生絲低抱合疵點的試驗研究
2014-11-17 01:23:30蔣小葵周盛波
絲綢 2014年10期
關鍵詞:影響
蔣小葵,周盛波,甘 霖,茍 園
(1.南充出入境檢驗檢疫局,四川南充637900;2.四川出入境檢驗檢疫局,成都610041)
生絲抱合是指組成生絲的繭絲之間互相膠著的牢固程度[1]。中國現行抱合檢驗方法是模擬織機鋼筘對絲條的摩擦,以摩擦到規定分裂程度時的往復摩擦次數表示生絲抱合的優劣,其實質為生絲的耐磨能力。如果生絲抱合不良,絲條經受不住后加工的摩擦,將嚴重影響制品質量[2]。近年來高速織機迅猛發展,織造速度越來越快,對抱合質量的要求也隨之提高。
隨著中國自動繅絲機的普及,將自動繅生絲用作對抱合要求高的經線成為必然,自動繅生絲的抱合特點是平均抱合好,但容易出現低抱合疵點。由于后加工過程中絲條是單獨承受摩擦的,用戶真正關注的是其中有無經受不住摩擦的低抱合絲條及其數量[3]。因此制絲生產及檢驗中應重點控制影響后加工使用的低抱合疵點。中國現行生絲標準以20個抱合樣品的平均值作為抱合檢驗結果,每個樣品的檢測有效長度不足4m,每批生絲的抱合測試有效長度不足80m,難以發現散布于絲批中的低抱合疵點,即使發現個別低抱合,對平均抱合次數影響有限。抱合檢驗結果與用戶關注點脫節[4],導致制絲生產中對低抱合疵點的關注度不足,這是高端用戶抱怨中國生絲抱合質量差的主要原因。因此,有必要對低抱合疵點開展試驗研究,國內外這方面的研究還鮮見報道。通過到制絲和織綢企業實際調研,結合周盛波[3]、沈振秋[5]的研究結果,確定組合不同繅絲車速、絲鞘長度、過夜繭開展系列繅絲試驗,對繅制的樣絲進行抱合檢驗和結果分析,找出產生生絲低抱合的主要因素,提出防治措施,以期為制絲企業改進生產提供參考,不斷適應高速織機發展的需要。
1 試驗
1.1 材料與儀器
材料:干繭,通過以下工藝流程制備22.22/24.44 dtex(20/22 D)規格的生絲樣品:煮繭→繅絲→復搖→搖取檢驗樣絲,其中在繅絲工序根據不同試驗需要將煮熟繭分別制成繅剩過夜繭和緒下過夜繭。
