回歸分析在超精密加工表面粗糙度預測中的應用
2014-11-28 13:22:56楊曉東YANGXiaodong
價值工程 2014年24期
楊曉東YANG Xiao-dong
(黑龍江科技大學,哈爾濱 150022)
(Heilongjiang University of Science &Technology,Harbin 150022,China)
0 引言
由于在對KDP 這樣的軟脆單晶材料進行研磨和拋光的加工過程中能夠十分便捷的嵌入晶體,但是卻很難采用精密拋光的方法從晶體表面去除雜質,并且亞表層在拋光的過程中很容易造成損傷,這些雜質或缺陷成為零件激光損傷的來源并且這對高功率激光的應用是不能夠忍受的,因此,要想采用傳統的研磨和拋光方法將KDP 晶體加工出超光滑表面具有一定的難度。目前,對此類零件進行加工的時候,國內外普遍采用單點金剛石切削(SPDT)的方式。由于采用“飛刀”的切削方式容易在加工表面形成刀痕而在晶體透射波前增加小尺度的周期擾動。本次實驗將重點研究已加工表面粗糙度受到切削速度(轉數)、背吃刀量以及進給量(進刀速度)等切削用量的影響。
1 因素水平編碼表的編制
因子xj(j=1,2,3)為坐標軸構成的空間稱為因子空間。在因子空間尋找能夠使表面粗糙度達到最小值的最優解即尋找最優化切削條件。本文采用了三因素二次回歸通用旋轉組合設計,表1 為各個因素的水平編碼。對獨立變量z1、z2、z3進行線性變換后,就建立起了n、f、ap與z1、z2、z3取值的一一對應關系。
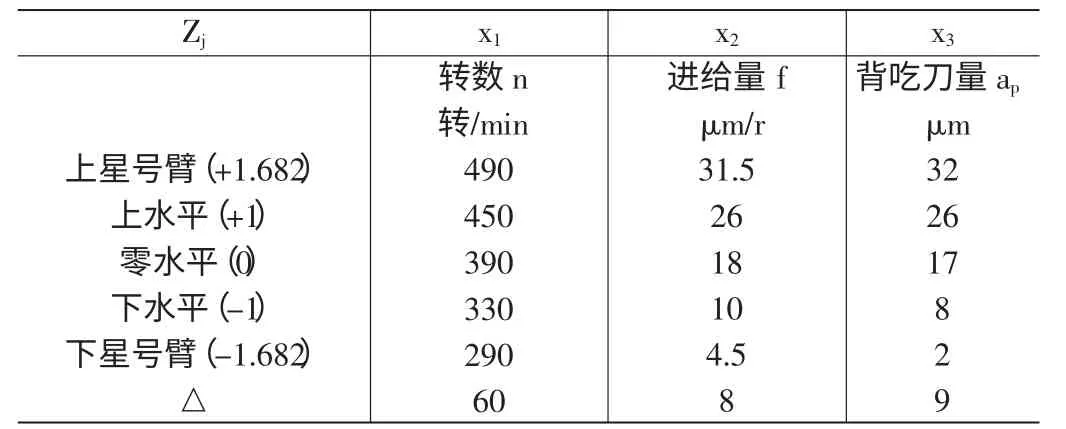
表1 因素水平編碼表
2 回歸系數的計算及回歸方程的求解
當有p 個變量時,二次回歸方程的一般形式為

首先要確定各個回歸系數,回歸系數的計算公式如下:
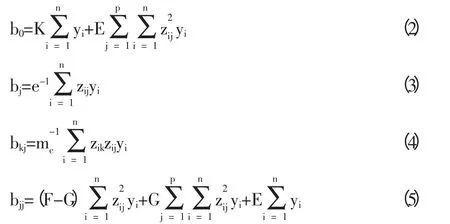
實驗采用二次回歸通用旋轉組合設計,其實測值和預測值見表。當p=3,由表查得K=0.1663402,E=-0.056792,F=0.06939,G=0.00689003,e-1=0.07322,。KDP 晶體加工表面粗糙度預測模型可表示為

n、f、ap與z1、z2、z3值的對應關系可表示為

其約束條件為

3 切削參數的優選及實驗驗證
由于采用解析法和通過大量實現來尋找表面粗糙度這一目標函數最小切削參數的最佳組合既麻煩又不現實,因此,我們利用了MATLAB 優化軟件這個工具。由于在優化KDP 晶體超細精密加工表面粗糙度預測模型的時候,利用MATLAB 優化軟件不需要考慮加工效率,而只需要考慮約束條件,因此能夠迅速得到切削參數的最佳組合。經計算優選出的切削參數為:n=390r/min,f=10μm/r,ap=32μm。此時求得的KDP 晶體超精密加工表面粗糙度最優值為Ra=8.5611nm。
在上述條件下進行加工的表面實際測量值Ra=7.37nm。從測量值和預測值的一致性我們可以認為建立的預測模式是可靠有效的。
4 結論
由于本文采用回歸分析法建立的預測模型能夠通過較少的實驗獲得大量的信息,因此具有較高的數學模型效率。此外,對于模型的切削參數還可以利用優化軟件進行優化。但是,在對加工表面粗糙度進行測量的時候,建立的預測模型受到隨機誤差的影響也會產生一定的誤差,因此,為了解決這個問題,除了在測量表面粗糙度的時候使用分辨率較高的儀器外,還對每個觀測值經過多次測量后經平均求得。
[1]楊福興.激光核聚變光學元件超精密加工技術研究[J].光學技術,2003,29(6):649-651.
[2]楊福興.KDP 晶體超精密加工技術的研究[J].制造技術與機床,2003(9):63-65.
[3]張文生,張飛虎,等.光學脆性材料的金剛石切削加工[J].光學精密工程,2003,11(2):139-143.
[4]姜啟源.數學模型[M].高等教育出版社,2003.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45