基于正交實驗的P20鋼高速銑削研究
2014-10-15 09:58:32王敏毅鄭碧霞韓振威林有希
制造業自動化 2014年19期
王敏毅,黃 穎,鄭碧霞,韓振威,林有希
(1.福州職業技術學院,福州 350108;2.福建師范大學 化學與材料學院,福州 350007;3.福州大學 機械工程及自動化學院,福州 350108)
0 引言
高速銑削不但顯著提高了產品加工的效率和質量,而且還為綠色生態環保的可持續制造提供了比較先進的前沿技術,是當前競相研究的熱門領域和加工的主流技術[1~4]。自硬型或預硬型模具鋼由于在供貨時就達到了用戶需要的組織結構和狀態,可直接加工成模具而不需要再進行熱處理,從而避免了組織改變、變形和開裂等缺陷而得到了廣泛的應用。P20預硬型模具鋼就是其中典型的代表[5,6]。目前對高速銑削模具鋼的研究,一般集中在冷作模具鋼和熱作模具鋼等高硬度鋼的高速銑削研究[7~10];對于硬度通常在HRC30-42、使用最廣泛的P20模具鋼的研究,主要在材料的改性、熱處理工藝方面進行探討并獲得了比較成熟的技術和工藝;但與之有關的高速銑削研究比較少,也缺乏針對性、系統性的闡述。本研究以TiAlN涂層刀具在高速條件下對P20模具鋼進行銑削正交實驗,根據結果實現對銑削參數的優化和表面粗糙度的預測,并為刀具設計和選擇提供減摩和抗磨實驗依據,具有重要的實際應用價值。
1 實驗方法
1.1 P20試樣的制備
實驗材料采用HRC28~32的P20預硬型模具鋼。材料的尺寸為:160×120×40(mm),其化學成分以及常溫下的機械和物理性能分別如表1、表2所示。

表1 P20模具鋼的主要化學成分(wt%)

表2 P20機械和物理性能
1.2 實驗的主要設備與檢測儀器
1.2.1 主要加工設備
P20高速銑削試驗是在漢川立式加工中心XH715D上進行。其主軸最高轉速為8000r/min、工作臺X向/Y向/Z向行程為880/600/510mm。
1.2.2 主要檢測儀器
德國Mahr Perthometer M2型便攜式粗糙度測量儀。依照DINENISO 11562標準的相位修正輪廓濾波能獲得滿意的測量效果,可完成高精度的表面粗糙度測量。測量范圍達150μm,用于P20模具鋼表面粗糙度測量。
1.3 實驗刀具的選擇
1.3.1 刀桿的選擇
實驗刀桿選用舍棄式直角銑刀桿SKE-2030,表3為刀桿主要參數,圖1為刀桿及刀片裝夾示意圖。

表3 刀桿主要參數

圖1 刀桿及刀片裝夾示意圖
1.3.2 刀片的選擇
為了便于實驗和結果測量,實驗選用三菱(Mitsubishi)公司可轉位數控刀片,型號為TPMN160308。刀片的幾何角度如表4所示,其中TiAlN涂層中膜層成分的原子分數約穩定為:Ti27%、Al24%、N49%。