儀器:XDK-102型煮繭機(浙江溫州祥德絲綢機械廠),飛宇2000型自動繅絲機(杭州紡織機械有限公司),B116A型復搖機(寧波振興機電設備有限公司),DJ104型生絲切斷機(四川省內江康樂醫療器械公司),Y731型杜潑浪(Duplan)式抱合力機(常州華紡紡織儀器有限公司)。
本試驗所稱的過夜繭是指當天未繅完,放置一夜后第二天繼續用于繅制生絲的煮熟繭,包括繅剩過夜繭和緒下過夜繭兩種。繅剩過夜繭是指當天未繅完,剩在索理緒鍋或給繭機內的煮熟繭,放置一夜后第二天經過重新索理緒后繼續用于繅制生絲。緒下過夜繭是指當天集緒器下方未繅完的緒頭繭,放置一夜后不需索理緒第二天開車后直接繅制生絲。
1.2 不同工藝條件組合的樣絲制備
為了分析產生低抱合的原因,于2013年5月23日在四川安泰繭絲綢集團有限公司對繅剩過夜繭、絲鞘長度、繅絲車速3因素進行了組合繅絲,組合繅絲方案見表1。氣溫:白天32℃,夜間20℃,其他繅絲基本工藝見表2。
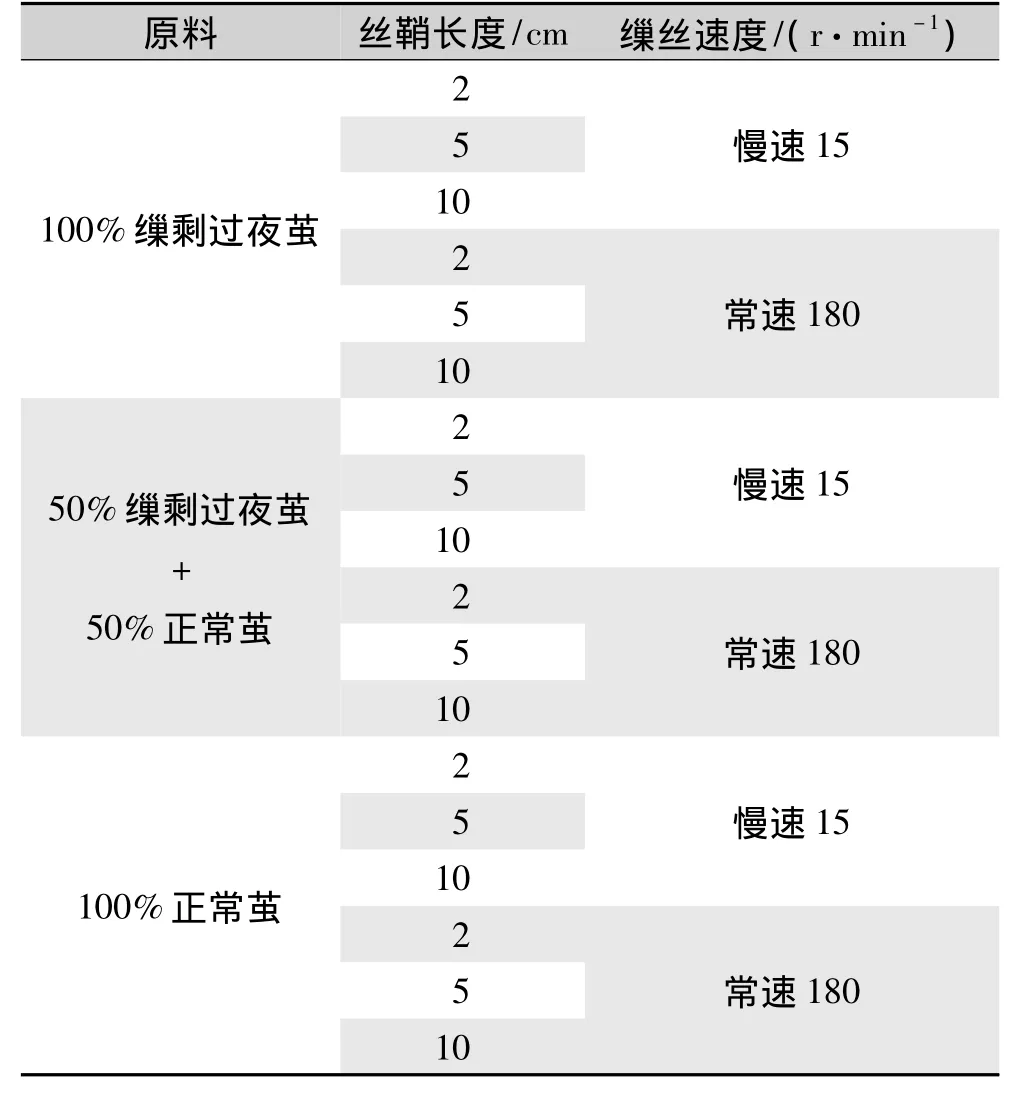
表1 繅絲試驗工藝組合方案Tab.1 Combining method of technical parameters of reeling test

表2 繅絲試驗基本工藝參數Tab.2 Basic technical parameters of reeling test
1.3 緒下過夜繭的樣絲制備
自動繅絲機生產中對緒下過夜繭的處理方法與立繅不同,為了分析其對抱合的影響,于2013年11月20日下班關車前和2013年11月21日早晨開車后在南充六合制絲有限公司進行了緒下過夜繭與正常繭的繅絲試驗比對。氣溫:白天15℃,夜間7℃,其他繅絲基本工藝參數見表3。為了做到纖度、繭絲組分盡量一致,要求試驗中每緒緒下繭不能發生落緒和添緒現象。
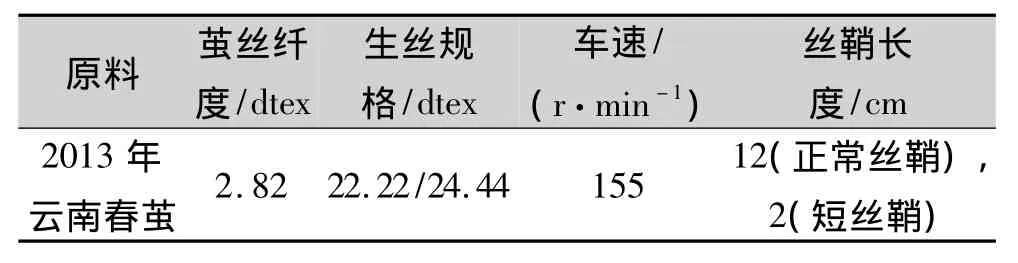
表3 緒下過夜繭繅絲試驗的基本工藝參數Tab.3 Basic technical parameters of reeling test of overnight cocoon under floss
