大型磁極沖片模具制造工藝改進
2014-10-12 05:56:04廣東省韶關市第二技師學院512031劉光萬
金屬加工(冷加工) 2014年12期
廣東省韶關市第二技師學院 (512031) 劉光萬
水輪發電機通常由定子、轉子、端蓋、電刷、機座及軸承等部件構成;發電機的轉子則由主軸、輪轂、輪臂、磁軛、端壓板、風扇、磁極和制動閘板等組成。
發電機轉子磁極,是在發電機主軸上安裝偶數個帶有線圈的凸臺,磁極數分為2、4、6、8、10、12、14……,其作用是產生勵磁磁場S、N。根據電磁感應定律,在發電機定子上產生感生電動勢,從而獲得電壓和電流。
因此轉子的磁極是產生磁場的主要部件,主要由磁極鐵心、勵磁線圈、阻尼繞組及鋼墊板等零部件組成,磁極固定方式通常采用螺釘、T尾結構固定在磁軛上;磁極鐵心分實心和疊片兩種結構。中、小容量高轉速水輪發電機的轉子,常采用實心磁極結構,整體鍛造或鑄造而成。而大容量水輪發電機的轉子,其磁極結構則采用疊片的形式,用磁極壓板 (見表1)和磁極鉚釘疊壓而成;磁極是水輪發電機組里重要部件,其質量要求較高,必須各極一致,才能滿足裝配要求。SF22000-12P/3600磁極沖片結構如圖1所示。
圖1 SF22000-12P/3600磁極沖片

