缸頭加工刀具的選擇和使用
2014-12-02 01:37:32濟南輕騎發動機有限公司山東250101段洪珍樊國榮
金屬加工(冷加工) 2014年23期
關鍵詞:設備
■濟南輕騎發動機有限公司(山東 250101)段洪珍 樊國榮
1.項目介紹
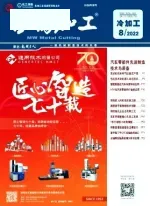
圖1是我公司給國外某公司加工的缸頭項目,從圖中可以看出,所加工的工件結構復雜,尺寸比較多,同時所加工的尺寸要求也比較嚴,因此對加工中所需刀具也提出了更高的要求。
2.蓋面加工
從圖1可以看出蓋面所加工的尺寸較多,但歸納起來主要有三類尺寸:銑面、鉆鉸孔和攻螺紋。
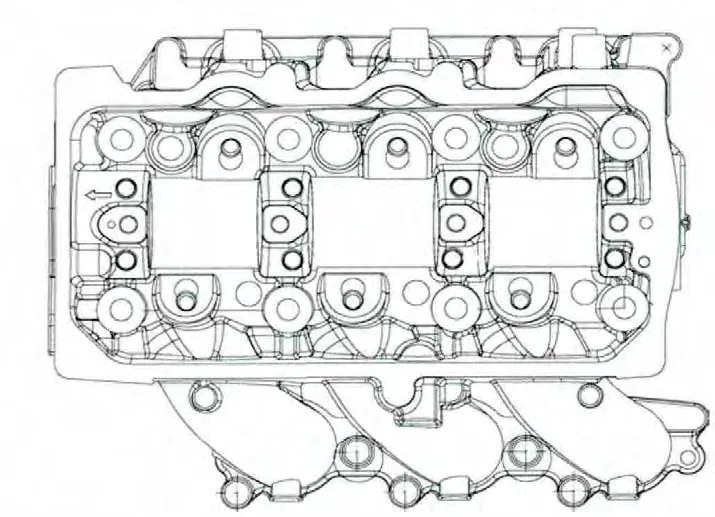
圖1
蓋面上的面加工,圖樣要求表面粗糙度值Ra≤1.6 μm,平面度0.05 mm,要求雖然比較高,由于加工面比較窄,相對好保證,但由于邊緣較多,容易產生毛刺,缸頭的材料含硅量在6.5%~7.5%之間,低于12%的硅鋁合金,材料韌性較好,加工中容易產生毛刺,如果不注意對毛刺的控制,油道邊緣未去除的毛刺在缸頭工作時很有可能會掉落到油路中,對缸頭的工作產生影響,同時對下道工序及裝配都存在安全隱患。針對以上加工特點,蓋面加工時需要選擇能適應高速切削且切削鋒利的面銑刀,面銑刀上起關鍵作用的是刀片,因此在刀片選用上,采用專門加工鋁的硬質合金刀片,配以合適的切削參數,雖然可以保證加工要求,且加工中所產生的毛刺有所改善,但所產生的毛刺仍存在安全隱患,為了更加有效地去除毛刺,特意根據所加工的材料,經過多次試驗,訂做了適合缸頭材質的帶磨料的尼龍盤刷,與銑刀盤安裝在同一臺設備上,銑完面后,啟動設備上換刀系統,換盤刷去毛刺,這樣既去除了毛刺,又不傷害所加工的表面。
對于孔的加工,一般先用階梯鉆進行鉆孔、孔口倒角,后用鉸刀加工達到圖樣要求,根據加工經驗及設備狀況,一般鉆頭的直徑比鉸刀直徑小0.30 mm,這樣既避免了鉸刀的過度磨損,又避免了孔加工不全或出現橢圓孔。
蓋面上比較難加工的尺寸是凸輪軸孔:孔直徑(36±0.012)mm,4個孔的總長是340 mm,此孔長徑比較大,超過9∶1,直徑尺寸要求嚴,且有同軸度和圓柱度要求,為了保證加工要求,經過多方研究、討論制定了具體加工方案,在刀具的選擇上也進行了特殊研究及訂制。
攻螺紋工藝是先鉆底孔,再攻螺紋,鉆頭尺寸的確定是根據螺紋孔的要求而定,螺絲孔一般有米制、擠壓及美制等要求,各種螺紋孔對鉆頭直徑要求是不同的,如同樣是M6絲錐,米制絲錐要求鉆頭的底孔在4.92~5.15 mm,而擠壓絲錐要求底孔在5.459~5.560 mm,當然鉆頭公差的具體確定還需根據所用設備、所用刀柄及圖樣螺紋孔的精度要求來定。
3.合箱面加工
從圖2中可以看出,合 箱面上主要加工尺寸是銑面和氣門閥座、導管孔加工及鉆孔等。
合箱面的面加工,合箱面的寬度是220 mm,此平面的加工要求是平面度0.05 mm,表面粗糙度值Ra≤1.6m,從工藝要求來看,銑面的難點是所銑平面的寬度,通常銑刀盤的直徑需要比毛坯的最大切削寬度大25%~30%,以方便切屑的排出。依照這個標準,需選擇直徑275~286 mm的面銑刀,但是,如果選擇直徑為275~286 mm的面銑刀盤,不僅面銑刀盤的價格昂貴,而且就目前我公司現有設備一般是立式加工中心,設備換刀庫要求最大不相鄰刀具尺寸為150 mm,直徑275~286 mm的刀盤根本無法安裝在設備換刀庫中,若重新采購能用此刀盤的設備,那是不經濟的,也是沒必要的;若改用小直徑的面銑刀,多次走刀,總是有或多或少的接刀痕,同時為了消除接刀痕,必須選用更高標準刀盤、刀片,也增加了采購成本,在工裝的調試上也增加了難度。為了解決此問題,我公司對此刀具進行了特殊設計。
