大長度零件的多孔加工與模具設計
2014-12-02 01:35:06廣東倍海建筑有限公司陽江529900何大開
金屬加工(冷加工) 2014年16期
廣東倍海建筑有限公司 (陽江 529900) 何大開
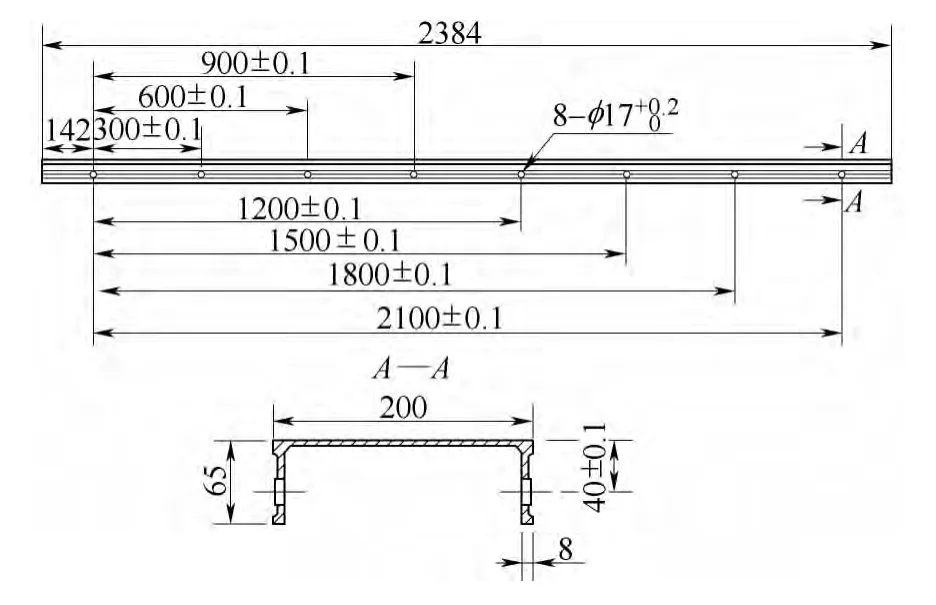
圖1 工件
1.零件特性分析
墻體模板是需大批量生產(chǎn)的產(chǎn)品,材料是6061-T6擠壓鋁合金型材,產(chǎn)品總長,8孔直線排列,孔徑,任意兩孔的孔距公差為±0.1 mm。如何保證任何兩孔孔距的精度,就成為加工所要解決的問題。
2.工藝方案分析
對于工件中8 孔的加工,我們嘗試過兩個方案:方案一:利用廠內現(xiàn)有的Z5132 鉆床,分8 次鉆孔加工;方案二:利用廠內現(xiàn)有的J23—63 型壓力機沖孔,一次沖2 個孔,分4 次加工。
由于工件長度長,孔數(shù)多,用上述的兩種方案,受限于裝備的定位精度,產(chǎn)品頭尾兩孔的孔距公差均大于±0.5 mm,遠未達到零件的精度要求,嚴重影響產(chǎn)品的使用性能。
為了保證加工精度,我們設計了專用組合機與沖孔模具,通過實踐,成功解決了這類零件的加工精度問題。下面將該沖多孔模作一介紹。
3.沖孔模設計
(1)總沖裁力和壓力中心計算

式中,K 為安全系數(shù),可取K=1.3;L 為沖裁周邊總長,孔的直徑為17 mm,經(jīng)計算得L=53.4 mm;t 為材料的厚度,取t=8 mm;τ 為材料的抗剪強度,查材料手冊得τ=245 MPa。
將參數(shù)代入公式,得

該零件有8 個孔,則總沖孔力為
術后發(fā)生神經(jīng)功能損傷7例。截癱1例,AISA分級A級,急診手術減壓后,神經(jīng)功能無改善;不全癱1例,AISA分級B級,術后恢復為C級;一過性神經(jīng)功能損害5例,保守治療后均恢復正常。