表1 磁極壓板材料
該機組的單機容量是22000 kW,屬于大容量發電機組,因此磁極沖片的外形尺寸較大、幾何尺寸較為復雜,精度要求較高。長期以來,公司大型水輪發電機組轉子的磁極沖片都是分二次沖裁成形,這一傳統的制造工藝,需要制造2副模具;一副模具沖裁磁極的外形和5個直徑為42.31 mm的通孔。磁極沖片模裝配如圖2所示。
圖2 磁極沖片模裝配圖
圖2所示的模具采用帶導向裝置的倒裝式復合沖裁模進行裝配,凸模部分采用3個凸模拼塊拼裝組成,固定在下固定板;凹模部分則采用4個凹模拼塊組成,固定在上固板,5個φ42.31 mm孔的凸模用環氧樹脂固定在上固定板后再用螺釘緊固。下模的脫料裝置采用彈性脫料,利用彈簧頂出廢料,上模的卸料裝置采用橡膠彈性卸料+打料裝置進行卸料。
式中,t為板料厚度;L落、L孔分別為落料、沖孔時沖裁周長;τ為材料抗剪強度,查表得400 MPa。根據公司現有的沖壓設備,選用JA31-315閉式單點壓力機。
另一副模具沖裁9個φ16.36 mm的阻尼孔和與頂部圓弧相連的9個3 mm直槽,磁極阻尼孔沖模裝配如圖3所示。
圖3 磁極阻尼孔沖模
圖3所示為磁極阻尼孔沖模采用帶導向裝置的正裝式沖孔模進行裝配,下模采用2個拼塊組成,固定在下固定板上,一凹模拼塊中間加工有2個定位孔,起定位作用,另一凹模拼塊利用2個定位銷定位,沖裁3 mm直槽及9個阻尼孔,廢料通過落料孔排出。9個阻尼凸模采用環氧樹脂固定在上固定板上,采用彈性卸料。
根據公司現有的沖壓設備,選用JB21-100開式固定臺壓力機。
1.問題的提出
(1)將磁極片分二次沖裁成形,必須制造2副模具,制造成本大、生產周期長、沖制磁極片的時間長。
(2)阻尼孔與磁極沖片頂部圓弧的位置精度有誤差;即阻尼孔發生錯位現象,經檢測,位置精度誤差0.1~0.5 mm;各孔間的尺寸精度以及阻尼孔與磁極片外形的尺寸精度較差,在后續的裝配工作中,經常出現打阻尼條難的現象。
(3)由于阻尼孔的廢料是通過阻尼孔刃口→凹模→下固定板→下模座排出,為避免廢料在里面堆積產生脹形力,把凹模脹裂,因此在刃口后端10 mm以下的位置加工大1 mm,制出漏料孔,使廢料順利排出。
刃口后端擴大,連接阻尼孔與頂部圓弧的3 mm直槽,因沖裁面積小,經常在沖裁時刃口崩裂,而不得不停產維修,如果刃口崩裂現象嚴重不能維修,則整個凹模報廢,需重新投料加工和裝配,造成相當大的經濟損失和延誤了機組的生產周期。
2.問題的分析
(1)阻尼孔錯位的原因,即是頂部R1090 mm圓弧與9個阻尼孔R1078.85 mm圓弧半徑不在一個圓心上。以及阻尼孔與磁極片外形的尺寸精度差,主要是定位沒有調好,雖然可以重新調整定位釘與阻尼孔的位置,但由于阻尼孔與定位釘是在不同的兩塊拼塊上,因此測量與調整均有不同程度的誤差。
