汽車發(fā)動機正時鏈條蓋快速樣件加工工藝
2014-12-02 01:37:12廣東鴻圖南通壓鑄有限公司江蘇226300林愛綿紀亞洋顧仁軍
金屬加工(冷加工) 2014年23期
■廣東鴻圖南通壓鑄有限公司(江蘇 226300)林愛綿 紀亞洋 顧仁軍
1.項目介紹及分析
圖1、圖2為我公司承接的某汽車公司的一款乘用車發(fā)動機使用的發(fā)動機正時鏈條蓋,此鏈條蓋用于2.0和2.0T兩款高性能發(fā)動機上,在開發(fā)初期發(fā)現(xiàn)并改進新產(chǎn)品設計缺陷,避免新產(chǎn)品投產(chǎn)后造成的設變成本損失,快速樣件正好是用于發(fā)動機在前期開發(fā)前期性能測試、缺陷的發(fā)現(xiàn)以及驗證產(chǎn)品的特性。由于模具和夾具的開發(fā)周期較長,為了縮短汽車在研發(fā)過程中的周期,往往用鋁塊進行快速加工,使得前期的開發(fā)時間以及開發(fā)成本大大降低。這也是為什么很多產(chǎn)品樣件都是使用快速加工的原因之一。
在做此類產(chǎn)品的時候我們往往要考慮的有兩個方面,一是產(chǎn)品的精度,另外一個就是產(chǎn)品在加工過程中如何防止產(chǎn)品的變形。最初我們使用的材料是T6的,只是做過人工時效,但是粗加工完成后發(fā)現(xiàn)產(chǎn)品變形量達到了0.8 mm以上。后來更改加工工藝:將產(chǎn)品兩序粗加工完成后進行精加工,最后發(fā)現(xiàn)產(chǎn)品的變形量達到了2.0 mm,產(chǎn)品變形量已經(jīng)遠遠超出了合理的范圍,無法繼續(xù)進行加工。我們當場也分析出是材料內(nèi)部應力集中造成,可是如果對材料進行時效處理需要很長時間,但客戶的訂單周期時間很短。

圖1 正時鏈條蓋半成品
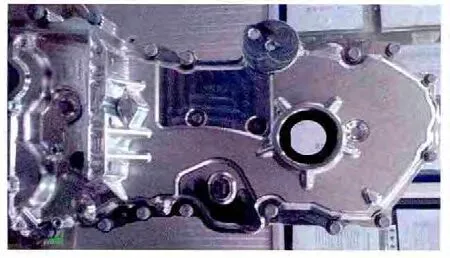
圖2 正時鏈條蓋成品
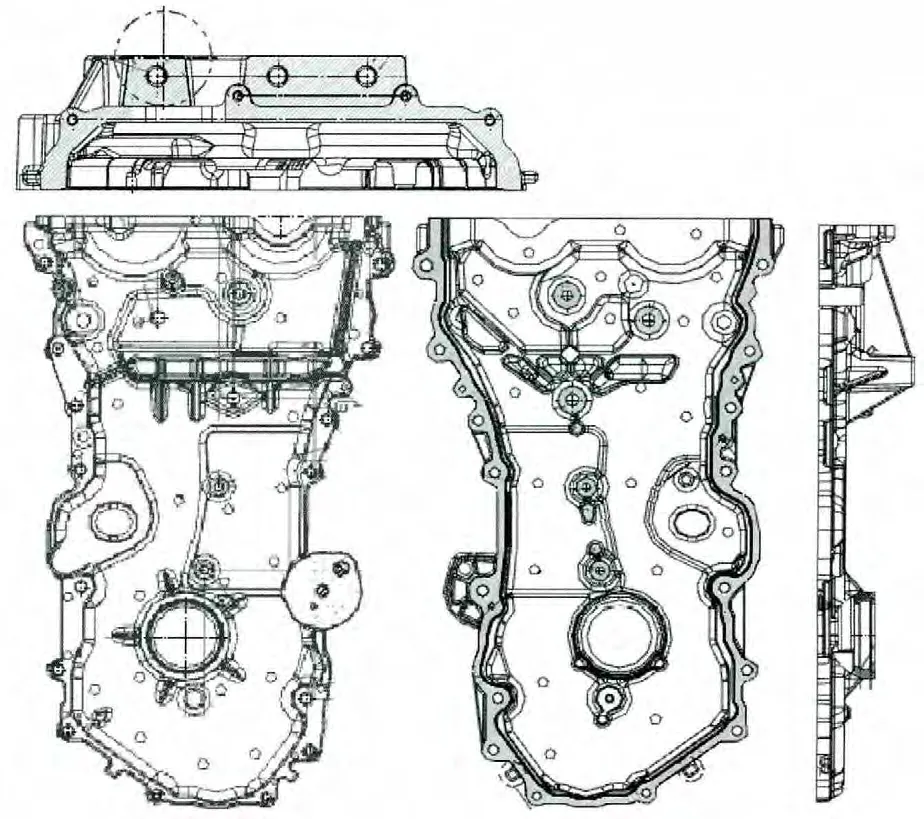
圖3 正時鏈條蓋機加工示意圖
于是我們通過查閱資料,選用另外一種材料是6061,鋁板型號為T651。一般情況下,T6的內(nèi)應力會比較大,加工會變形,最適合加工的狀態(tài)應該是T651,它是在T6的基礎上進行拉伸,消除內(nèi)應力。6061鋁合金的主要合金元素是鎂與硅,并形成M g2S i相。若含有一定量的錳與鉻,可以中和鐵的壞作用;有時還添加少量的銅或鋅,以提高合金的強度,而又不使其抗蝕性有明顯降低。買回來T651材料后,加工后發(fā)現(xiàn)產(chǎn)品的平面度在0.15 mm以內(nèi),我們要控制產(chǎn)品的平面度不超過0.4 mm,完全合格。
