機床主軸端部短錐測量
2014-12-02 01:35:08山東博特精工股份有限公司濟寧272071張啟義季紅麗葛慧穎
金屬加工(冷加工) 2014年16期
山東博特精工股份有限公司 (濟寧 272071) 張啟義 季紅麗 葛慧穎
主軸端部是主軸與工件或工具聯系的結合部位,其結構形狀由機床類型及夾具或刀具的形狀而定,同時應使之能保證刀具或卡盤的定位準確、安裝牢固和裝卸方便,能夠傳遞足夠的轉矩,并且盡量減小主軸端部的懸伸長度。由于刀具、夾具的尺寸已經標準化了,所以相應的通用機床的主軸端部形狀和尺寸也已經實現了標準化,專用機床設計時也應根據機床用途和結構特點選用相近類型的標準結構,以便于機床主軸的制造、裝配和使用維修。
1.主軸端部結構及工藝特點
標準化的機床主軸端部結構包括A 型、C 型和D型等,主要用于臥式車床、立式車床、數控車床、高精度車床以及磨床等。上述幾種主軸端部結構形式,除拉緊、緊固結構不同外,其共同的、關鍵的結構特點就是通過1/4 短錐定心,聯接過渡盤或花盤,使夾具或刀具準確定位,所以其1/4 短錐的制造精度在一定意義上決定著整個主軸系統甚至整臺機床的精度。
如圖1 所示,主軸端部為錐度1/4 的短錐,其大端名義尺寸為D,長度為l,在分度圓直徑D1上均布螺紋孔d,沉孔d1用于安裝傳遞力矩的端面鍵,用螺釘通過螺紋孔d2將端面鍵固定。聯接刀具或夾具的過渡盤、花盤通過1/4 內錐面與短錐配合定心,自然結合狀態下過渡盤與主軸法蘭盤端面之間有一定的間隙b,當使用螺釘通過螺紋孔d 將過渡盤與主軸緊固后,理想狀態下過渡盤1/4 錐面和端面與主軸同時接觸,以保證聯接有足夠的剛度。
在實際加工與測量過程中,1/4 大端尺寸D 為1/4 錐面延長線與法蘭盤端面的交點,是一理論尺寸,無法通過通用量具直接測得。在制造過程中,需要先利用端面外圓磨床加工出法蘭盤端面,保證其相對于基準的垂直度和端面跳動;然后將機床工作臺調整到1/4 錐度的半角位置,來磨削1/4 短錐的錐面,這時1/4 短錐的大端尺寸以及錐度公差就需要環規來檢驗。

圖1 A2 型主軸端部結構簡圖
2.公規及環規的結構與使用
為方便使用與測量,可以將1/4 公規設計成如圖2 所示的結構。首先制作1/4 公規,可以使用萬能工具顯微鏡或正弦尺來檢驗其錐度,使其尺寸、角度符合工作量規的要求,并保證其右肩面對軸線的垂直度要求;然后使用內六角頭螺釘將其與壓板安裝在一起。1/4 公規可以用來檢測花盤和過渡盤。
如圖3 所示為1/4 環規結構簡圖。它是檢測1/4短錐的專用環規,其內錐面的基本直徑d 應符合工作量規的要求,在制造過程中應保證左端面相對于內錐面的垂直度要求。測量時環規內錐面緊貼主軸1/4 短錐,用塞尺測量環規與主軸法蘭盤端面間的間隙,根據間隙值以及其錐度長徑比1/4 的關系,即可計算出主軸短錐的大端尺寸D。即
