大型軸類工件快速劃線工具的設計與應用
2014-12-02 01:34:58齊齊哈爾北方機器有限責任公司黑龍江161000黑玉龍李龍海趙翔宇
金屬加工(冷加工) 2014年16期
齊齊哈爾北方機器有限責任公司 (黑龍江 161000) 李 娟 劉 敏 黑玉龍 李龍海 趙翔宇
1.傳統的劃線方法
通過加工所獲得的半成品,基準通常是已加工過的外圓。再以外圓為基準劃出與中心對稱的鍵槽線。傳統的方法是在平臺上,通過滾輪支架或可調V形鐵支承工件不同軸徑的外圓,然后調整V 形鐵的高低,用水平儀等對工件進行找正,使工件的軸心線與劃線平臺平行。然后調整可調式高度尺,將軸的外圓最高點和最低點分中,找出對稱中心線后,將高度尺再分別向上下調1/2 鍵槽寬度尺寸,劃出鍵槽線。
大型軸類工件毛坯直徑大、長度長、重量大,每次劃線都要上平臺,吊運不方便,也很費時間,調整時也不安全。筆者針對這一情況,設計出快速劃線工具“軸類鍵槽劃線器”,工件可以不用上平臺,在地面上或地面支架上即可完成劃線操作。
2.軸類工件鍵槽劃線器的設計原理
(1)設計原理:由于軸類工件在幾何學中是圓的延伸體,根據圓的性質:“圓外一點到圓的兩條切線相等,它的角平分線,平分角且經過圓心”我們能知道,只要找出兩條切線的角平分線就可以找到圓的中心線。軸類工件的鍵槽的對稱中心線也正是圓的中心線。在設計原理上首先確定出一個V 形塊,V 形塊在和圓柱體相切接觸時就符合了圓的切線定理,將尺寸A的上下面與V 形塊的角平分線分別平行且相等(見圖1),這樣就可以滿足劃線操作的要求。在設計V 形塊的夾角時,考慮到在外形尺寸A 不變的情況下,增大角度能增加V 形塊的尺寸B,有利于安裝調節螺栓,所以不采用90°夾角,而采用120°夾角。
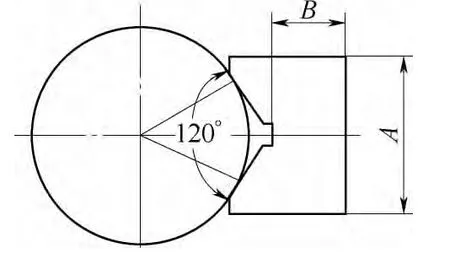
圖1 設計原理
(2)組合劃線小平臺的設計:從上述原理的講述當中,我們只要把尺寸A 的兩個平面除以2 就得到了V 形塊的角平分線也就是圓的中心線,即尺寸H=A/2。在V 形塊尺寸A 的任何一面,通過一個彎板6和緊定螺栓7 將一塊長條的可自由伸縮的平鐵1 與V形塊3 的下面緊密貼合,建立起一個組合劃線小平臺(見圖2),用以安放劃線盤,配合劃出工件鍵槽中心線和寬度線。但需要解決如何將其固定在工件上使它懸浮起來。在設計中在V 形塊內加上了手動磁力裝置,劃線時打開磁力開關手柄4,使V 形塊完全吸附在工件的外圓面上,完成劃線后關掉磁力開關,即可輕松取下組合劃線小平臺。