繅絲方法:搭10緒工藝規定繭粒數的緒頭,用正常絲鞘繅制3min,實際有9緒未發生落緒和添緒,9緒為有效緒,停,每緒打結區分。第二天早上換5緒絲鞘為短鞘,9緒繼續繅2min,停。結果有4緒短絲鞘、2緒正常絲鞘未發生落緒添緒為有效緒,將這6緒的小絲制成絲錠樣,標上序號、原料、絲鞘信息,同緒第一天和第二天繅的絲各制成一個絲錠,為一對樣品,共計6對樣品,備抱合檢驗用。
1.4 抱合檢驗
對繅絲試驗所采集的絲錠樣品按照GB/T 1798—2008《生絲試驗方法》中4.2.8條款進行抱合檢驗,不同工藝條件組合制備的樣絲每個絲錠檢測4次,每組樣品測試20次,共測試18組抱合樣;緒下過夜繭制備的樣絲,每個絲錠測試5次抱合,共測試12組抱合樣,所有樣品由四川出入境檢驗檢疫局絲檢中心同一抱合檢驗員在同一臺抱合力機上檢測,以減少目光和設備不同造成的差異。
2 結果與討論
不同工藝條件制備的樣絲的抱合檢驗結果見表4、表5,緒下過夜繭制備的樣絲的抱合檢驗結果見表6。

表4 常速條件下制備的樣絲的抱合檢驗結果Tab.4 Cohesion inspection results ofsample under common reelingspeed
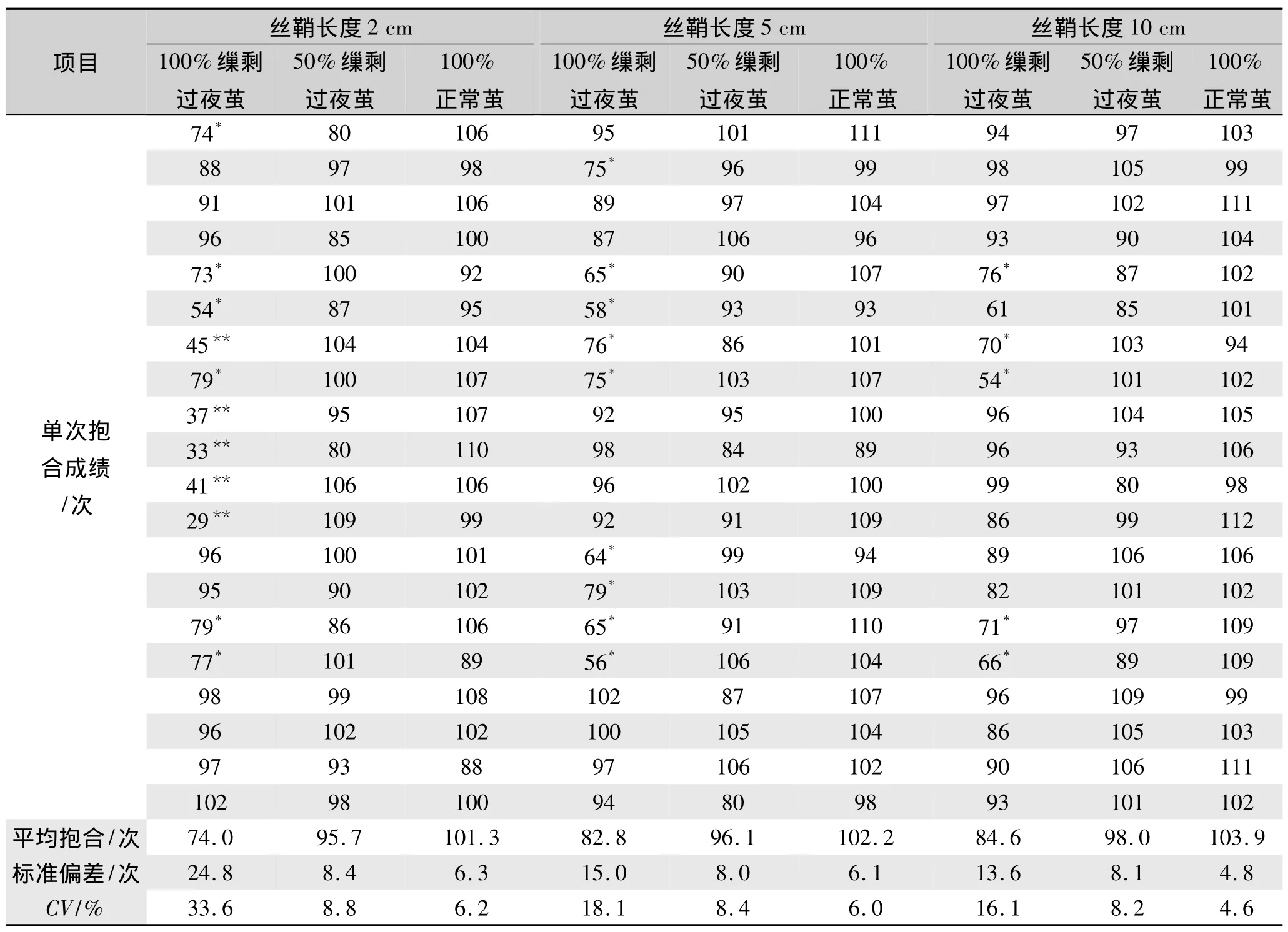
表5 慢速條件下制備的樣絲的抱合檢驗結果Tab.5 Cohesion inspection results ofsamplesilk under low reelingspeed
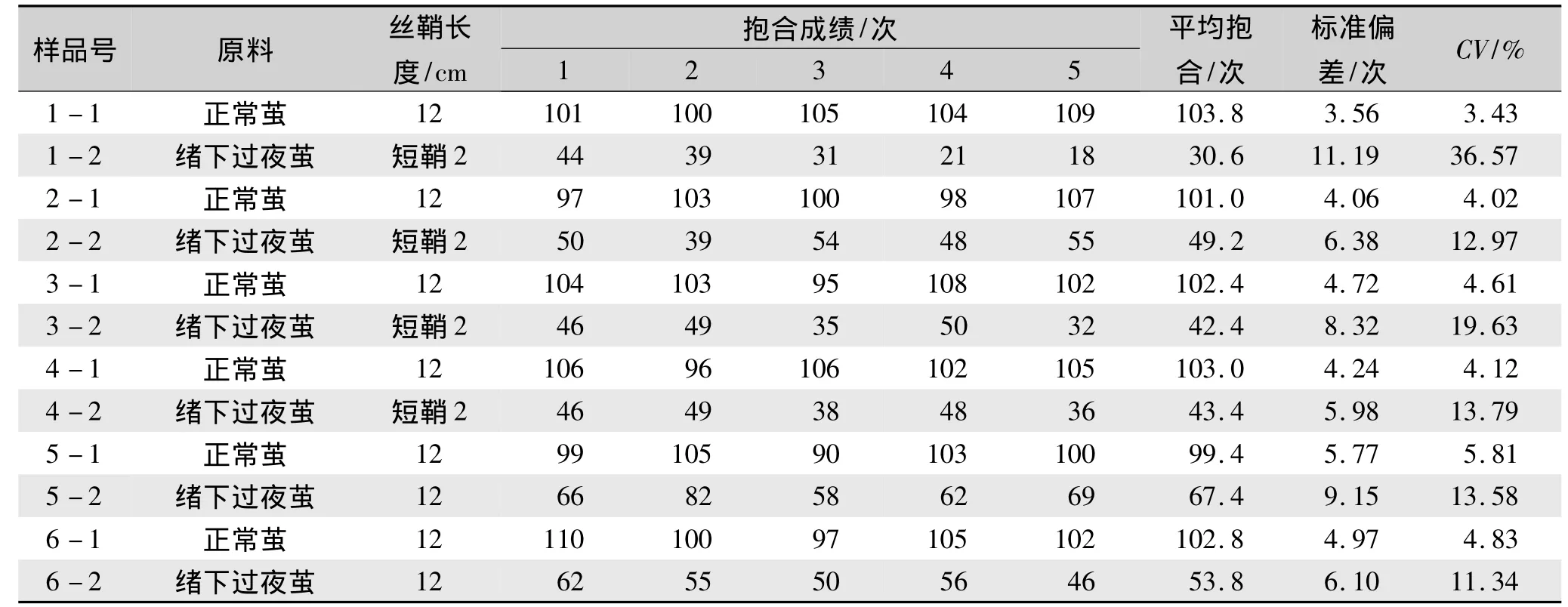
表6 緒下過夜繭制備的樣絲的抱合檢驗結果Tab.6 Cohesion inspection results ofsamplesilk prepared with overnight cocoon under floss
2.1 緒下過夜繭對生絲抱合的影響
緒下過夜繭對生絲抱合質量的影響最大。從表6可以清楚地看出,緒下過夜繭的抱合平均次數明顯低于同緒正常繭,也低于表4、表5中的100%繅剩過夜繭。絲鞘長度12 cm的兩個生絲樣品,緒下過夜繭的平均抱合為60.6次,而正常繭的平均抱合為101.1次,兩者相差40.5次。絲鞘長度2 cm的4個緒下過夜繭繅制的樣品,平均抱合都低于50次,抱合極差。