(2)連接阻尼孔與頂部圓弧的3 mm直槽部位在沖裁時刃口崩裂,主要原因是由于刃口后端擴大,凹模工作部分的強度變差;3 mm直槽的位置面積較小,所受沖裁力應力集中,當抗疲勞強度低于沖裁力時,刃口便會崩裂。要使該部位的強度加強,唯一的措施是刃口后端不能擴大。
3.模具制造工藝的改良措施
水輪發電機組制造周期長,時間緊,要想提高效率,必須在制造工藝上進一步提高,如果把磁極沖片的模具制造工藝由兩副模具合并為一副帶阻尼孔的落料、沖孔復合模,不但可以提高各孔間和各孔與外形的尺寸精度,還可以為企業降低制造成本,提高生產效率,縮短制造周期。以SF22000-12P/3600水輪發電機組的磁極沖片模具作為工藝改進的試制產品,制造工藝改良措施如下:
(1)模具的下模部分采用4件下模拼塊鑲拼而成,下模拼塊1的頂部圓弧與9個3 mm直槽以及與之相連的阻尼孔一次線切割出,阻尼孔后端不需擴大,由于是一次割出,因此保證了頂部圓弧與9個φ16.36 mm的阻尼孔圓弧半徑的同軸度和孔間的位置精度。下模裝配如圖4所示。
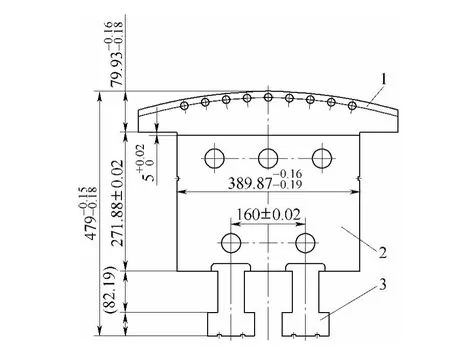
圖4 下模裝配圖
(2)上模外形采用4個拼塊鑲拼而成,用螺釘、圓柱銷和鴿尾銷固定在上固定板上,9個φ16.36 mm的阻尼孔凸模的固定方式,采用環氧樹脂來固定在上固定板上,為防止沖裁時因卸料力大而把凸模拔出,可在插入上固定板的凸模固定端部位開兩條4 mm×1.5 mm左右的槽,使凸模粘結更牢固。5個φ42.31 mm孔的凸模用環氧樹脂固定在上固定板后再用螺釘緊固,上模裝配如圖5所示。
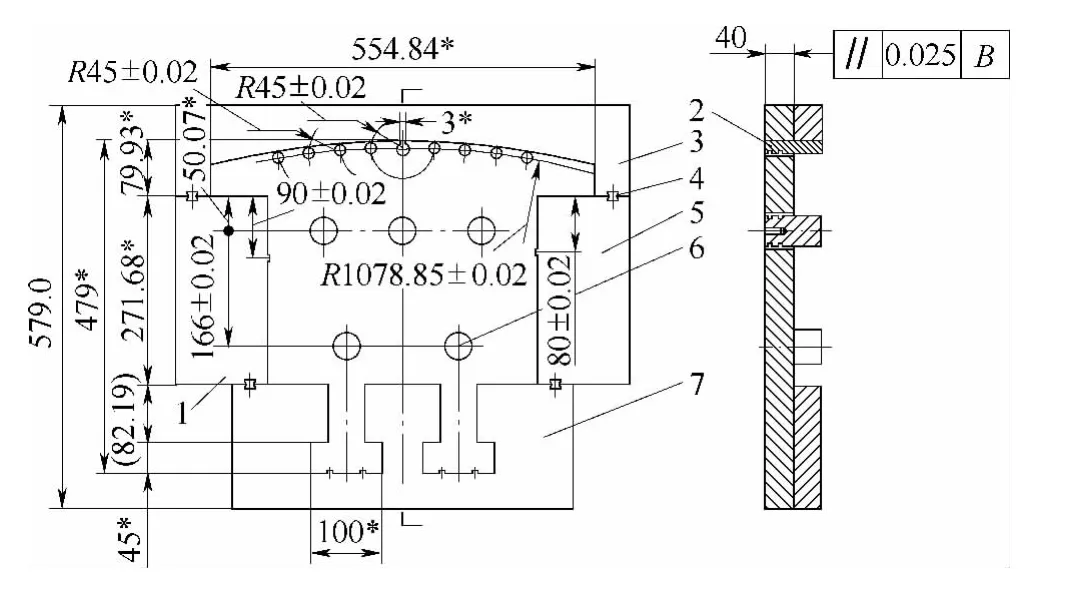
圖5 上模裝配圖
(3)中間5個φ42.31 mm孔的廢料可沿著下模座排出。卸料時,由于頂部圓弧與9個3 mm直槽和φ16.36 mm的阻尼孔相連,因此9個φ16.36 mm的阻尼孔廢料必須要和周邊廢料一同卸出,周邊廢料可以通過卸料板利用彈簧彈性卸料頂出,但與頂部圓弧廢料相連的9個阻尼孔廢料卻仍卡在阻尼孔中,無法自行彈出。經分析,要使之與周邊廢料同步彈起,必須要在9個阻尼孔下面也設置彈頂裝置。因此,9個阻尼孔的卸料裝置作了如下改進:
在與6個阻尼孔相對應的下模座上開一條長×寬×深為400 mm×40 mm×45 mm的封閉槽。裝配前,槽里面放入一條390 mm×35 mm×35 mm的橡膠,橡膠上面裝入一條經表面淬火處理396 mm×38 mm×10 mm的45鋼板,由下固定板壓緊裝配。阻尼孔廢料彈頂裝置如圖6所示。
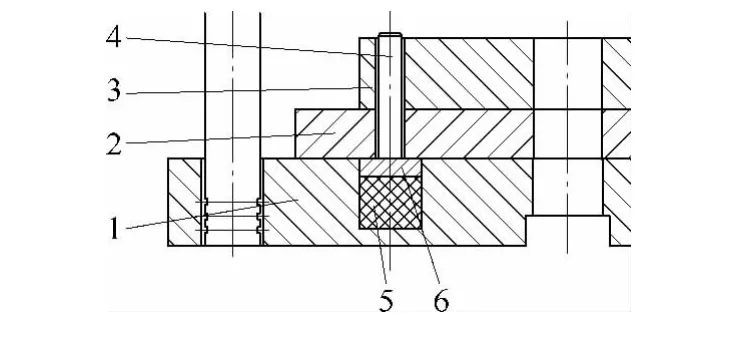
圖6 阻尼孔廢料彈頂裝置
車削9件φ16 mm的頂料桿,材料:45鋼,頂料桿兩頭需進行表面淬火處理。
頂料桿的長度可按下式計算