總沖壓力為P2=P1+Px=1142.9 (kN)。
基于經(jīng)濟節(jié)能的出發(fā)點,此考慮將沖孔凸模的工作長度設計成兩種尺寸,每4 個凸模為一組,長度相差一個料厚,即相差8 mm,如圖2a 所示。這樣就可以使總沖壓力減半,則總沖壓力

由此得,壓力機的公稱壓力超過571.5 kN 即可。
為了減少沖裁力,我們還將凸模的刃口加工成雙斜面,即將凸模刃口的一半以傾斜2°或等于板料厚度1/10 的傾斜度磨削,如圖2b 所示,轉180°,依法磨另一半。這樣凸模除可以減輕沖孔力外,還可以得到光潔的孔,并使卸料力減少到幾乎為零。
壓力中心的確定:如圖2a 所示。
孔的周長為53 mm。因為凸模有兩種高度,所以沖孔過程是分兩批進行的,先沖第1、3、6 和8 這4個孔,則
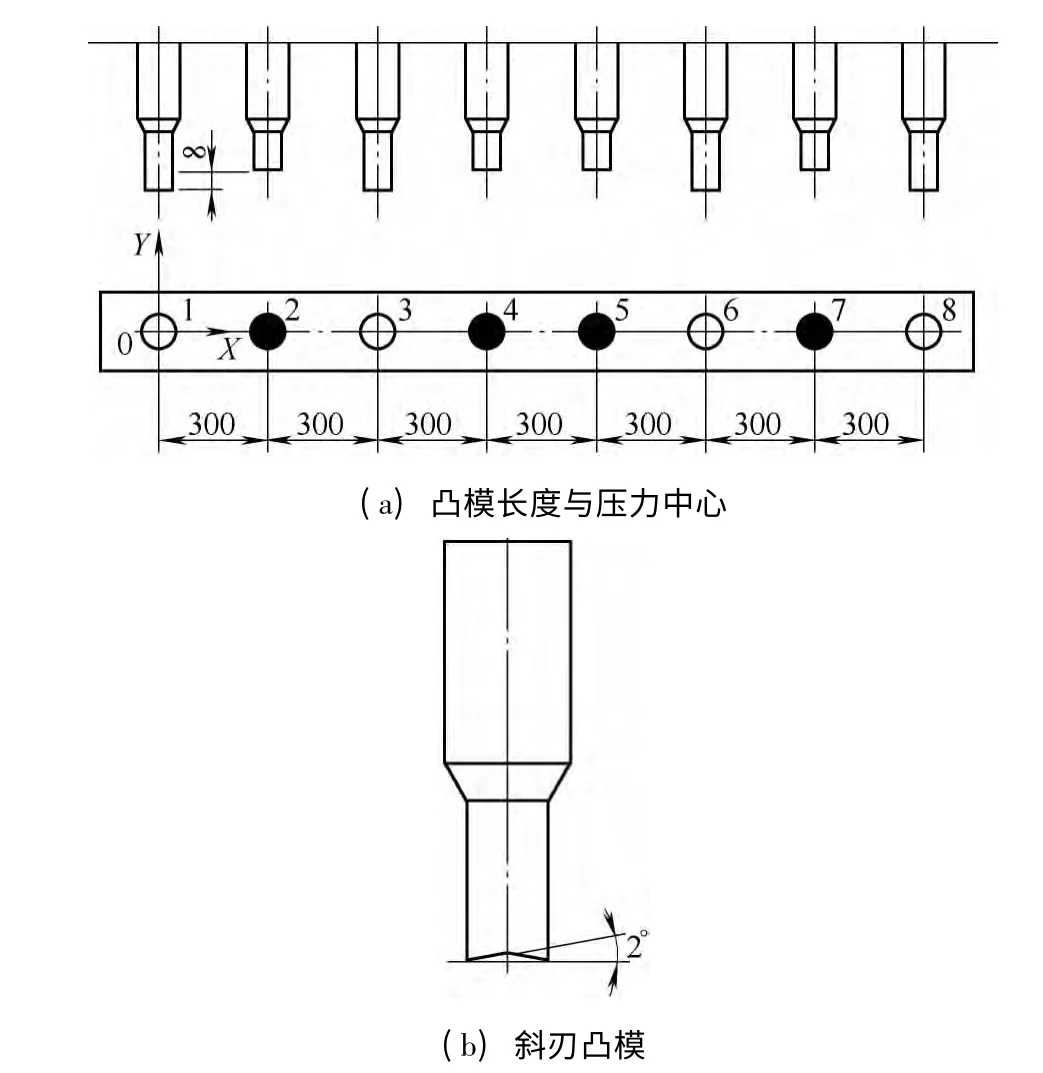
圖2