2.2 繅剩過夜繭對生絲抱合的影響
繅剩過夜繭對生絲抱合質量的影響較大。由表4、表5可得,6組100%繅剩過夜繭繅制的生絲樣品平均抱合81.9次,平均變異系數20.35%;6組50%繅剩過夜繭繅制的樣品平均抱合97.8次,平均變異系數7.02%;6組正常繭繅制的樣品平均抱合103.8次,平均變異系數5.37%。從以上數據可知,100%繅剩過夜繭繅制的生絲樣品,不但平均抱合低,而且變異系數大,極易出現低抱合問題;換上一半正常繭可顯著改善生絲抱合結果。實際生產中只要避免集中使用繅剩過夜繭,將繅剩過夜繭分批多次添加到正常生產繭中就可避免出現低抱合問題。
2.3 絲鞘長度對生絲抱合的影響
絲鞘長度對生絲抱合有影響,但影響程度不大。由表4、表5可得,6組絲鞘長度2 cm繅制的生絲樣品平均抱合91.6次,平均變異系數14.75%;6組絲鞘長度5 cm繅制的樣品平均抱合94.9次,平均變異系數9.77%;6組絲鞘長度10 cm繅制的樣品平均抱合97.0次,平均變異系數8.23%。從以上數據可知,2 cm絲鞘長度對抱合質量影響要明顯一些,但絲鞘長度增至5 cm時對抱合的影響與正常絲鞘相比差異不大,絲鞘長度過短加大了產生低抱合的風險。
2.4 慢速繅絲對生絲抱合的影響
慢速繅絲對生絲抱合有影響,但影響程度較小。由表4、表5可得,慢速繅制的生絲樣品平均抱合93.2次,平均變異系數12.22%;正常速度繅制的生絲樣品平均抱合95.8次,平均變異系數9.61%。從以上數據可知,慢速繅制生絲的抱合成績與常速相比差異不大,但抱合質量波動要大一些。
2.5 絲膠膠著性能對生絲抱合的影響
影響生絲抱合的首要因素是絲膠的膠著性能[6],而絲鞘長度、繅絲速度等影響絲鞘作用強弱的因素處于次要地位。從本次試驗結果可知,過夜繭對生絲抱合質量影響大,實質是過夜繭繭絲性狀不良所致。因為經過一夜的放置,過夜繭不斷吸濕放濕,部分繭絲的絲膠發生變性,部分絲膠凝固[7],繭絲間相互黏合力下降,造成抱合不良[8],所以絲膠性能是影響抱合的首要因素。絲膠的膠著性能好,即使絲鞘作用弱一些,抱合也是好的。