玻璃鋼美化通信塔的制造工藝及質量控制
2014-11-26 03:12:16杜文甫
機械制造 2014年2期
□ 杜文甫
浙江寧遠塔桅制造有限公司 浙江紹興 312000
玻璃鋼美化通信塔是使天線能夠傳輸無線電波的一種柱狀或面狀裝載塔體,具有美化環境、隱蔽天線、防腐、施工快捷、維護方便等特點,是適應人口密集、排斥鋼結構通信塔的一種塔體,目前已經廣泛應用于中國移動、中國電信等運營商的通信塔中。常見外觀有方柱型、圓柱型、廣告牌型、水箱型、空調外機型等。
1 塔的制造成型工藝及材料機械性能
1.1 制造成型工藝
目前,玻璃鋼成型工藝有幾十種,按工藝原理分主要有:手糊成型、噴射成型、纏繞成型、模壓成型、反應注塑成型、連續拉擠成型、計算機數控纏繞成型等[3]。結合美化通信塔產品的特點,一般采用手糊成型工藝和連續拉擠成型工藝。
手糊成型是用不飽和聚酯、環氧樹脂等室溫固化的熱固性樹脂,將玻璃纖維及其織物等增強材料結合在一起的一種無壓或低壓成型方法[4]。此工藝方法具勞動強度大、生產率低、質量不穩定、生產環境差等缺點,但由于操作簡單、專用設備少、適用性強,所以是目前玻璃鋼行業最流行的一種工藝。
拉擠成型是通過牽引裝置的連續牽引,使紗架上的無捻玻璃纖維粗紗、氈材等增強材料經膠液浸漬,通過具有固定截面形狀的加熱模具,在模具中固化成型,并實現連續出模的一種自動化生產工藝。此工藝方法具有效率高、機械強度高、質量穩定性好等特點,但一般只適合形狀單一或板狀類產品的制造。目前,大多數制造商都開始采用拉擠成型工藝。
1.2 制造程序
1.2.1 手糊成型工藝
手糊成型工藝目前技術很成熟,在玻璃鋼美化通信塔制造過程中,采用的是低壓成型法,材料為不飽和聚脂樹脂,該類樹脂在固化過程中僅排放相當少的低分子聚合物,對樹脂性能的基本要求是流動性能好,易浸潤玻璃織物,此外,在樹脂中加入一定量的(樹脂量的1%-5%)觸變劑,可減少樹脂在垂直面上的下流[5]。
生產工藝程序:模具清潔→配料→膠衣制備→玻纖與樹脂糊制→固化→脫模→加工與修飾 (打磨、修邊、上漆)→成品。
上漆工藝:打毛→刷紅灰底漆→水磨→打底漆→涂環氧膩子→水磨→打底漆→上漆罩光。
在塔的制造程序中,糊制、固化兩個環節尤為重要,首先它直接影響制品的表面光潔度和機械強度,其次是脫模時間,在常溫下應至少保證24h(聚酯樹脂時間),為節約時間,在60~80℃時可縮短為3~5 h。但由于美化通信塔在室外受強風、大雪等自然環境影響,對制品的機械強度要求較高,一般要求脫模后還需要繼續固化15d(聚酯樹脂時間)左右以達到最高強度。
手糊成型工藝適合形狀較復雜、非定型的產品,所以它適用于多品種、小批量且不受制品種類和形狀限制的玻璃鋼美化通信塔的制造成型工藝。
1.2.2 拉擠成型工藝
玻璃鋼美化通信塔具有柱狀或面狀的形態,拉擠工藝具有明顯的優越性,其次,由于拉擠工藝是一種自動化連續生產工藝,與手糊成型工藝相比,生產效率更高,而且拉擠制品的原材料利用率也是最高的(一般可達95%以上),所以此種工藝非常適合該塔的制造生產,其生產工藝為:模具清潔安裝→穿紗→配料→模具預熱→預成型→引出→固化→切割→加工與修飾 (打磨、修邊、上漆)→成品。
拉擠成型工藝在模具中屬固化成型,是實現連續出模的一種自動化生產工藝,因此它具有零件生產效率高、質量穩定、沿拉擠方向強度較高等特點,但前期投資大,對人工操作水平的要求高,一般只適合形狀單一或板狀類的產品,所以它適用于大批量、形狀簡單的美化通信塔制造。
1.3 玻璃鋼機械性能
由于玻璃鋼的機械性能與其成型方法、工藝水平、原材料等有很大關系,不同廠家的產品在機械性能上有所不同。通過我公司試驗檢測不同廠家提供的樣品(4 mm厚玻璃鋼板),得出玻璃鋼機械性能,見表1。
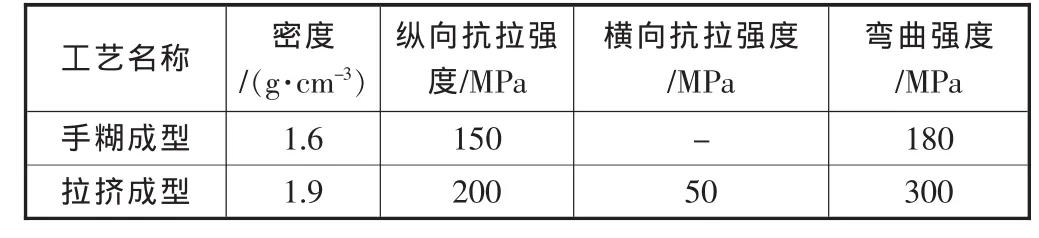
表1 玻璃鋼機械性能
2 玻璃鋼美化通信塔的質量控制
對該塔產品質量的控制,首先是模具。好的玻璃鋼模具要能滿足產品尺寸的精度;還要根據產品使用性能和環境,滿足它們的結構力學性能、機械性能和防腐性能的要求;在外觀效果方面,要有好的光潔度、平順度、均厚度[6],此外,還要考慮技術人員、原材料廠家、成型工藝設備等因素。
2.1 人為因素