后沖第2、4、5 和7 這4 個孔,則

根據(jù)計算確定沖壓的壓力中心位于距原點0 向右1050 mm 處。
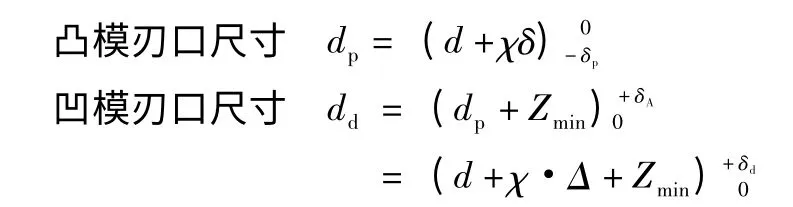
式中,d=17 mm。另查模具設計手冊得:χ=0.5,Δ=0.2 mm,δp=0.02 mm,δd=0.02 mm,Zmin=0.88 mm,Zmax=1.04 mm。
將已知數(shù)據(jù)代入公式,算得:凸模刃口尺寸dp=,凹模刃口尺寸。
(3)模具結構設計:工件沖多孔模具結構如圖3所示。下模、下模固定板和上模固定板這3 個零件,為了便于加工制造,此將這幾個零件做成600 mm長,各做4 個,最后通過螺紋聯(lián)接拼裝于機架上。材料選擇方面,考慮制作成本,盡可能地選用本廠內現(xiàn)有的材料,同時結合模具硬度的考慮,沖孔是由凸模楔入材料,是經(jīng)受磨損的工作零件,其硬度應大些。為此,上模用Cr12,熱處理硬度60~63 HRC;下模用T10,熱處理硬度57~60 HRC;導柱與導套用GCr15,熱處理硬度61~65 HRC。
工件在一個固定擋料塊及7 個橡膠壓料輪的作用下進行定位,手動壓緊,一次完成沖多孔工序。工件由剛性卸料板卸料,廢料自然漏料。由于工件本身沒有形位公差要求,此定位精度達到設計要求。
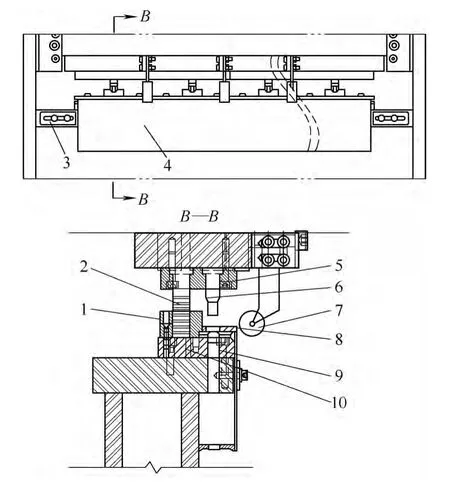
圖3 模具結構
(4)模具的修模與失效:當在生產(chǎn)過程中模具間隙大于Zmax=1.04 mm 時,需要對模具的凹、凸模進行修模。多次修模后,凹、凸模之間的嚙合長度小于或等于工件厚度8 mm 時,需要更換新模具。
4.結語

圖4
結合該工件的特點,選擇加工方法,利用專門設計的組合機沖孔模(見圖4),有效地解決了常規(guī)裝備加工多孔保證不了加工精度的問題,生產(chǎn)效率、產(chǎn)品質量和可靠性得到顯著提高。目前,該套沖孔模用于產(chǎn)品的批量生產(chǎn),取得了良好的經(jīng)濟效益。
