多R砂輪的修磨
2014-10-12 05:55:48山東光岳轉向節有限責任公司聊城252000楊寶亮呂建魁
金屬加工(冷加工) 2014年1期
關鍵詞:模型
山東光岳轉向節有限責任公司 (聊城 252000) 楊寶亮 呂建魁
我公司接到某型轉向節的試制任務,要求大徑與盤面為雙R相切過渡。由于車間磨床為普通外圓磨床,于是如何實現雙R砂輪的修磨成為主要難題。通過查閱,數控磨床可解決該難題,但價格不菲。為了順利完成任務,同時兼顧加工成本,車間生產小組積極研討、集思廣益終于完成多R砂輪刃磨機的研發試制工作。
1.工件圖樣分析
(1)工件局部圖樣如圖1所示,由圖可知,盤面與R8mm、R8mm與R20mm、R20mm與軸頸依次相切過渡。
(2)經研究,修磨雙R砂輪可采用仿形的原理實現。如圖2所示。
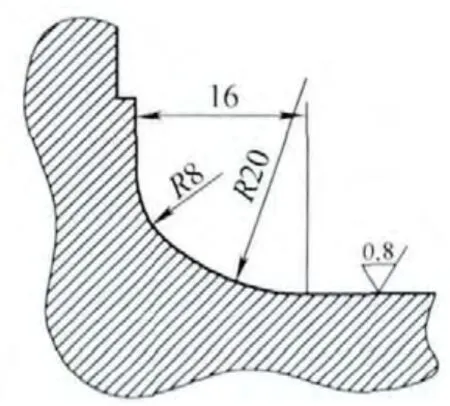
圖1 零件局部

圖2 原理結構簡圖
砂輪和模型塊固定在床身上,金剛石筆總成隨滑臺移動。當滾輪沿模型塊表面滾動時,金剛石筆總成做仿形運動。
2.技術攻關階段
試制中發現,實際刀尖軌跡與理論刀尖軌跡不符。由于金剛石筆刀尖點到滾輪頂點的距離為定值,于是刀尖點的軌跡可用滾輪頂點的軌跡間接描述。如圖3所示。
初步分析,一是由于滾輪自身直徑,導致理論刀尖軌跡與標準模型外形線存在滾輪直徑偏差;二是實際刀尖點始終為滾輪最高點,導致理論刀尖軌跡與實際刀尖軌跡分別在 X、Y方向存在刀尖偏移偏差。刀尖偏移偏差分析如圖4所示。
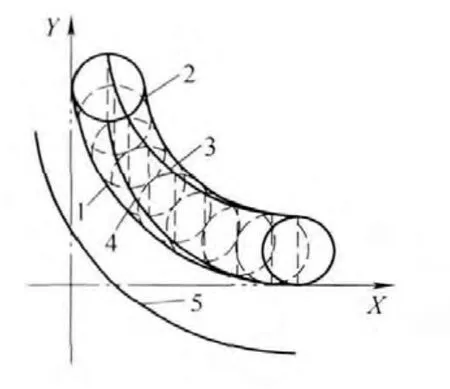
圖3 刀尖軌跡圖
當滾輪沿模型塊表面滾動時,兩者接觸點O將從A點向B點連續變動,理論刀尖點O'應從E點向F點同步移動。由于結構特點實際刀尖點一直固定在E點不動,導致實際刀尖點與理論刀尖點在X、Y方向存在偏差L、H。經推導,L、H與夾角a存在如下函數關系
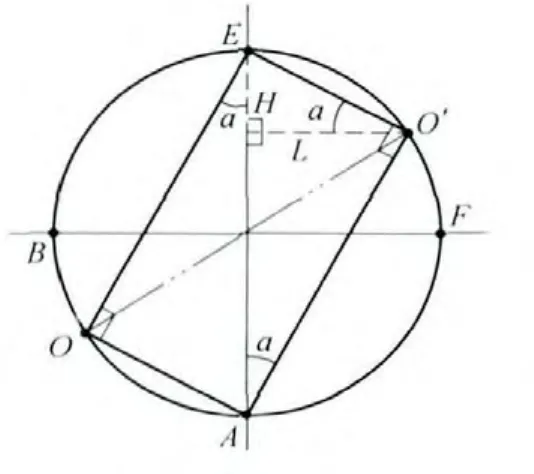
圖4 刀尖點變化圖

