少,材料利用率提高了幾個百分點。
⑶加工余量減小,減少了客戶抱怨。
⑷由圖1、3可見,鍛件在改進(jìn)前頭部上下沒有凹窩,頭部表面不平整,加工時需要先銑頭部的兩個平面,再進(jìn)行后序加工,余量大,刀具壽命低,加工時間長;產(chǎn)品中間是階梯孔,加工時需要兩次鉆孔,既浪費工時,又費刀具。改進(jìn)后的鍛件頭部上下有凹窩,頭部表面平整,加工時不需要再銑頭部的兩個平面,可直接進(jìn)行后序加工,節(jié)省了加工機床,避免了刀具損失,降低了人工成本,提高了工作效率;由于鍛件頭部上下有凹窩,加工時只需要一次鉆孔,減少了加工工序,節(jié)省了刀具費用。
經(jīng)濟(jì)、社會效益及建議
經(jīng)濟(jì)及社會效益
從改進(jìn)工藝前后對比分析可以看出,在鍛件生產(chǎn)過程中改進(jìn)后的生產(chǎn)工藝減少了原材料的損失、提高了材料利用率、減少了電能消耗,同時也減輕了工人勞動強度。對于機加工工位節(jié)省了機床加工時間,減少了維修成本;減少了加工工序,避免了刀具損耗;縮短了加工工時,降低了人工成本,生產(chǎn)效率大幅度提高。通過對系列產(chǎn)品的工藝改進(jìn),對頭部及桿部直徑大小不一的接頭系列產(chǎn)品探索出不同的工藝方案,為以后開發(fā)和改進(jìn)奠定了基礎(chǔ)。在一輛汽車上需要的遠(yuǎn)不止兩件接頭—轉(zhuǎn)向縱拉桿接頭鍛件,類似結(jié)構(gòu)的其他接頭也需要很多。所以,此次接頭系列產(chǎn)品的工藝改進(jìn)打破了幾十年的鍛造工藝和機加工工藝,無論對熱加工工位還是對冷加工工位均帶來巨大的經(jīng)濟(jì)及社會效益和深遠(yuǎn)的影響,達(dá)到了共贏,并且符合能源消耗少,材料利用率高,生產(chǎn)效率高,工序流程短的“綠色鍛造”理念,推動了企業(yè)可持續(xù)發(fā)展。
建議
相關(guān)專家試驗研究已證明35MnV非調(diào)質(zhì)鋼可以取代調(diào)質(zhì)的45鋼,用于生產(chǎn)接頭系列產(chǎn)品。與調(diào)質(zhì)的45鋼相比,用35MnV非調(diào)質(zhì)鋼生產(chǎn)接頭,取消了調(diào)質(zhì)工序,避免了淬火裂紋,降低了能源消耗,35MnV非調(diào)質(zhì)鋼也具有較好的機加工性能,在其他零部件的生產(chǎn)中已廣泛應(yīng)用。建議可在生產(chǎn)中推廣采用,節(jié)約成本,降低能耗。
結(jié)束語
根據(jù)鍛造工藝一般可以采用切邊沖孔復(fù)合模對鍛件進(jìn)行切邊和沖孔。在此次工藝更改中并沒有采用復(fù)合模:⑴鍛件的內(nèi)孔較小且上下孔不一致;⑵切邊沖孔復(fù)合模價格是簡單切邊模的三倍以上;⑶在生產(chǎn)過程中使用復(fù)合模要求操作者具有較高的調(diào)整技能,故障率高,需要經(jīng)常停工修復(fù)或更換模具,嚴(yán)重影響生產(chǎn)效率;⑷此接頭鍛件在加工時只需要一次鉆孔,所以在此次工藝更改時沒有考慮鍛件沖孔。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