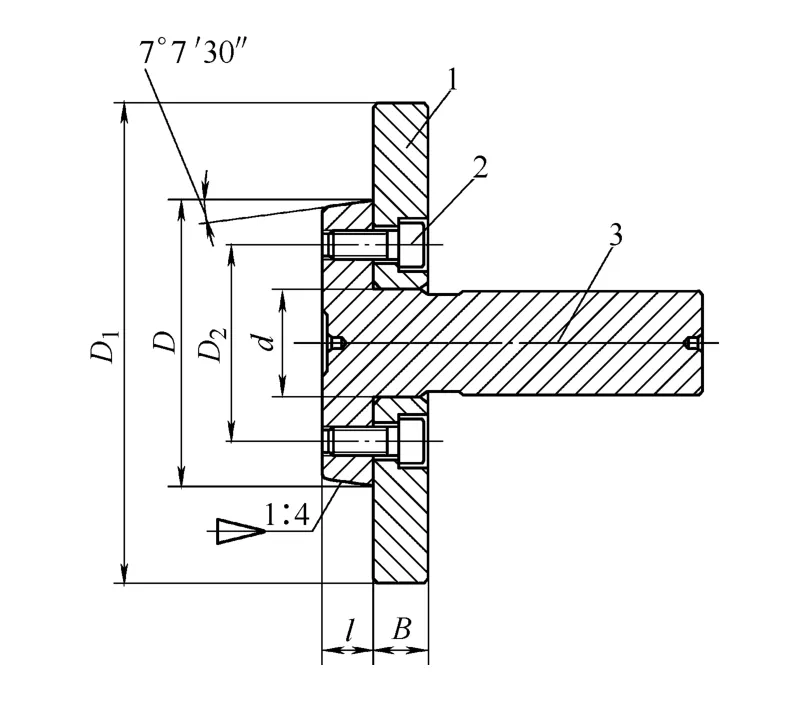
圖2 1/4 公規結構示意圖
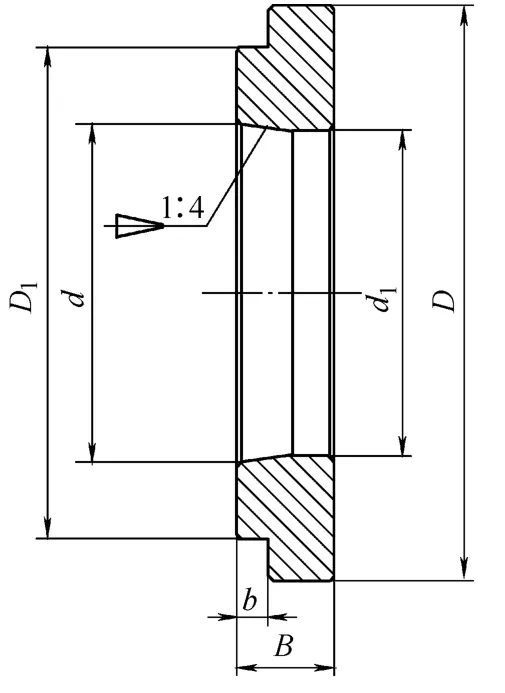
圖3 1/4 環規結構簡圖
式中,D 為主軸1/4短錐大端尺寸;d 為1/4 環規實際尺寸;b為環規端面與主軸端面的間隙。
該方法是測量主軸端部1/4 短錐的常用方法,應用比較普遍,簡單實用。但存在以下缺點:①測量數值不準確,測量時因經常出現間隙值無相對應塞尺規格的情況,需將幾種規格的塞尺疊加測量,影響測量精度。②測量數值不直觀,無法直接測得結果,經塞尺測量后需經過計算才能得到結果。③測量精度不能滿足高精度主軸1/4 短錐的測量要求。
3.帶表1/4 環規的結構與使用方法
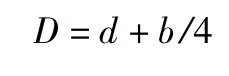
為了能夠快速、準確地檢測主軸端部1/4 短錐,設計了精密帶表1/4 環規,其結構如圖4 所示。1/4環規的端面上均布4 處端孔,在端孔內安裝彈性套,用來固定指示表,彈性套和指示表用緊定螺釘鎖緊。
圖4 帶表1/4 環規
使用時先將1/4 環規放置在精密平板上,指示表通過彈性套的夾持安裝在環規端面上的4 處沉孔內,彈性套與沉孔以及表桿的配合要適宜,過松則不能將指示表緊固,過緊則會影響指示表的靈敏性。根據所要測量的短錐尺寸值調整指示表的量程,一般壓表0.20~0.25 mm,然后將指示表表盤調整到零位,調整完畢后用緊定螺釘將彈性套和指示表鎖緊。測量時將1/4 環規的內錐面緊貼主軸短錐的錐面,通過讀取指示表的數值就可以得到環規與主軸端面的間隙值。通過長度與直徑上4∶1 的換算關系,就可以快速而準確地測得1/4 短錐的尺寸。
該結構環規成功應用于高速車床電主軸的主軸端部檢測,其結構形式為A2—6,1/4 短錐對基準的跳動為0.003 mm,其大端尺寸為φ106.3750-0.01mm,
技術要求環規與端面的間隙為0.04~0.08 mm。按照常規的檢測方法,用塞尺檢驗,不僅檢驗精度難于保證,而且檢驗過程不易控制。采用帶表1/4 環規結構后,成功克服了以上難題,有效保證了該類型主軸的制造和檢測。
4.結語
1/4 短錐作為一種典型的機床主軸端部結構,在普通機床、數控機床以及專用機床上得到廣泛的應用。此外,一種圓柱形的端部聯接方式(ISO 702—4)在高速、高精密機床的設計中得到了廣泛的應用,由于其取消了中間傳動環節,結構簡單、精密可靠,尤其適合高速機床(本研究受“高檔數控機床與基礎制造裝備”科技重大專項“精密機床主軸高效、柔性加工生產線”(2013ZX04012051)項目支持)。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
現代企業(2015年9期)2015-02-28 18:56:50