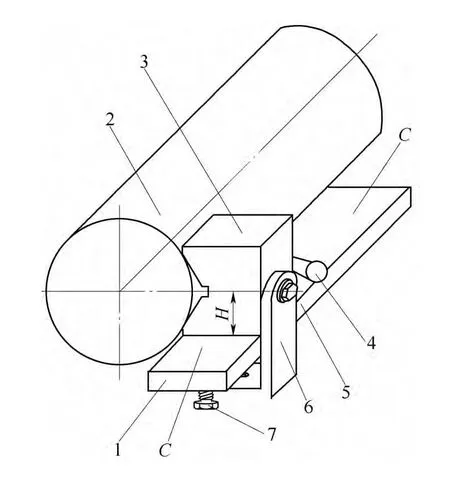
圖2 組合劃線小平臺
(3)卡規式劃線盤的設計:為了配合組合劃線小平臺,快速地劃出軸類工件鍵槽中心及寬度尺寸線,特別設計了一個卡規式劃線盤(見圖3)。圖3中高度尺寸H 與圖2 中尺寸H 一致,這樣當卡規式劃線盤的C 面放在組合劃線小平臺的C 面上時,就可以直接獲得中心線D 面,即底座4 和劃針1 的貼合面。松開夾緊螺母2,在D 面上加墊1/2 鍵槽寬度尺寸的塊規,即可劃出鍵槽線。

圖3 卡規式劃線盤
3.軸類工件鍵槽劃線器的應用
通過對圖2、圖3 進行了組合使用,將圖3 的C面放在圖2 的C 面上,劃針1 的D 面劃針尖處即為圓的中心線。再配合鋼板尺、直角尺、塊規和R 規等工具,就可以完成對軸類工件鍵槽的劃線操作。其具體操作步驟分以下兩步:
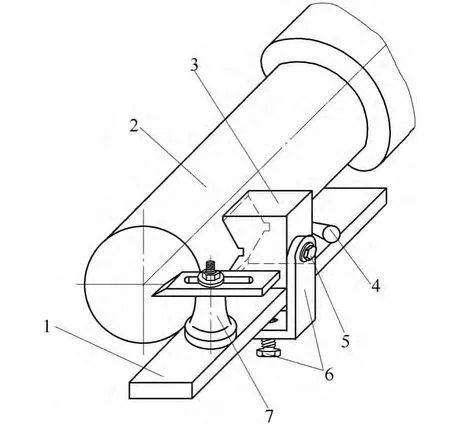
圖4 劃中心線方法示意圖
(1)先劃出鍵槽的對稱中心線:如圖4 所示,將工件置于地面上或放在地面支架上,將底面墊平,用楔鐵或木楔將工件固定住,防止其滾動。按照產品圖的要求,將紫色涂在要劃的鍵槽位置上之后,將平鐵1 伸出長度調整好后,利用夾緊裝置6 將平鐵1 固定在V 形塊3 的下面,然后將V 形塊3 靠在軸的外圓表面上,再把小水平儀放在V 形塊3 上面,使V形塊3 在軸的徑向方向上汽泡為零,打開磁力開關4,使它吸附在軸的外圓表面上。移動卡規式劃線盤7,即可劃出一條鍵槽的對稱中心線。
(2)劃鍵槽寬度尺寸線:如圖5 所示,在劃線盤5 (見圖3)的D 面上加墊1/2 鍵槽寬度尺寸的塊規4,即可劃出鍵槽的一側寬度尺寸線。松開可調螺母7,將平鐵1 調轉180°,通過夾緊裝置8 將平鐵1與V 形塊3 的上面緊密貼合。再利用劃線盤5 即可劃出鍵槽的另一側寬度尺寸線。然后用直角尺連線劃出槽底尺寸線。劃完后,關掉磁力開關6,即可取走劃線器。用鋼板尺截取軸向鍵槽尺寸,R 規輪圓劃出鍵槽端部R 線,即完成鍵槽劃線操作。

圖5 劃鍵槽線方法示意圖
4.結語
軸類鍵槽劃線器的優點:
(1)對一些超過平臺的長度較長、重量大的軸類工件,有著明顯的應用效果,可以節省吊裝和找正的時間,提高劃線的效率。
(2)工件不用上平臺就可以進行劃線操作,應用起來特別安全,方便快捷。
(3)適用于半成品時劃鍵槽以及與中心線對稱的槽等,改變了劃鍵槽線時離不開平臺的老傳統,創新了劃線方法,值得推廣。