式中,t1為下模拼塊1的厚度;t2為下固定板的厚度。
經計算卡在阻尼孔的廢料頂出所需的力

橡膠彈力計算公式如下

式中,S為橡膠的橫截面積;q為橡膠的單位彈力,q=72.52 N/cm2。
橡膠彈力F>頂件力F頂;所以卡在阻尼孔的廢料能被頂出。
(4)裝配好的模具如圖7所示。
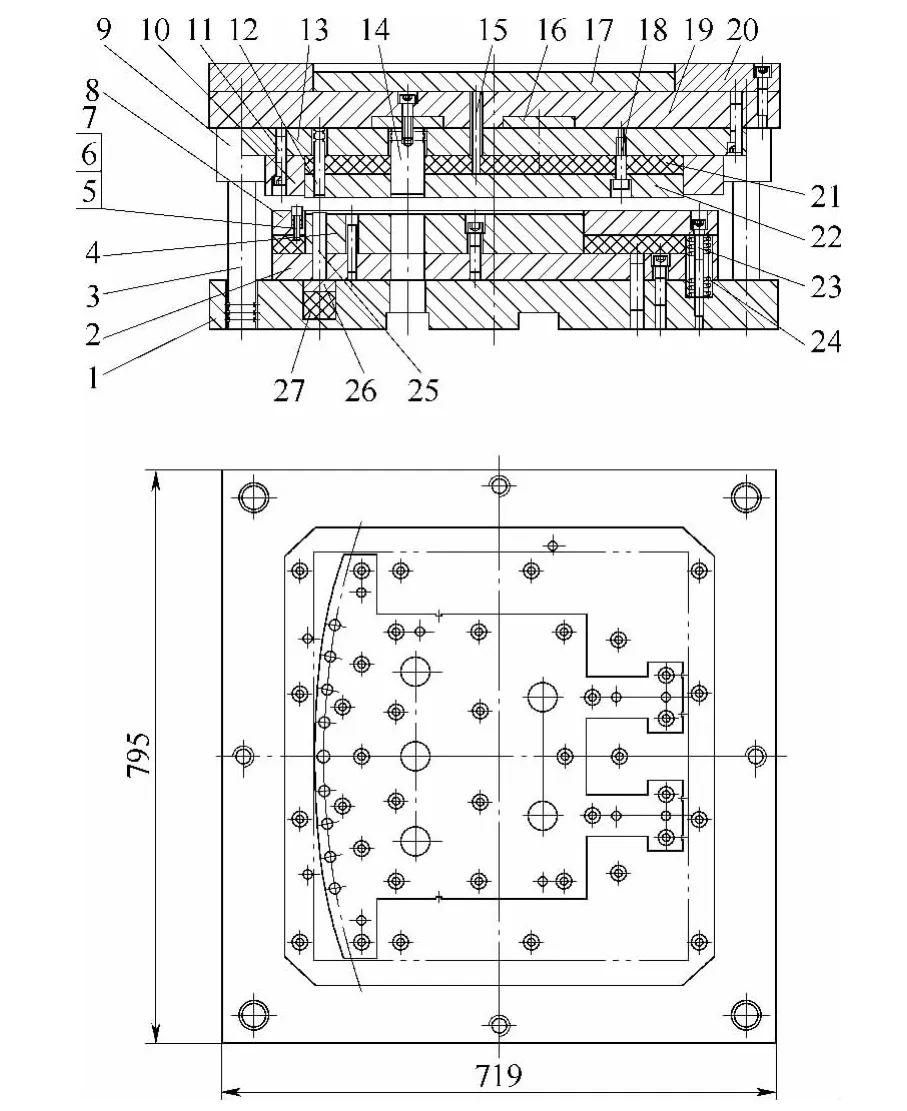
圖7 磁極沖片模裝配圖


選用JA31-315閉式單點壓力機依然能滿足一次沖裁所需的沖裁力。
4.效果分析
(1)經過對磁極沖片沖模制造工藝的改進,試沖制件經檢驗,9個阻尼孔與磁極沖片頂部圓弧的位置精度在0.02 mm公差范圍內,沒有發現阻尼孔錯位的現象;各孔間的尺寸精度在公差范圍內。
(2)阻尼孔由于使用了頂料桿推出廢料,刃口后端不需制出漏料孔,因此凹模工作部分的強度得到加強,2臺機組共18000片的磁極沖片沖裁完畢后,3 mm直槽刃口部分也沒有出現崩裂的現象。
(3)把原需2副模具沖裁成形的磁極片改為用一副模具一次沖裁成形:①就工藝方面而言,各孔的相對位置、孔與外形的尺寸精度得到保證,為下一道的裝配工序奠定了良好的基礎。在保證了磁極片精度的前提下,還大大提高模具的使用壽命。②就經濟效益而言,節省了一副磁極阻尼孔沖模模具的材料費用、加工費用;節省了該工步的沖裁時間、生產加工工時;節省了兩道工序之間轉運和理片的工序,減少了對壓力機設備的使用和操作工人的數量;減少了該副模具的維修費用等。
目前設計的模具壽命可沖制15臺機組,以SF22000-12P/3600水輪發電機組磁極沖片為例,單臺機組的磁極片數量為9000件/臺,生產15臺磁極沖片的沖制費用按平均180片/h,綜合折算20元/h,比較新、舊兩種模具制造工藝的制造成本和時間及經濟效益 (見表2、表3)。

表2 傳統工藝的制造成本和時間

表3 新工藝的制造成本和時間
由表2、表3可以看出,用新工藝制造一副磁極沖片模比用傳統工藝制造2副磁極沖片模的制造費用減少了22500元;制造工時減少了450 h,維修費用少了1350元,沖制費用減少了15960元,沖制工時節省了750 h,且無轉運理片工時。
公司一年生產此類型模具在6副左右,則僅在模具的制造費用上就將節約135000元,制造工時將節省2700 h,維修費用將減少8100元,在沖制過程中產生的經濟效益按9000件/臺計算,沖制費用將減少95760元,沖制工時將減少4500 h。
在大、中型水輪發電機磁極沖片模具中使用這種一次沖裁成形的工藝方法,磁極片的質量可靠,經濟效益顯著,且適用性強,可在今后各類水輪發電機中的磁極沖片模具生產推廣使用。