表4 刀片的幾何角度
1.4 實驗因素和水平設計
在本實驗中主要研究銑削參數的影響,盡可能減小一些外部因素的干擾。因此利用正交實驗并且選擇出有代表性的可控因素來進行研究。在實驗中銑削參數ap、v和?作為實驗因子,分別標示為A、B、C;每個因子取3個水平1、2、3,從而可以得到一個3因素、3水平的正交試驗表L9(34),并將正交表第4列作為空列,標示為D。為了保證已加工表面粗糙度Ra值測量的準確性,減少其他因素的干擾和影響,實驗過程中,各加工表面均進行了兩次加工。每次選取三個不同位置對加工表面進行測量,各自求取它們的平均值。因此,該實驗為一個重復試驗,重復次數為2;在某些參數下表面粗糙度出現較大波動時,增加試驗次數,以保證實驗結果盡可能準確。正交實驗設計和結果如表5所示。
2 實驗結果與分析
實驗過程中,各加工表面均進行了兩次加工,每次選取三個不同位置對加工表面進行測量,各自求取它們的平均值,表格中的Ra1和Ra2分別為兩次實驗的平均值。為了取更多的實驗數據進行研究,Ra1和Ra2結果為分析對象,相當于一個重復試驗,重復次數為2。從表5的實驗結果可以看出,相對于常規低速銑削,在高速銑削條件下粗糙度值均處在一個較低的水平[11~13]。
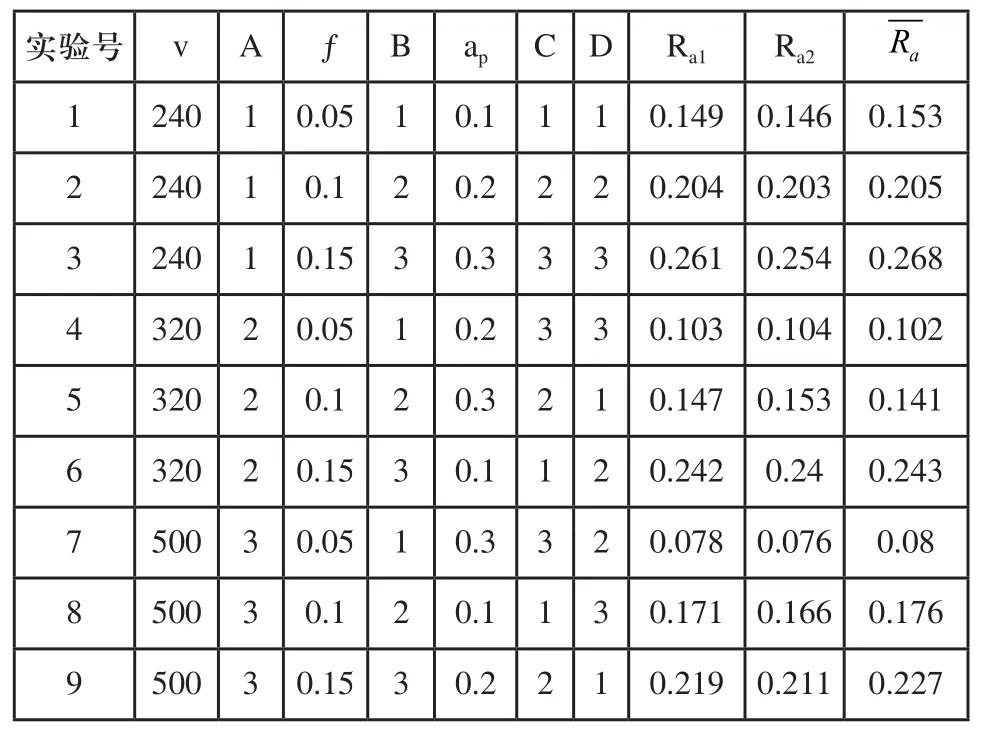
表5 正交實驗設計及結果
2.1 正交實驗結果直觀分析
根據正交實驗的直觀分析、方差分析和貢獻率分析等三種主要方法,首先應用直觀分析法處理表5的試驗結果,得到表6。由于是重復試驗,根據相關文獻可知[14],在計算K1、K2和K3時,要用各號實驗重復2次的數據之和。由表6的極差值可以判斷,對表面粗糙度的影響程度從強到弱依次為f、v和ap,同時空列誤差的影響非常小,可忽略。

表6 正交實驗直觀分析表
根據表6作多因素正交試驗的直觀分析如圖2~圖4所示。分別顯示ν、?和ap三個參數對表面粗糙度Ra的影響程度以及變化趨勢。從圖中可以看出,在本次實驗取值范圍內,隨著ν的增大,由低速向高速過渡的階段Ra顯著降低,當ν進一步增大,加工表面Ra值減小,但變化趨于平緩;進給量?的增加,使Ra呈增長趨勢,且近似于線性;隨著ap的增加,Ra值會逐漸減小。這與有關的研究和實驗結果相一致[15,16]。綜合三者的影響因素,銑削參數最優組合為A3B1C3。

圖2 銑削速度對表面粗糙度的影響
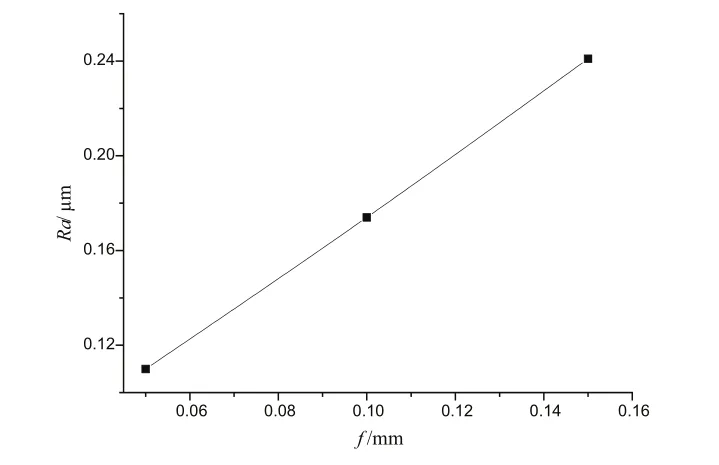
圖3 進給量對表面粗糙度的影響

圖4 銑削深度對表面粗糙度的影響
2.2 正交實驗結果方差分析
由于直觀分析無法精確估計實驗誤差大小、無法精確和定量的判斷各種因素對試驗結果的影響。而且對于所考察因素作用的顯著性也沒有一個標準可以判別。因此進一步采用方差分析以彌補直觀分析存在的缺陷;與無重復試驗不同的是,重復試驗總體誤差的離差平方和SE由空列誤差SE1和重復實驗誤差SE2兩部分構成:

式中:r為重復次數,na為因素水平個數,a為每個水平試驗次數n=a×na。
表7為方差實驗結果,其中Fa項根據F分布表查得,從表中可以看出:F?> Fν>Fa>F0.01(2,11),則說明每齒進給量、銑削速度、銑削深度影響都高度顯著;貢獻率η結果與直觀分析相吻合,但影響程度不同,其中每齒進給量影響達82.6%,而誤差貢獻率僅為1.13%,說明其他因子影響較小。
2.3 實驗驗證
由本實驗得到的最優銑削參數組合的應用范圍限于正交試驗所采用銑削參數范圍之內,因此實際生產中應該根據實際的應用和參數要求來進行優化,但方法基本一致。對于本研究的數據結果,按照最優銑削參數組合A3B1C3,即?=0.1mm/tooth、v=500m/min、ap=0.3mm進行實際加工實驗,得到三組數據分別為:0.078μm、0.083μm、0.079μm,均在置信區間內,因此優化的銑削參數是正確的。采用正交實驗對實際生產中的相關影響因素進行優化是一種比較準確、經濟和快捷的方法。
3 結論
1) 在高速銑削P20模具鋼時,對已加工表面粗糙度的影響程度從f、v和ap對依次減弱。

表7 方差分析結果
2)對正交實驗結果,高速銑削P20預硬型模具鋼獲得了較低的表面粗糙度,以f=0.1mm/tooth、v=500m/min、ap=0.3mm的銑削參數組合,能獲得較好的表面加工質量。
3)采用方差分析法,得到f,v,ap都高度顯著,貢獻率η結果與直觀分析相同,從而驗證了最優銑削參數組合的正確性。
[1]艾興等.高速銑削加工技術[M].北京:國防工業出版社,2003.
[2]曾維林,吳連連.高速切削加工技術的研究現狀及應用[J].機械研究與應用,2008,21(5):4-8.
[3]Dewes R C,Aspinwall D K.A review of ultra high speed milling of hardened steels[J].Journal of Materials Processing Technology,1997,69:1-17.
[4]付芝芳,劉月花.淺析高速切削中的刀具技術[J].現代企業文化,2010.(21):157-157.
[5]陳再枝,馬黨參.塑料模具鋼應用手冊[M].北京:化學工業出版社,2005.
[6]羅毅,吳曉春.預硬型塑料模具鋼的研究進展[J].金屬熱處理,2007,32(12):22-25.
[7]Dolinsek S,Ekinovic S,Kopac J.A contribution tounderstanding of chip formation mechanism in high-speed cutting of hardened steel[J].Journal of Materials Processing Technology,2004,157-158:485-490.
[8]Elbestawi M A,Chen L,Becze C E,El-Wardany T I.High-Speed Milling of Dies and Molds in Their Hardened State[J].CIRP Annals-Manufacturing Technology,1997,46(1):57-62.
[9]馬曉云,林建平.淬硬模具鋼SKD61的高速銑削加工研究[J].機械工程材料,2004,28(6):27-29.
[10]Koshy P Dewes R C,Aspinwall D K.High speed end milling of hardened AISI D2 tool steel(58HRC)[J].Journal of Materials Processing Technology,2002,127(2):266-273.
[11]蔡在亶,陸菊英.金屬銑削原理[M].北京:中國工人出版社,1994.
[12]龍震海,王西彬,王好臣.高速切削條件下難加工材料表面粗糙度影響因素析因研究[J].工具技術,2005,39(1):26-29.
[13]程利,羅永新,朱岱力,龍華.高速銑削質量與切削用量關系的研究[J].煤礦機械,2010,31(2):109-111.
[14]沈邦興,文昌俊.實驗設計及工程應用[M].北京:中國計量出版社,2005.
[15]王素玉,趙軍,艾興,呂志杰.高速切削表面粗糙度理論研究綜述[J].機械工程師,2004,(10):3-6.
[16]龐俊忠,王敏杰,段春爭.高速側銑淬硬模具鋼表面粗糙度[J].大連理工大學學報,2009,49(2):216-221.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
發明與創新(2016年38期)2016-08-22 03:02:52