式中,D為滾輪直徑。
針對L、H,擬采取對應補償的方式彌補偏差。由于所有軌跡線均依附于模型塊產生,為了彌補滾輪直徑偏差和刀尖偏移偏差,可通過修改模型塊間接補償偏差問題。坐標關系如下:

3.模型塊加工階段
由于雙R曲線無唯一數學模型可表達,擬采用微分方法,把雙R曲線細分成N段直線,然后采用數控設備逐段擬合加工。由圖5可知,∠a=2∠b,雙R曲線坐標如圖6所示。

圖5 角度分析圖
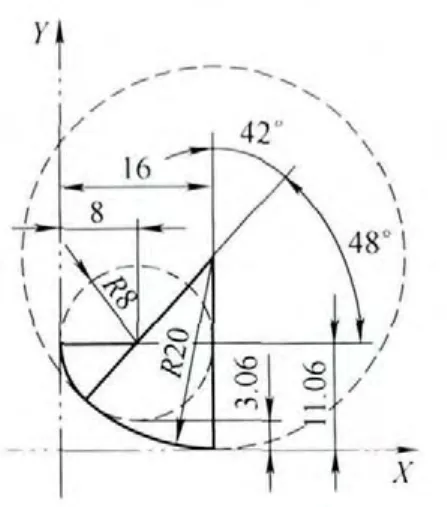
圖6
由于曲線自身特點,易采用宏程序進行編程。宏程序如下:
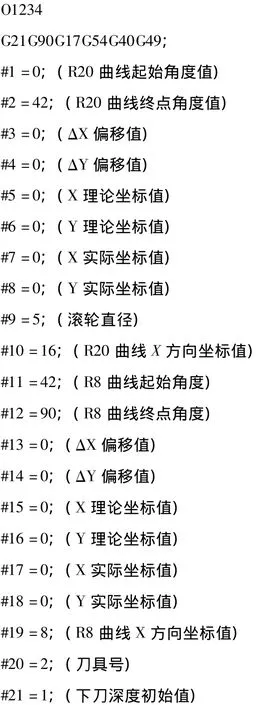
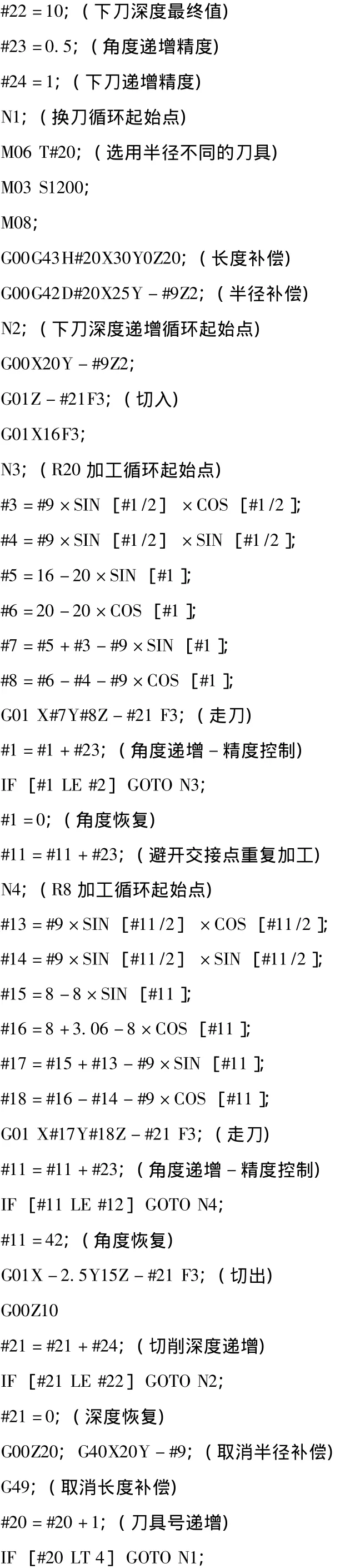
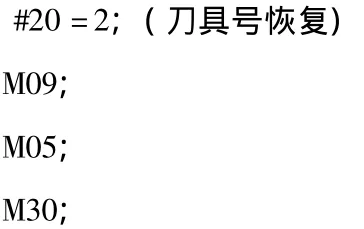
以上程序僅用于加工雙R的模型,可通過多次增加循環體N3或N4,來完成多R模型塊的加工。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
