滑塊內腔芯的工藝優(yōu)化
2014-11-24 08:22:00中國第一重型機械股份公司齊齊哈爾161042姚建柱鄭馨秋
金屬加工(熱加工) 2014年1期
關鍵詞:工藝
中國第一重型機械股份公司(齊齊哈爾 161042)姚建柱 鄭馨秋
1.鑄件簡介
滑塊是熱模鍛壓力機重要的動力傳遞裝置,其本體受沖擊力很大,因此力學性能要求較高,鑄件的驗收技術要求嚴格。我廠采用呋喃樹脂砂造型生產,鑄件結構如圖1所示,其外輪廓尺寸為2250mm×1600mm×1900mm,鑄件上方壁厚220mm,其余壁厚120mm。
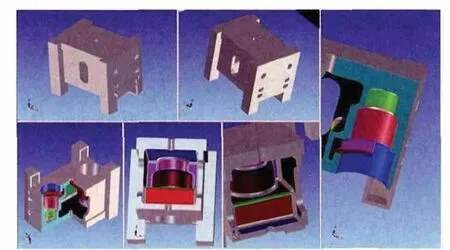
圖1 鑄件結構
鑄件無損檢測技術要求如下:
(1)表面粗加工后所有外表面進行超聲波檢測,標準依據JB/T5000.14—2007,檢驗等級Ⅰ級。
(2)精加工后零件進行磁粉檢測,標準依據JB/T5000.14—2007,檢驗等級Ⅰ級。
鑄件內腔砂芯分布如圖2所示,中間位置的砂芯為4#芯,此芯上下圓孔的直徑較小,中間圓孔的直徑為120mm,工藝設計的單面加工余量為20mm,因此上下圓孔芯的直徑僅為80mm。對應位置內腔空間較大,寬向兩側留有落砂孔。

圖2 內腔砂芯
由于上下圓孔砂芯的直徑較小,對應位置內腔尺寸較大,整個砂芯的重量與澆注后液態(tài)時的浮力較大,發(fā)氣量也很大。因此,解決類似結構鑄件內腔芯的固定與排氣問題,是保證此類腔體結構鑄件成形的關鍵。
2.傳統工藝解析
傳統工藝方法如圖3所示,內腔4#芯使用硬頂固定,依靠上下圓孔芯排氣。經計算,內腔中間砂芯(4#芯)的質量約2.7t(面砂采用鉻鐵礦樹脂砂,背砂采用石英樹脂砂,砂芯的平均密度約2.3t/m3),計算重力約為27kN,受到浮力約65kN(鋼液密度為7.3t/m3)。
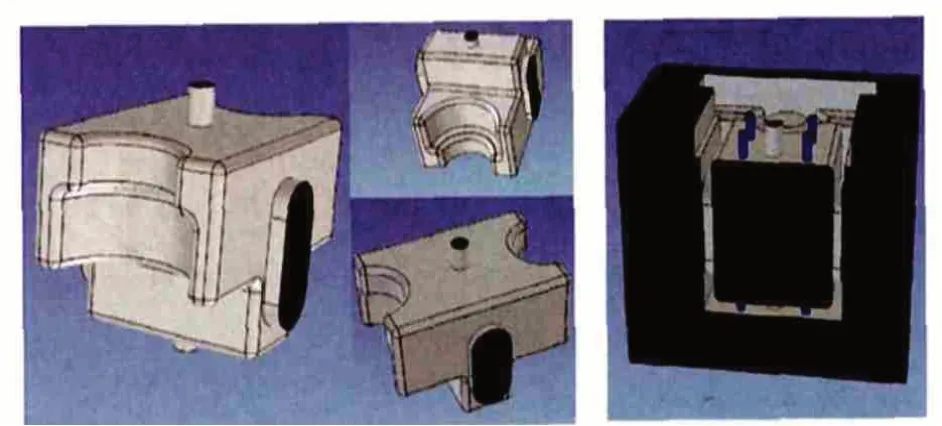
圖3 傳統4#內腔芯結構及固定示意
首先,對圓孔砂芯最大的承力理論分析,確定為什么必須使用硬頂子固定。
圓孔砂芯最大的承受力計算過程如下:
式中 S——芯頭截面積(mm2);
P——許用強度(0.8~1.0MPa);
k——安全系數,取k=1.3~1.5;
r——圓半徑(mm)。經計算,圓柱截面面積S=0.005026(m2)。假設實際型砂許用強度P=1.0MPa,經轉化P=1.0MN/m2,k=1.3。
計算得F=3.87kN。
計算結果,F遠小于4#芯的重力與浮力,因此傳統方法內腔芯使用硬頂柱固定。
其次,確定下芯的先后順序,從而確定為何先放置硬頂柱再下芯。根據圖1與圖2,3#芯結構為圓柱狀臺階結構,且下面圓柱直徑大于4#芯圓弧半徑,由于砂芯結構限制,只能先下3#芯,后下4#芯。由于鑄件的大部分壁厚為120mm,鑄件內腔高度1600mm,空間狹小,不便于人員手工操作,下4#芯時只能先在下部放置硬頂柱,再下芯。