由于手糊成型工藝基本為手工進行,勞動強度大、生產環境差,受人的因素影響大,產品通常會帶有“情緒化”,所以具有生產效率低、質量不穩定等特點。在實際生產過程中,應考慮工人的疲勞強度、防護品配給、技能培訓、產品結構的力學知識等,有必要時還須考慮工人的心理情緒等因素,使制作質量得以保證。拉擠成型工藝由于通過機械自動化完成,只需要人為保證玻璃纖維、氈材等增強材料給配比和徹底被膠液浸漬后進入模具,做好機修檢查以保證設備正常運轉即可確保制作質量。
2.2 材料因素
玻璃鋼美化通信塔一般用于室外,受環境因素影響較大,一般要求具有很好的耐候性及抗龜裂性。玻璃纖維的選用直接影響抗龜裂性,樹脂的選用直接影響耐候性,故選擇合適的材料完全能決定產品的質量。制造玻璃鋼美化通信塔的增強材料通常采用無堿或中堿玻璃纖維及其織物,基體樹脂通常采用不飽和聚酯樹脂或環氧樹脂,并要加入適當的助劑。
2.2.1 玻璃纖維
玻璃鋼美化通信塔的制造工藝中所常用的玻璃纖維包含中堿、無堿兩種類型,首先是選用無堿玻璃纖維,并在制作過程中對結構受力集中及轉角處增加玻璃纖維層數以解決強度問題;其次對玻璃纖維的紗線排布方向進行合理調整,讓其產品結構在受拉或受壓的方向盡量沒有接頭,當不能避免接頭時一般采用穿線扎接式處理,也可以采用搭接式,這樣能有效保證產品的強度及避免龜裂的產生或加劇。
2.2.2 樹脂
常用樹脂分為不飽和樹脂和飽和樹脂兩大類,因美化通信塔制作過程中要求流動性能好,易浸潤玻璃織物,所以采用不飽和樹脂,不飽和樹脂又分為鄰苯型和間苯型兩種。由于該塔常用于室外,具耐候性特點,尤其是紫外線 (由陽光產生)對樹脂有很強的分解作用,樹脂分解后,玻璃鋼強度、剛度等機械性能會嚴重下降,故塔應采用耐腐蝕較好的間苯型樹脂。另也可以通過在樹脂里添加紫外線吸收劑(助劑)的方法來增強樹脂的耐候性。
2.3 成型工藝設備因素
在玻璃鋼制造成型中,不管是手糊成型工藝還是拉擠成型工藝,如何選用設備會直接影響產品的合格率,比如:氣泡量和預壓力的控制。手糊成型工藝都是在常溫下制作,主要設備為輥輪和毛掃,其和氣泡量的產生和控制有直接關系;拉擠成型工藝具有模具加熱固化的過程,不易產生氣泡且預壓力也可以恒定控制,因為拉擠成型工藝只要工作人員在進模口處理好樹脂與玻璃纖維的配比和進給量,幾乎不產生氣泡,而且拉擠成型本身具有擠壓和勻速擠出量特點。所以手糊成型工藝的設備因素就顯得尤為重要。
手糊成型工藝中毛掃是分布樹脂的主要工具。工人在操作中用得恰當,毛掃產生的小氣泡就少,用得不好,毛掃就是制造小氣泡的工具,所以在操作前就應選好毛掃(毛要齊、毛根要直)。
輥輪是排泡的主要工具,它不但要把氣泡排出來,還要負責把纖維壓緊密,把滿足纖維浸透后多余的樹脂滾壓出來,使其模具樹脂與纖維比相差越小越好,這也就是提高玻璃鋼模具和玻璃鋼產品質量的一個很重要措施,如從市場上買到的輥輪造型設計是橫條狀,這就變成了氣泡收割器,不能把氣泡排出來,也不能把多余的樹脂滾壓出來,就更談不上減少樹脂與纖維比,那么玻璃鋼產品的質量就難以保證。
3 結束語
通過對玻璃鋼的特性和制造方法、工藝程序、實際機械性能、原材料、質量控制的分析研究,并結合玻璃鋼美化通信塔的特點和使用要求,以拉擠成型工藝為主、手糊成型工藝為輔作為該塔制造的解決方案。隨著通信運營商的網絡建設加快,以綠色、節能的玻璃鋼為原材料的塔將會大批量被采用。在注重制造工藝的同時,更應該關注國家政策,結合社會實際發展狀態,在技術合格的前提下滿足社會的長遠發展需要。
[1] 編委會.最新玻璃鋼與玻璃鋼制品創新配方設計與生產加工新工藝、新技術、新材料應用及質量檢測技術新標準實用手冊[M].長春:銀聲音像出版社,2006.
[2] 劉鳳梅,程新選,劉錦州.玻璃鋼中型轎車殼體生產工藝[J].河南科技,1993(12).
[3] 蔡建.玻璃鋼成型技術[J].工程塑料應用,2003,31(2).
[4] 李國萊.合成樹脂及玻璃鋼[M].北京:化學工業出版社,1989.
[5] 孫鎖泰,朱步銀,李向紅.玻璃鋼水箱的研制和受力分析[J].江蘇理工大學學報,1994,15(6).
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