表4、表5中100%正常繭繅制的生絲樣品,絲鞘長度只有2 cm的平均抱合也在100次以上。絲膠的膠著性能差,絲鞘作用強,抱合能得到部分改善,但不能從根本上解決低抱合問題,表6中的5-2和6-2緒下過夜繭樣品,采用絲鞘長度12 cm正常繅絲速度生產,其平均抱合仍然只有60.6次。緒下過夜繭的絲膠膨潤膠著性能最差,平均抱合為47.8次;100%繅剩過夜繭經過再次索緒,絲膠膨潤膠著性能得到部分恢復,平均抱合為81.9次;換上一半正常繭,絲膠整體膠著性能得到顯著改善,平均抱合為97.8次。隨著絲膠膠著性能的改善,生絲抱合也隨之提高。
2.6 多因素對生絲抱合的影響程度
多因素組合對抱合影響顯著大于單因素。過夜繭、短絲鞘、慢速繅絲三個因素或兩因素共同作用對抱合的影響大于單因素的影響。表4、表5中慢速繅絲、2 cm短絲鞘長度與100%繅剩過夜繭三因素組合繅制的生絲抱合質量最差,平均抱合低至74.0次,變異系數大至33.6%,低于50次的超低抱合數量最多。表6中2 cm短絲鞘長度與緒下過夜繭兩因素組合繅制生絲的抱合成績,80%為低于50次的超低抱合,緒下過夜繭單因素繅制的生絲,超低抱合為10%。
2.7 絲鞘對生絲抱合作用強弱與絲膠膠著性能的關系
絲鞘作用強弱對抱合的影響程度隨著絲膠膠著性能變差而增強。當絲膠膠著性能好時,絲鞘作用強弱對抱合影響不大,但當絲膠膠著性能不好時,絲鞘作用強弱對抱合的影響顯著增大。表4、表5中正常繭繅制的樣絲,絲鞘作用最強與最弱的平均抱合相差5.7次,100%繅剩過夜繭繅制的樣絲,絲鞘作用最強與最弱的平均抱合相差13.6次。表6中緒下過夜繭繅制的樣絲,絲鞘長度2 cm的生絲樣品平均抱合為41.4次,絲鞘長度12 cm的生絲樣品,平均抱合為60.6次,兩者相差19.2次。
3 結論
1)過夜繭對生絲抱合質量影響明顯,容易產生低抱合疵點,特別是緒下過夜繭繅制的生絲抱合質量極差。
2)短絲鞘長度、慢速繅絲對抱合質量有影響,但程度較輕。絲鞘長度過短會加大產生低抱合的風險。
3)多因素組合對抱合影響顯著大于單因素。慢速繅絲、2 cm短絲鞘長度與100%過夜繭三因素繅制的生絲抱合質量最差。
