先進刀具在石油鉆采裝備行業的應用
2014-12-02 01:31:54中石化石油工程機械有限公司第四機械廠
金屬加工(冷加工) 2014年3期
中石化石油工程機械有限公司第四機械廠 高 漢
我公司是一家石油鉆采裝備研制企業,中國裝備工業的發展促使著公司不斷開拓創新,為了樹立百年品牌老店形象,必須保證零部件的生產無論從產品材料、結構以及加工精度均需隨著行業的發展得到更大程度的提高。我分廠是公司固壓設備核心部件——泵總成的制造基地。在產品的制造過程中,需要大量先進、高效刀具和機床。目前我公司加工中心機床一半進口一半國產,由于是重型加工,所以都是低速型的機床。刀具則主要使用了美國肯納、瑞典山特維克可樂滿、日本住友、京瓷、大昭和、韓國特固克和成都森泰英格、千木刀具公司的數控刀具,而在這里面刀片刀頭95%的進口,只有刀柄、刀桿國產才能占到一席之地。每年我分廠刀具消耗量大概是200多萬元。
模塊式鏜刀的使用

圖1 整體式雙刃鏜刀
目前我們的粗鏜孔采用的是整體式雙刃鏜刀,如圖1所示。而現在早就是模塊式鏜刀的天下了。精加工不是采用國內流行的微調精鏜刀。而是從國外進口的CH頭(見圖2),一種類似于平旋盤的裝置。這種CH頭,首先可以自動控制直徑的變化,可以用它多刀精加工精密尺寸、圓弧、切槽、挑螺紋。只需更換前面的刀頭就可以了。其次是比平旋盤長,加工長度范圍大。但是制造復雜、精度要求高、配件購買周期長。而且價格非常貴抵得上一個小型數控機床的價格了。
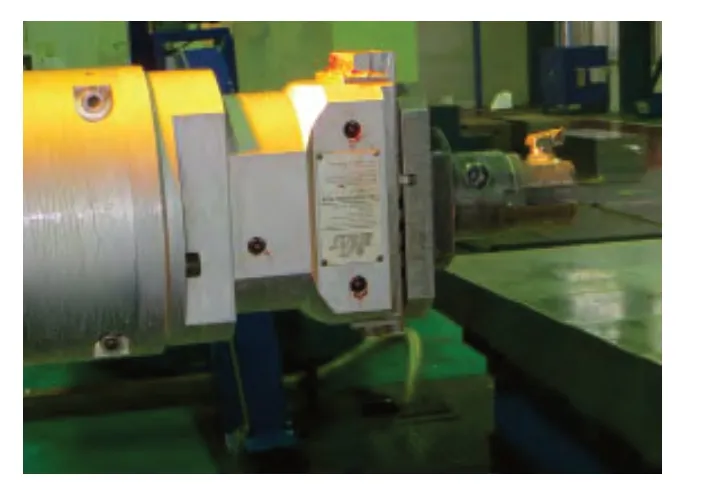
圖2 CH頭
刀片的選擇

圖3 泵體
我們的核心產品比如泵屬于六面箱體類零件,材料是合金鋼,硬度≥34HRC,六個面都有孔交叉而過,如圖3所示。它的幾大難點:硬度高、相貫孔深、內腔中間大、兩頭小,需要掏窩子 ;大直徑(>15mm)的鋸齒螺紋、配合精度高的大小錐孔(最小直徑也大于70mm)。
就對其中相貫孔加工來說,其僅僅是減輕重量、儲水的腔體,但是就因為上下左右前后的幾道孔相交,造成普通刀片到此就或碎裂或刀尖嚴重磨損,而無法加工。我們用的是肯納的R0.8mm菱形刀片,40mm多的余量,每刀5mm,要走10來刀,一個刀尖可以加工2~3個腔體。肯納的刀片缺點是進口刀片貴,供貨期偏長,曾經有一國內的刀具生產廠家提供了他們的刀片,情況很差,一道孔都干不下來,非常可惜的是試驗了兩次后,他們就放棄了。對于鋸齒螺紋、錐孔,目前就沒有國內廠商在這方面提供服務。目前我們是以車工挑扣的形式加工鋸齒螺紋,速度很快,一個90mm長度的鋸齒扣只需要5~6min。但是這對于刀片的要求很高。一般的螺紋刀片經常中途碎裂、磨損,造成螺紋報廢或修復。這么大的直徑鋸齒螺紋好像還沒有廠家提供更高效穩定的其他銑削加工方式。
對刀具廠商的希望和建議
(1)針對客戶的加工需求,有提供解決方案的能力。能到現場了解客戶的真實第一手數據,為客戶著想,也為自己的長遠發展著想,建立難加工材料的客戶檔案,在自己的研發部采用跟客戶相同的材料進行模擬加工,試驗自己的刀片刀具,設計最好的切削參數。同時廣泛收集整理客戶的先進刀具經驗為己所用。
(2)保證刀具刀片的切削穩定性。
(3)刀柄的動靜剛性、裝夾精度、刀片的壽命。
(4)能幫助客戶改進工裝夾具、改進工藝方案,優化切削參數,減少輔助時間。
好的刀具沒有好的裝夾方案保證、沒有好的工藝方案保證,一樣發揮不了作用,都是紙上談兵。刀具商不僅僅是賣刀具,還能因自己的見多識廣和高超的工藝解決能力而成為客戶可信賴的工藝師。目前我們大多數的刀具使用者都是憑經驗、靠摸索在使用和選擇數控刀具,造成刀具品牌繁雜、管理刀具混亂,需要得到刀具商的專業培訓。
(5)特別對于國產刀具企業的期望。①銑削為主的刀具占據主流,以孔鏜削為主的加工中心使用的刀具刀片偏少。尤其是前面提到的難加工材料的螺紋加工、錐孔加工、相貫孔加工等。②多做宣傳、多做各種刀具切削視頻在多種渠道上推廣自己。像網上流傳的德馬吉視頻一樣給人震撼。雖然現在仍是進口刀具占據主動,國產刀具要想讓一個擁有進口品牌的客戶認同自己很有難度,但是我們也要看到進口的弱點,每一個刀具用戶從心里還是更想要自己的民族品牌。
最后希望我們國產的刀具廠商能用專業的制造水平,先進的生產工藝、客戶至上的理念,持續不斷的為客戶提供更好的刀具解決方案,為我們的國產刀具行業的發展做出更大的貢獻。
