430不銹鋼連續澆鑄過程連鑄坯等軸晶率的變化規律
2014-10-13 03:15:22王志軍
河南冶金 2014年4期
關鍵詞:不銹鋼
王志軍
(山西太鋼不銹鋼股份有限公司)
0 前言
隨著國際和國內市場鎳價的持續波動,國內不銹鋼市場以鉻代鎳呈現出增長趨勢,其中430鐵素體不銹鋼的需求增長最快。430不銹鋼作為高等級用途的不銹鋼,多用于裝飾、廚具、造幣等行業。430不銹鋼制品對材質表面質量的要求十分苛刻,實際使用過程中,經常出現制品表面起皺的缺陷,導致廢品率加大。430不銹鋼鉻含量大于16%,在凝固時不發生相變,一直保持著鐵素體的組織結構,晶粒長大過程中無相變對柱狀晶起阻礙作用,從而造成其柱狀晶比較發達,等軸晶比例偏低。生產實際和試驗結果已經表明,提高430不銹鋼連鑄坯等軸晶率是改善430不銹鋼制品表面起皺現象的關鍵[1-2]。筆者通過對430不銹鋼連續澆鑄過程中連鑄坯等軸晶率變化規律的探討,對澆鑄過程中爐次之間的變化因素進行了分析,最終根據分析結果提出了優化其工藝的方法,以期有助于實現連續澆鑄過程中連鑄坯等軸晶率的整體提高,最終大幅度減少430不銹鋼制品表面起皺缺陷。
1 連鑄坯等軸晶率的測試及計算
在430不銹鋼連鑄坯沿厚度方向上截取低倍試樣(試樣規格:200 mm(厚)×1260 mm(寬)×80 mm(長)),然后將截面用萬能數控銑床拋光后作為等軸晶檢驗面,并在鹽酸池酸蝕2 h后使試樣的檢驗面晶粒顯現,完成試樣制作。等軸晶區域和測量點如圖1、圖2所示。
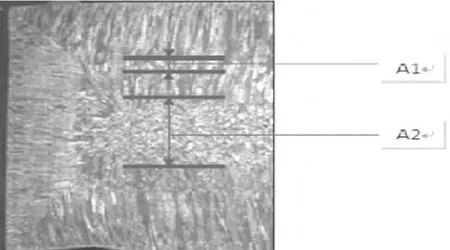
圖1 等軸晶區域
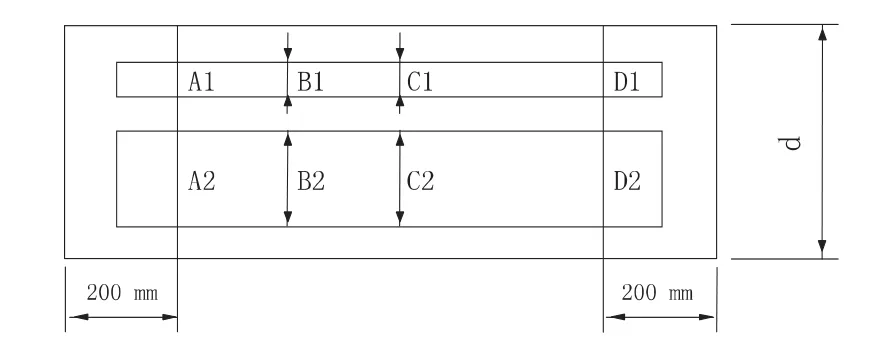
圖2 等軸晶測量點示意圖
在截取的低倍試樣上,依據圖2所示位置分別測量各點的等軸晶厚度,代入下面推薦公式進行等軸晶率計算:
等軸晶率(%)=(((A1+B1+C1+D1)+(A2+B2+C2+D2))/4)/d×100%
其中:A1、B1、C1、D1——等軸晶窄區寬度;
A2、B2、C2、D2——等軸晶寬區寬度;
A、D——距離連鑄坯邊部200 mm的測量點;
B、C——A、D兩測量點之間的任意兩測量點;
d——理論連鑄坯厚度。
2 試驗
2.1 試驗材料
試驗采用某鋼鐵公司煉鋼廠以恒定澆鑄工藝生產的430不銹鋼連澆一個中包連鑄坯,并以其等軸晶率變化情況為研究對象。本次澆鑄為六連澆。其化學成分見表1。
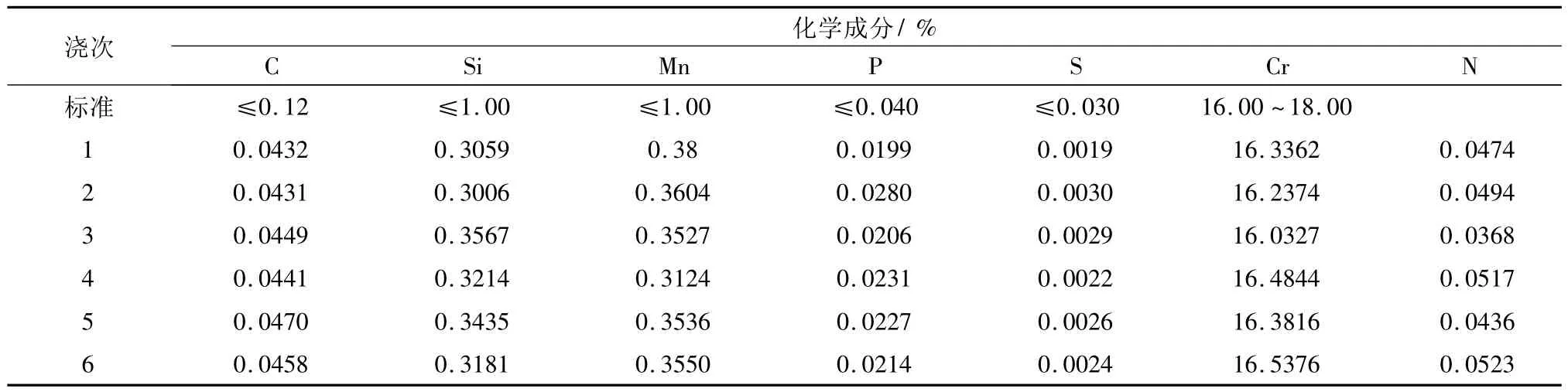
表1 主要化學成分