4)影響生絲抱合的首要因素為絲膠的膠著性能,制絲生產中應予重點關注。
5)絲鞘作用強弱對抱合的影響程度隨著絲膠膠著性能變差而增強,當絲膠膠著性能不夠好時,確保絲鞘作用充分有效對改善生絲抱合作用明顯。
在實際生產中,往往是多因素共同作用導致了低抱合疵點產生。故筆者建議:制絲生產中要特別注意保護絲膠的膠著性能,消除嚴重影響絲膠膠著性能的因素;嚴格控制絲鞘長度下限,減少使用慢速繅絲功能,防止過夜繭、短絲鞘長度、慢速繅絲因素同時出現;加強對過夜繭的處理,可與新繭搭配使用;特別要重視對緒下過夜繭的處理,開車時,換掉一半過夜緒下繭,加強細節管理,防止不良抱合。
本文在繅絲試驗過程中得到了四川安泰繭絲綢集團有限公司和南充六合制絲有限公司的大力支持,在此表示衷心感謝!
[1]蘇州絲綢工學院,浙江絲綢工學院.制絲學[M].北京:紡織工業出版社,1982:505.Suzhou Silk Institute of Technology,Zhejiang Silk Institute of Technology.Silk Making Science[M].Beijing:China Textile & Apparel Press,1982:505.
[2]國家進出口商品檢驗局.生絲檢驗[M].天津:天津科學技術出版社,1985:146-152.Import&Export Commodity Inspection Bureau of the People's Republic of China.Raw Silk Inspection[M].Tianjin:Tianjin Science & Technology Press,1985:146-152.
[3]周盛波,蔣玲.加強細節管理,確保抱合質量[J].四川絲綢,2006(3):13-15.ZHOU Shengbo,JIANG Ling.Strengthen management in detail to ensure cohesion quality[J].Sichuan Silk,2006(3):13-15.