圖3為正時鏈條蓋機加工示意圖,鏈條蓋和其他汽車零件相比,易變形,加工精度高,裝配表面質(zhì)量要求高。此零件是發(fā)動機總成的部件之一,有著嚴格的裝配尺寸要求和較高的形位公差精度。零件最大外形尺寸511 mm×3100 mm×81.75 mm。鋁料的規(guī)格為650 mm×320 mm×85 mm。
2.零件加工工藝分析及夾具設計方案
產(chǎn)品的加工工藝分為3個序進行加工,一序加工鏈條蓋內(nèi)側(cè),并且將所有周邊過孔在一序全部加工出,另外需要用到二序的定位孔,位置度收嚴到0.05 mm(見圖4)。
根據(jù)零件的結構和技術要求,經(jīng)反復分析討論,確定了零件機加工分三序進行:
OP10工序加工采用立式數(shù)控加工中心,通過鋁塊的T型槽將鋁塊壓在機床上。加工鋁塊的兩面以及X方向和Y方向基準加工,并且粗加工鋁塊(見圖5),粗加工結束后對產(chǎn)品進行精加工,周邊過孔加工以及銷釘孔的加工。這樣的工藝是保證所有孔在同一序加工,保證了孔的位置度(見圖6)。
產(chǎn)品的精度以及外觀要求我們在加工之前也必須要做一個評估,如果精度要求很高,就必須增加半精加工,但是此鏈條蓋的關鍵部位在于定位銷釘?shù)奈恢枚取⒅苓呥^孔的位置度以及最重要的油封孔的位置度,所以對產(chǎn)品外觀的精度要求不是很高,只要清角到位即可。
OP20工序加工采用立式數(shù)控加工中心,采用典型的一面兩銷(固定銷)定位夾緊方案,以零件A基準端面及兩周邊過孔作為基準定位銷孔2個mm實現(xiàn)定位(見圖4),加工背面整體外形,但在加工背面整體外形的時候需要考慮裝夾壓緊部位(見圖7),所以我們在加工過程中分為3個步驟:①粗加工中部區(qū)域,粗加工完進行精加工,以及清角。②將4個M10內(nèi)六角螺栓固定住產(chǎn)品進行粗加工周邊的材料,并精加工完外形。③最后精加工與缸蓋罩的密封面,以及3個M12牙的端面(見圖8、9)。
OP30工序加工采用立式數(shù)控加工中心帶A軸回轉(zhuǎn)的加工中心橋式夾具,夾具結構同OP10工序一樣,采用典型的一面兩銷(固定銷)定位夾緊方案,以零件A基準端面及B基準定位銷孔2個mm實現(xiàn)定位,加工油封孔,6個M6牙孔以及3個M12牙孔,A軸回轉(zhuǎn)+90°,加工3個M12以及4個M6牙孔,圖10是夾具的示意圖。
機床全部選用美國產(chǎn)HAASVF3SS立式加工中心,機床數(shù)控操作系統(tǒng)為HAAS專用的操作系統(tǒng),主軸采用12000 r/min的 有色金屬切削專用主軸,X/Y/Z運動行程1016/508/735 mm,機床工作臺尺寸1219 mm×457 mm,X/Y/Z定位精度±0.0050 mm,重復定位精度±0.0015 mm。夾具轉(zhuǎn)臺選用HAAS HRT310規(guī)格。
