數控車床螺紋加工調節實用方法
2014-10-12 05:55:46四川德陽東方電機股份有限公司618000
金屬加工(冷加工) 2014年1期
關鍵詞:數控車床
四川德陽東方電機股份有限公司 (618000) 劉 斌
1.數控車床螺紋加工現狀及局限性
近年來數控機床應用逐漸普及,數控機床能完成很多普通機床難以完成,或者根本不能完成的復雜型面零件的加工,而且可以提高零件的加工精度,穩定產品的質量,提高生產率。但是,在數控車床螺紋加工技術實際應用中,由于數控車床取消了絲杠的設計應用,卻存在了很多不如普通車床實際加工方便的地方。例如數控車床車削螺紋時只能一次成形,車削過程中不能象普通車床一樣隨意改變轉速,否則螺紋就要亂扣,就算是螺紋切削由于轉速選擇不當造成加工螺紋時發顫也不能改變轉速;另外,還有螺紋工件一但卸下機床就不能再上數控車床修調加工了,因而存在很多不方便的地方。
2.數控車床螺紋加工切削原理分析
能不能找到一種克服數控車床這種加工不足的方法呢?經過仔細觀察分析,發現數控車床螺紋加工時是由主軸上的位置編碼器與主軸轉速同步來加工螺紋的,為什么在加工中改變主軸轉速螺紋要亂扣呢?通常,螺紋切削是沿著同樣的刀具軌跡從粗切到精切重復進行的。因為螺紋切削是在主軸上的位置編碼器輸出一轉信號時開始的,所以螺紋切削是從固定點開始且刀具在工件上的軌跡不變而重復切削螺紋。由于螺紋切入時系統有一個響應時間,而在同一個響應時間內,主軸的速度快慢不同,切入的角度也就不同,因而主軸速度從粗切到精切必須保持恒定,否則螺紋亂扣。
3.利用原理公式進行加工螺紋調整
經過觀察所得,決定立一個公式來解決這個加工難題。進行多次認真分析思考,要解決亂扣,就必須要準確知道轉速改變后和改變前的螺紋牙距差。設改變前轉速為S1,改變后轉速為S2,單位響應時間為t,螺距為P,那么在單位響應時間內轉角R1=S1t/60(轉);R2=S2t/60(轉);其轉角差R=R2-R1,由于螺距P是預先知道的值,因此得出公式:牙距差ΔZ=P(S2-S1)t/60。從公式中不難看出,只要知道所加工的螺紋螺距和系統響應時間就能知道牙距差,通過補償牙距差就能使轉速改變前與改變后的螺紋切入點重合,從而避免螺紋亂扣 (見附圖)。
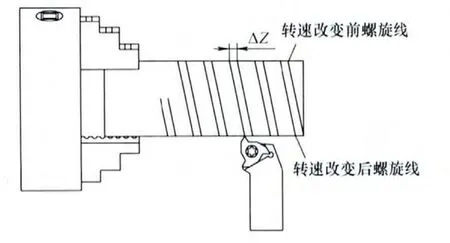
螺紋螺距示意圖
有了公式后,在數控FANUC0i-620車床上進行實際檢驗,先測試系統響應時間t:使用G92螺紋切削循環方式在試件上車削一個螺距6mm、深0.2mm的螺旋線,在程序不變的情況下,提高轉速100r/min,然后再執行程序,這時,試件上將產生一個亂扣的螺旋線,用卡尺測出兩條螺旋線之間的間距值ΔZ,通過公式ΔZ=P(S2-S1)t/60求出系統的響應時間t=0.055s;把系統響應時間t代入公式就求出此機床的補償牙距差ΔZ。通過多次測試,使用補償牙距差 ΔZ加工螺紋,轉速變化在20~800r/min的范圍內都有效,得出ΔZ為正值時,Z軸補償向負向補償;得出ΔZ為負值時,Z軸補償向正向補償,也可利用宏程序在程序內事先輸入轉速變化后的Z軸調整值,使程序能夠完整加工,因此驗證所利用公式ΔZ=P(S2-S1)t/60有效。同時,需要注意的是,由于每個機床廠家不同,所生產機床系統響應時間不同,因此事先必須按照以上方法測試出系統響應時間,才能利用公式任意改變轉速加工螺紋。
4.結語
采用螺紋牙距補償公式ΔZ=P(S2-S1)t/60的應用,可以在加工螺紋時使用大范圍的轉速變化;可以任意加減速轉速;改變切削參數,及時修調螺紋,從而避免了螺紋加工時不能修調切削參數的弊端,提高了加工工件的質量。同時,在螺紋加工件重新上機床后,先使用幾十轉低速校正螺紋刀,再提高轉速進行螺紋切削,很好地解決了數控車床螺紋加工件重新上機床的返修加工難題,有力地取代了普通機床加工螺紋的優勢,為數控車床螺紋加工調節提供了一種簡單實用的方法。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