[4]梁進,王林鈿,樓錫侖.生絲抱合力檢驗與絲織工程關系的探討[J].絲綢,1995(10):24-25.LIANG Jin,WANG Lindian,LOU Xilun.Relationship to discuss between cohesive force inspection ofsilk andsilk weaving[J].Journal of Silk,1995(10):24-25.
[5]沈振秋.自動繅生絲抱合力差的成因探討[J].絲綢,1993(10):36-37.SHEN Zhenqiu.Causes to discuss of the bad cohesive force of automatic reeling rawsilk[J].Journal of Silk,1993(10):36-37.
[6]陳濤,李弈仁.關于影響生絲抱合力因素的分析[J].中國蠶業,2003(11):95-96.CHEN Tao,LI Yiren.Influencing factor analysis about the cohesive force ofsilk[J].China Sericulture,2003(11):95-96.
[7]蘇州絲綢工學院,浙江絲綢工學院.制絲化學[M].北京:紡織工業出版社,1978:58-66.Suzhou Silk Institute of Technology,Zhejiang Silk Institute of Technology.Silk Chemical[M].Beijing:China Textile &Apparel Press,1978:58-66.
[8]錢鎮海.生絲抱合成績的影響因素分析及其對策[J].國外絲綢,2004(2):1-4.QIAN Zhenhai. Influencing factor analysis and countermeasure about the cohesive force ofsilk[J].Silk Textile Technology Overseas,2004(2):1-4.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