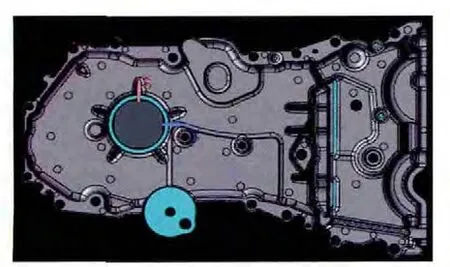
圖4
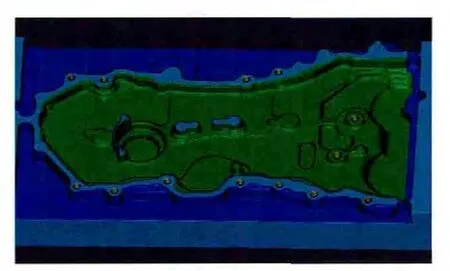
圖5 OP10粗加工完圖形

圖6 機加工一序加工完圖片
圖7 產(chǎn)品固定在機床夾具板上,壓緊T形槽

圖8 粗加工二序完成后圖
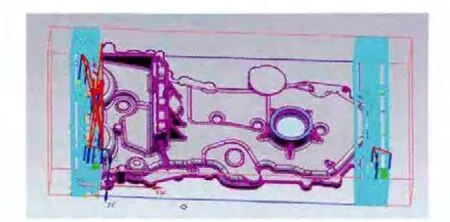
圖9 加工產(chǎn)品兩端,使得產(chǎn)品分離

圖10 OP30帶轉(zhuǎn)臺夾具示意圖
加工工藝關鍵點:主要是考慮產(chǎn)品的變形問題、工藝的安排以及刀具的定制,在整個生產(chǎn)過程中重要尺寸部位油封和銷釘孔都是使用的復合刀具,且精加工刀具全部采用PCD鏜刀和鉸刀。這樣大大提高了產(chǎn)品的表面質(zhì)量、尺寸精度以及使用壽命。
3.生產(chǎn)加工過程中的問題
零件在加工過程中陸續(xù)了出現(xiàn)了一些問題,分析問題產(chǎn)生的原因,找出了解決方案。
(1)OP10工序的A基準端面的加工平面度0.4 mm,剛開始選用的材料是T6規(guī)格的,經(jīng)過人工時效處理過,但內(nèi)部應力沒有完全去除。更換了T651材料后此問題解決。
(2)OP10工序的B、C基準定位銷孔2個mm鉸孔過后出現(xiàn)位置度超差,以及中心距(242.0±0.05)mm超差,也是由于產(chǎn)品變形所致。此產(chǎn)品很可惜就報廢了。
(3)OP10工序在精加工過程中D8R0.5的牛鼻刀出現(xiàn)掉刀現(xiàn)象,主要原因是由于精加工的余量偏大,在加工過程中進給很快,使得刀具掉刀,不過出現(xiàn)這種情況后將產(chǎn)品下降2 mm,此產(chǎn)品能挽救回來。
(4)OP20在加工完后發(fā)現(xiàn)產(chǎn)品表面有壓傷情況,最后查出原因是粗加工的部分鋁屑跑進了產(chǎn)品的加工面下面,然后螺栓再一鎖緊就造成了產(chǎn)品壓傷。在產(chǎn)品粗加工結束后將其拿下來,清理干凈接觸面,隨后再將產(chǎn)品壓緊,此問題得到了有效控制。
4.結語
通過不斷的更改嘗試、工藝的優(yōu)化,最終按時完成了客戶的訂單。此次加工過程中,我們也掌握了一套自己的快速樣件加工技巧,用最有效的時間、最低的成本來創(chuàng)造出最大的利益。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46