2.2 試驗方法
本次試驗的等軸晶率測量采取連鑄一個中包,在第1爐取第1塊鑄坯頭、尾部的低倍試樣;在最后1爐取倒數第1塊鑄坯頭、尾部的低倍試樣;中間爐次取本爐第3塊鑄坯頭部的低倍試樣。通過對連澆爐次過程中的參數變化分析連鑄坯等軸晶率在連鑄過程中的變化,并對爐次之間僅有的化學成分和過熱度的變化對連鑄坯等軸晶率的影響進行分析。
3 試驗結果及討論
3.1 連續澆鑄工藝對連鑄坯等軸晶率的影響
試驗澆次在澆鑄過程中采用恒拉速,固定電磁攪拌模式,相同輕壓下以及一冷水模式。依據取樣方法換算為澆鑄長度,并對應澆鑄爐次,計算出相應的等軸晶率。通過對430不銹鋼連續澆鑄過程中不同澆鑄連鑄坯長度的取樣,測量其對應的等軸晶寬度,并計算出連鑄過程中等軸晶率的數值,其變化曲線如圖3所示。

圖3 連鑄過程等軸晶率變化
將連鑄澆次開澆與停澆時期的澆鑄連鑄坯剔除,一個中包連鑄澆鑄過程除受爐次成分與過熱度影響外,連鑄工藝參數恒定,連鑄坯等軸晶率無顯著變化。但隨著澆次的增加連鑄機本身冷卻效率略有降低,逐漸縮小了連鑄坯內外的溫度梯度,從而使連鑄坯等軸晶率隨澆鑄長度的增加呈現出提高趨勢。
中包澆次開澆,第一爐第1塊連鑄頭端開澆后受設備吸熱以及低速強冷的影響造成過熱度過低。由于鋼液的粘度大,造成電磁攪拌效率低,表現為二次柱狀晶增長較大,等軸晶寬區較寬而窄區較窄。當拉速升到目標拉速后二冷比水量減弱,過熱度升高而鋼液粘度降低,電磁攪拌效率得到了提高,等軸晶率達到了本爐次的最大值。
中包澆次最后一爐尾坯尾端由于中包鋼水量逐漸減少,造成過熱度降低,而連鑄機本身達到澆次的最高溫度,減少了連鑄坯內外的溫度梯度,從而使末期連鑄坯窄區與寬區的等軸晶率達到了本爐次的最大值。隨著澆次結束,連鑄降速封頂,坯尾急速冷卻又造成了連鑄坯等軸晶寬區與窄區同時變小。
3.2 化學成分對連鑄坯等軸晶率的影響
430不銹鋼中的C和N兩元素是影響連鑄坯等軸晶率的主要元素,這已為許多文獻[2-4]所證實。為此重點將成品[C]+[N]%含量與連鑄坯等軸晶率之間的關系作為研究對象。試驗結果表明澆鑄爐次成品[C]+[N]%含量與連鑄坯等軸晶率之間呈正相關關系,這一事實與相關的研究結果相一致。[C]+[N]%含量與連鑄坯等軸晶率之間的變化關系如圖4所示。
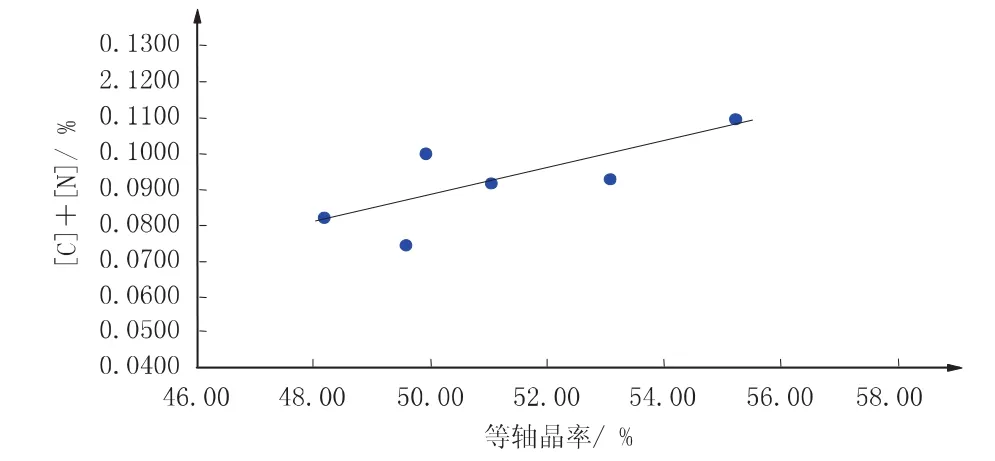
圖4 [C]+[N]%對連鑄坯等軸晶率的影響
在不銹鋼中C和N兩元素都是強奧氏體形成元素,隨著鋼中[C]+[N]%含量的增加,γ奧氏體區域擴大,則連鑄坯凝固時有可能發生α→γ相變,并起到阻礙柱狀晶長大的作用,從而使等軸晶數量得到增加。因此,適當增加430不銹鋼中[C]+[N]%含量對提高連鑄坯等軸晶率是有益的。