其他方面的要求如下。
(1)硬頂柱的準備 由于型芯表面手工刷涂料,不能保證涂料層的厚度是固定值;圓孔芯的端面位置在模樣制作時留有間隙,因此硬頂柱的高度不能直接確定為型腔高度。根據鑄件壁厚及經驗,機加工做出直徑為25mm、45mm的硬頂柱各4件,(φ25mm用在型腔壁厚為120mm的部位,φ45mm的硬頂柱用在型腔壁厚為220mm的部位)。每個圓柱的端面都焊接在尺寸為100mm×100mm×5mm鋼板的中心位置,整體高度比型腔高度小6mm,并準備尺寸為100mm×100mm不同厚度的墊片多件。
(2)排氣措施的確定 由于排氣只靠上下圓孔芯排氣。為了保證排氣通暢,打芯時在圓孔芯內放置φ30mm草繩引氣,為了防止鉆鋼,上部圓孔芯的上表面厚度約50mm內舂滿鐵豆砂,砂鐵質量比3:1(鐵豆小于φ3mm)。另外,為了增強上下圓孔芯位置的強度,工藝設計要求表面包1mm厚的鐵皮,并使用鉻鐵礦樹脂砂撞實。
(3)吊運平穩(wěn) 打芯時要求芯吊放置位置對稱,保證吊運平衡。造型時要求在圓孔芯對應的外型及上箱位置放置φ40mm的陶瓷管作為排氣管,保證氣體排出型腔外。下芯時,要求操作人員技術水平高,在起吊芯子過程中,保證芯子平穩(wěn)且不能傾斜。
下芯前先演芯,以確定墊片的高度及下部圓孔芯的芯縫是否塞嚴。
演芯操作過程如下:演芯前,先在外型的陶瓷管內舂滿鐵豆砂,陶瓷管周圍的石棉繩成環(huán)形放置。再使用普通黃泥(或橡皮泥)制成比型腔高度高10~20mm的泥柱,要求泥柱有一定強度,并在幾分鐘內不變形。放入型腔內預置硬頂柱的位置,泥柱與型芯接觸的表面放置一塊塑料薄膜,準備工作完成后,演芯后砂芯表面壓在泥柱上,再測量泥柱的高度,從而確定墊片的高度。在對應位置放直徑為25mm硬頂柱及墊片。正式下芯前,在陶瓷管處再放一圈鎂砂膏。
3.傳統工藝存在的問題
由于內腔芯固定使用硬頂柱,且其位置必須在砂芯的重心周圍。4#芯下方的硬頂柱不能在下芯后手工固定,因此各個硬頂柱是否頂牢固不能確定。
下芯過程中,保證4#芯下平面與4個硬頂柱同時接觸,否則硬頂柱可能傾斜,起不到支撐作用。
下芯后鑄件尺寸公差控制困難,在鑄件的寬度方向,由于落砂孔位置的砂芯作用能保證型腔的厚度控制在尺寸公差范圍內,但由于在長度方向沒有定位限制,鑄件尺寸精度控制比較困難。
下芯后,不能反復起吊芯子,否則要重新放置硬頂柱且把砂芯表面涂料碰掉。手工塞嚴落砂孔位置的砂芯與型腔壁之間芯縫操作比較困難。
下方圓孔芯在演芯及下芯過程芯頭的受力大小很難控制,圓孔芯與外型之間的縫隙很難控制,圓孔芯容易損壞。
舂制上箱時,使用金屬定位錐,保證合箱后上箱排氣管與圓孔芯頭位置對正,增加了合箱難度。
由于排氣通道比較窄小,澆注后常伴有放炮及鋼液翻花現象,增加熗火或漂芯的危險。
