英格索爾助您解決曲軸加工的各種難題
2014-10-12 05:55:50伊斯卡刀具國際貿易上海有限公司北京100004易逢春
金屬加工(冷加工) 2014年1期
伊斯卡刀具國際貿易 (上海)有限公司 (北京 100004) 易逢春
英格索爾在設計制造曲軸加工刀具方面擁有豐富的經驗,其針對這一行業設計非標刀具的經驗可追溯到許多年前;這種經驗的沉淀,也使英格索爾可靈活應對不同的曲軸產品加工方式,提供完美的全套刀具方案。
從一開始,曲軸加工便是發動機制造業的關鍵。隨著發動機轉速增加,對曲軸進一步提出了更高的公差要求和動平衡方面的需求。之后,隨著渦輪增壓器的誕生,需要采用高強度的材料來制作曲軸。上述進展都大大增加了曲軸加工中對切削刀具的需求。
曲軸加工難題一方面涉及到因曲軸的多種應用,而產生了不同尺寸規格的曲軸部件。從能源工業長260mm的單氣缸曲軸;到汽車、卡車用曲軸;再到船用柴油機用長度約為12600mm的曲軸,英格索爾均能實現其加工。刀具直徑的設計也依據被加工工件的不同尺寸規格而變化,從最小直徑為230mm的能源工業用曲軸內銑刀 (見圖1),到最大直徑為6500mm的船用柴油機曲軸外銑刀 (見圖2),英格索爾不同尺寸的產品滿足各種加工需求。
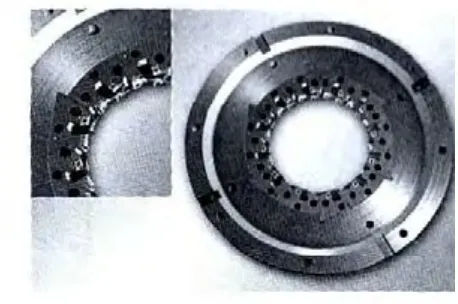
圖1 內銑刀
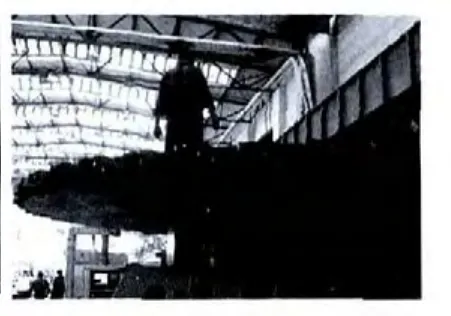
圖2 外銑刀
英格索爾攻克加工難題的另一方面,體現于公司在曲軸加工能力上,能提供適用于多種加工方法的刀具——從內銑刀到外銑刀,再到車車拉刀具。
連桿頸、主軸頸、法蘭端以及小頭端的加工方法,也在過去的幾十年中不斷發展。當曲軸最初開始大批量生產時,其軸頸的加工方式僅為車削。在20世紀的中葉,圓周銑削加工方式越來越普及;隨著新的加工方式的出現,所有的獲取短切屑的加工方式被合并至銑床上,成為完整的生產線,收獲了更高的效率。
約在1990年,車車拉刀具首次在曲軸加工中實施 (見圖3)。此加工方法,具有柔性化更高,加工精度更高的特點,同時更加符合軸承運動方式。在現代的曲軸加工的實際應用中,所有上述加工方法都有其用武之地,每種加工方式都有其自身一套詳解。曲軸連桿頸加工可采用內銑或外銑的方式。此部位不適合采用車削加工方式,因曲軸的夾持中心線與連桿頸中心線不重合;若采用車削加工,中心線不重合將嚴重影響切削速度。
車車拉加工方式可用于加工法蘭端和小頭端。有時,用于加工帶不同軸寬,不同軸間尺寸的主軸頸。

圖3 “銑削”及“車車拉”
英格索爾曲軸加工能力的全面性還反映在被加工曲軸的規格及加工方式上。多種刀具可選方案結合多年的經驗,確保英格索爾能為您提供所有曲軸加工任務的合適的通過實踐驗證的解決方案。