但某鋼鐵公司多年的生產實際也表明,鐵素體不銹鋼中[C]+[N]%含量的增加會對鋼材的耐蝕性能和焊接性能造成影響,因此,為了提高430鐵素體不銹鋼連鑄坯的等軸晶率,是否需要增加鋼中[C]+[N]%含量必須綜合考慮各方面的影響因素。
3.3 過熱度對連鑄坯等軸晶率的影響
過熱度是中包溫度與鋼種液相線溫度之間的差值。試驗澆鑄爐次過熱度與連鑄坯等軸晶率之間亦呈正相關關系。即隨著中包過熱度的逐漸減小,430不銹鋼低倍組織中的等軸晶率逐漸提高。過熱度對連鑄坯等軸晶率的影響如圖5所示。
根據成分過冷理論,固液交界面前沿存在一個溶質富集層[5]。過熱度越小,鋼水中的溫度梯度也越小,成分過冷區將逐漸擴大,固液交界面前沿的溶質富集層會不斷析出新的晶核,其不斷長大并阻止柱狀晶向連鑄坯內生長,從而形成等軸晶區域。因此,在保證連澆順利的前提下,降低過熱度有利于連鑄坯等軸晶率的提高。
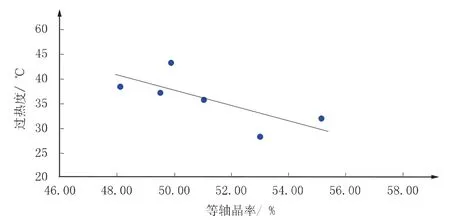
圖5 過熱度對連鑄坯等軸晶率的影響
3 結論
1)在相同連鑄工藝下,430不銹鋼連澆過程中不同爐次之間的連鑄坯等軸晶率變化不顯著。
2)在同一中包澆鑄過程中,430不銹鋼連鑄頭坯和尾坯等軸晶率受連鑄開澆和停澆工藝的影響,連鑄坯縱向等軸晶率呈現出不均勻特性。
3)提高鋼中[C]+[N]%含量對430不銹鋼連鑄坯等軸晶區域的擴展是有益的,但必須在滿足鋼種性能的前提條件下綜合考慮。
4)降低430不銹鋼澆鑄過程中的過熱度亦能提高連鑄坯等軸晶率,但應慎重,應根據連鑄澆鑄過程中的多次實踐適當降低過熱度。
[1] 馮兵,陳興潤,王建澤.連鑄工藝參數對430鐵素體不銹鋼等軸晶率的影響[J].鑄造,2013,62(7):646-648.
[2] 常鍔,梁建平.化學成分對430鐵素體不銹鋼凝固結構的影響[J].寶鋼技術,2012(3):36-40.
[3] 王賀利.提高430鐵素體不銹鋼連鑄坯等軸晶比例的工藝實踐[J].上海金屬,2007,29(6):27-29.
[4] 顏偉,張鑫,楊弋濤.碳氮對鐵素體不銹鋼鑄錠宏觀凝固組織的影響[J].特種鑄造及有色合金,2012,36(9):801-803.
[5] 朱京希,王龍妹,戚國平,等.稀土對鐵素體不銹鋼凝固組織的改善[J].稀土,2005,26(5):81-83.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