上圓孔芯位置鑄件壁厚220mm,清理落砂時發(fā)現上圓孔芯位置粘砂,圓孔處需氣割后焊接修出。
為了滿足無損檢測的要求,清理時要將所有硬頂柱都去除,增加了清理及焊補的工作量。
4.優(yōu)化工藝后采取的措施
優(yōu)化后工藝如圖4所示,在4#芯側面落砂孔位置設置定位芯頭,并改變排氣方向。
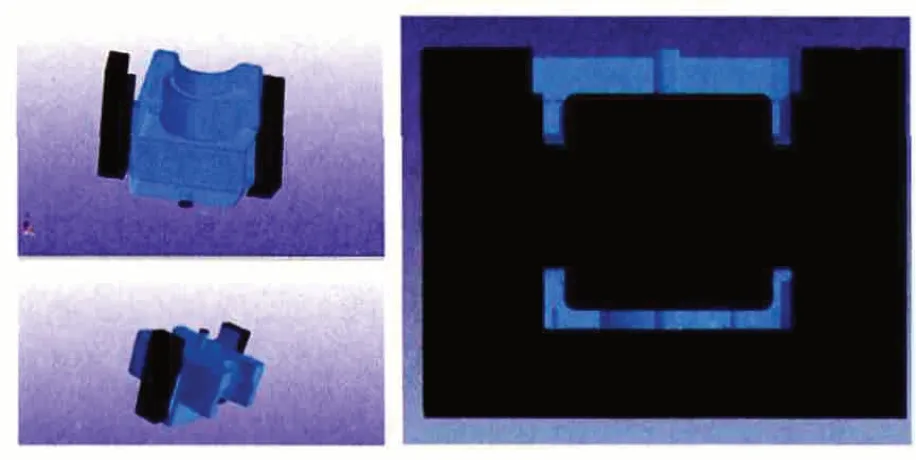
圖4 優(yōu)化后的4#內腔芯結構及固定示意
在鑄件寬向落砂孔外側位置設置大芯頭,并采用周身鉆孔并纏草繩的無縫鋼管作為芯骨,既增加芯頭強度又改變排氣方向。
模樣制作采取措施如下:4#芯芯盒內兩側的定位芯頭尺寸一樣。主型上制作定位芯頭時,在主型一側的芯頭與芯盒的芯頭尺寸一樣,另一側在寬度方向上比芯盒的芯頭尺寸大100mm。主型一側的芯頭與芯盒的芯頭尺寸一樣,下芯時保證砂芯的位置準確,從而確保鑄件的尺寸精度。另一側芯頭與外型留有100mm的空隙,此空隙在砂芯固定后直接填砂修平即可,一方面方便下芯過程中在型腔內調整砂芯的位置,避免砂芯晃動而損壞芯頭,另一方面可方便從內腔芯的排氣管位置向型腔外引出草繩。
制芯采取措施如下:
(1)打芯前先準備直徑為140mm、壁厚為12mm、長度比4#芯整體芯寬小20mm的無縫鋼管,此鋼管周身鉆孔。其次使用φ20mm的鋼筋焊接拍子,鋼筋之間的間距為200mm。最后把無縫鋼管與拍子焊接連成一體,排氣管外纏空心尼龍繩或草繩,放在芯盒中間適當位置。
(2)為了保證芯頭強度,在芯頭位置放置耐火磚;為增加砂芯強度,舂砂時適當放置掛砂鉤,為了保證排氣通暢,砂芯內草繩呈放射狀布置,并向排氣管引氣。
(3)為了保證上下圓孔芯的強度及防止粘砂,在上下圓孔芯位置工藝使用無縫鋼管,直徑83mm,厚度為5mm,打芯時此位置預先插入適當長度的鋼筋焊接到芯骨上,與主體連成一體,打芯時用耐火度較高的鉻鐵礦砂舂平。
5.優(yōu)化工藝的優(yōu)點
優(yōu)化工藝雖然增加了芯重,但在造型方面,增加定位芯頭后保證了鑄件內腔的尺寸精度,簡化了演芯及放置硬頂柱的操作過程,降低了操作者的勞動強度,提高了工作效率。同時改變排氣的方向,加大了排氣通道,保證排氣通暢。上下圓孔芯位置工藝上采用無縫鋼管套,既保證圓孔的尺寸精度,又增加圓孔芯的燒結強度,避免粘砂缺陷。
另外,在清理方面,由于4#芯固定不使用硬頂柱,不但節(jié)約了準備及加工的費用,減少清理及對應位置焊接修補,以及焊后去應力熱處理的費用。
6.結語
優(yōu)化后工藝既簡化了操作難度,又滿足了鑄件表面及內部質量的技術要求,保證了交貨周期。同時內腔的尺寸精度提高后,可保證鑄件在使用過程中內腔各部位受力均勻,增加了鑄件的使用壽命,為我廠贏得信譽,增強了市場的競爭力。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
