銑葉片背弧型面的可調整液壓夾具
2014-12-02 01:36:02杭州汽輪機股份有限公司浙江310022李榮慶葉麗偉孟慶欣
金屬加工(冷加工) 2014年12期
杭州汽輪機股份有限公司 (浙江 310022) 李榮慶 葉麗偉 孟慶欣
為適應汽輪機調節級動葉片背弧型面的加工需要,我公司自主設計了銑葉片背弧型面的可調整液壓夾具,這種夾具除剛性好、夾緊安全和可靠外,還具有裝卸迅速、工作效率高和操作方便省力等特點,其具體情況如下。
1.調節級動葉片結構特點及型面技術要求
調節級動葉片如圖1 所示。其結構形式為:叉型葉根、葉片汽道為直葉型(等截面)和整體圍帶。葉片的長度尺寸、寬度尺寸、葉型的位置尺寸、厚度等尺寸、內徑向角度及安裝角度因葉片種類的不同會有變化,汽道型面因葉片種類不同也會有變化,葉片的內徑向角度θ 變化比較多,但是不會超過4°,汽道的幾何精度和位置精度都有比較高的要求。
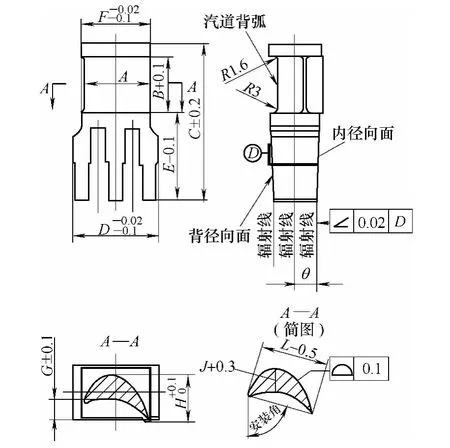
圖1
2.夾具的設計
為適應調節級動葉片因種類不同,相關尺寸和徑向角度變化較多的特點,夾具的設計應考慮在長度、寬度和內徑向角度方面能夠調整,定位墊塊采用框架式,應根據葉片的種類分別設計,供不同的葉片使用,夾具設計應考慮葉片的裝夾要方便、快速、省力,定位要可靠,夾具角度的調整既要方便還要保證精確度,角度調整范圍不要過大,在±2°范圍內。夾具底座與夾具回轉體的接觸面采用弧形配合,采用螺桿和螺母十字接頭聯接,使夾具回轉體圍繞夾具圓心旋轉,角度的調整按正弦原理設計,定位銷到回轉體中心數值和定位銷中心到靠尺接觸面都為整數,以方便計算塊規的數值,這種方法能夠滿足葉片所需要的徑向角度。夾具采用液壓夾緊,以提高裝夾效率和減輕操作工的勞動強度。夾具的設計要考慮自身的可靠性,在使用過程中要能夠確保葉片型面加工的幾何精度和位置精度。
3.工作原理
(1)夾具的基本結構及特點(見圖2):該夾具為單件裝夾夾具,根據工藝要求選用與該品種調節級葉片相適應的圍帶墊塊12 和根部墊塊17 備用,把選好的墊塊安裝在定位梁11 上部的定位槽里,尺寸距離按葉片尺寸B 進行調整,距離調好后用螺釘固定。夾具回轉體10 按葉片徑向角度進行調整,定位梁11 的上部表面已制造出2°的角度,該角度是內徑向面角度θ 的平均值,因此夾具回轉體10 需要轉動的范圍比較小。夾具回轉體10 通過調節螺桿22 和螺母十字接頭21 可作適當旋轉,并通過墊圈和螺栓固定在夾具底座9 上。夾具回轉體的轉動范圍為±2°,目前可以滿足葉片內徑向面角度θ 在1°~4°之間角度變化的需要。
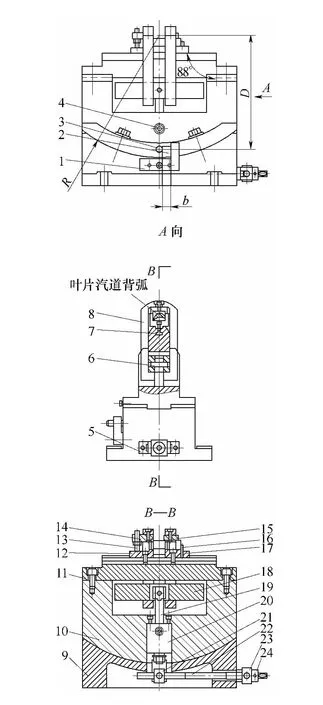
圖2
(2)夾具的液壓部件及壓緊方式:該夾具選用的是空心液壓缸20,工作壓力約2500 N/cm2,活塞面積為14.7 cm2,壓緊力為36750 N,使用時還可以通過液壓泵來調節工作壓力的大小。拉桿19 裝入空心液壓缸20 活塞的孔里并通過螺母固定,壓桿18 與拉桿19 以及圓柱銷6 聯接在一起,當液壓缸20 工作時,活塞向下升出帶動拉桿19 和壓桿18 還有壓圈8以及圍帶壓塊14 和根部壓塊15 一起向下運動將葉片壓緊。
(3)葉片的定位方式(見圖2):定位梁11 裝入夾具回轉體10 上部兩端的定位槽里并通過內六角頭螺釘固定,圍帶墊塊12 和根部墊塊17 裝入定位梁11 上部的定位槽里,并通過T 形滑塊7 用內六角頭螺釘固定,將葉片內徑向面朝下裝入前后兩個方框形狀的墊塊里,葉片內徑向面與墊塊上部表面接觸,葉根前端面與裝在根部墊塊17 里的定位銷16 外圓表面接觸。
4.夾具應用
將夾具固定在數控機床工作臺上,第一步將選好的墊塊裝入定位梁11 上部的定位槽里并調整好墊塊之間的距離,然后用螺釘固定,把圍帶壓塊14 和根部壓塊15 裝在壓圈上部用螺釘固定,圍帶壓塊14上的緊定螺釘13 作適當的調整,然后用螺母擰緊固定;第二步調整夾具回轉體的角度,根據該葉片的徑向角度,按正弦原理計算出所需要的塊規尺寸。計算公式為

式中,b 為塊規尺寸;D 為定位銷到回轉圓心的距離;θ 為內徑向面角度;b1為夾具沒轉角度時的塊規值。
將選好的塊規2 放入定位銷3 和靠尺1 之間,通過轉動調節螺桿22 使夾具回轉體10 轉動,當定位銷3 和塊規2 以及靠尺1 全部緊密接觸后用螺栓固定夾具回轉體10;第三步將液壓泵的高壓軟管接頭與夾具上的快換接頭4 聯接,把葉片放進定位梁11 上部的框形墊塊里并確認準確定位后,把兩個壓圈8 及壓塊分別移到葉根部位和圍帶部位,按下液壓泵開關的起動按鈕,壓力油通過接頭進入液壓缸20,使活塞向下升出并通過拉桿19 和壓桿18 頂住壓圈8 的底部,壓圈跟著向下運動,從而使圍帶壓塊14 和根部壓塊15 壓緊葉片。壓緊后可以開動機床進行汽道背弧型面的加工,加工完成后按動液壓泵開關的卸荷按鈕,液壓缸活塞復位,即松開工件。
5.結語
該夾具的設計滿足了各種調節級動葉片背弧型面加工的基本條件,設計是合理的。夾具的創新設計在很大程度上提高了夾具性能,提高了加工效率,降低了成本,減輕了操作工人的勞動強度。