氣門閥座、導管孔加工尺寸是工件生產的關鍵尺寸,歷來是缸頭加工公司最為關注的部分,我公司也不例外。因此在刀具的選用上也最為關注,我公司在這方面也積累了多年的經驗。
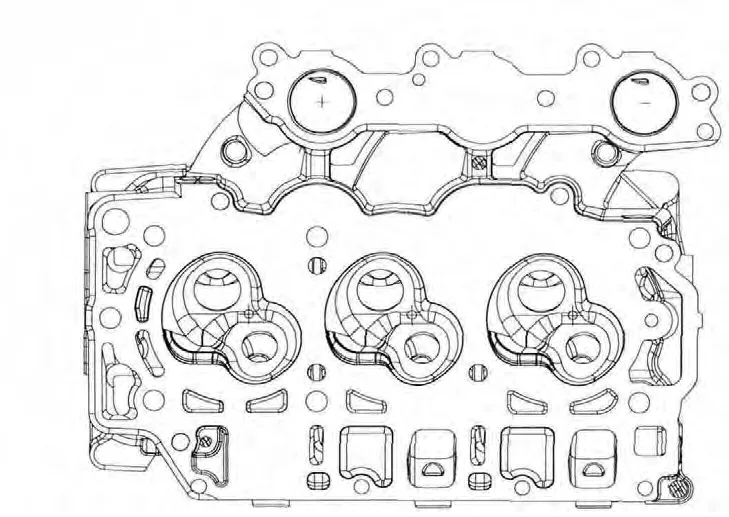
圖2
下套前閥座和導管孔尺寸要求相對不是太嚴,一般刀具就能滿足要求。對于下套后刀具的選用,由于下套后氣門閥座密封性能直接影響發動機的燃燒和排放,氣門閥座與導管的加工質量又直接影響缸頭的密封性,是缸頭加工的關鍵工序,在刀具的選用上一般采用國外知名刀具品牌,根據缸頭圖樣要求訂做刀具。為滿足閥座和導管孔質量要求,也為了提高節拍,加工工藝是:先進行90°倒角粗加工及導管孔粗加工,這兩個工步在一把刀上加工,再進行90°閥座倒角精加工及精鉸導管孔,這兩個工步也是一把刀,精加工導管孔所用的刀具可以是鏜刀,也可以是鉸刀。在90°倒角精加工刀片選用上,為保證所加工表面的表面粗糙度質量,選用的材質是鑲嵌CBN刀片。
4.蓋面加工應用案例
蓋面比較難加工的尺寸是凸輪軸孔,如圖3所示,孔直徑(36±0.012)mm,4個孔的總長是340 mm,同時有同軸度及圓柱度要求。可以看出直徑36 mm尺寸要求嚴,長徑比較大,超過9∶1,為了保證加工要求,經過多方研究、討論制定了具體加工方案:先設計一把粗加工刀具,進行兩端加工,保證尺寸直徑是35.5 mm,這把刀可以用一般鏜刀保證。然后進行精加工,這是尺寸保證的關鍵。在工藝選擇方面,通過多次研究認為:為了保證圖樣尺寸、圓柱度及同軸度等,4個孔在同一方向上加工,且一次裝夾,以防止由于工裝旋轉或工件二次裝夾影響加工精度,具體加工工藝是先設計一把直徑36 mm、長度在150 mm左右的短刀進行前兩孔的加工,然后再設計一把直徑36 mm,長度>340 mm的刀具,以前兩個已加工好的孔為支撐,進行后面兩個孔的加工。在刀具選用上,為了保證所加工孔的尺寸要求,必須尋找一個刀具廠家,以保證刀具的精度、剛性和直線度等要求。我公司經過調研、查找樣本并與多個生產刀具的知名公司進行技術交流,選出了幾個對刀具制造有多年研究的國外廠家,又經過多次篩選、對比,最終選擇德國瑪帕(MAPAL)公司,通過與其進行多次交流、討論,最后確認了刀具設計方案,并對其設計的刀具圖樣進行確認,刀具形狀如圖4所示。因它采用的是如圖所示可調式刀片,且可調式刀片搭配5個支撐導條,當刀片一開始切削時即受到導條支撐,抵消了刀具和主軸因切削力而產生的變形和振動。同時,刀具在使用時無論是調試還是加工都有嚴格的要求。如整個刀具的調整,雖然刀具長度>340 mm,但刀具加工前必須調整到B處跳動≤3m,A處跳動≤3m。
5.合箱面加工應用案例
銑合箱面,合箱面的寬度是220 mm,此平面的加工要求是平面度0.05 mm,表面粗糙度值Ra≤1.6m,從工藝要求來看,銑面的難點是所銑平面的寬度,而我公司此工序加工所用的設備是立式加工中心,此設備對刀具直徑的要求是:最大刀具直徑87 mm,最大不相鄰刀具直徑150 mm,且加工面不準有接刀痕。
為了解決此問題,經過多次研究、討論,對新設計的刀具進行多次現場試切、返修,最后確定了刀具設計方案,如圖5所示,此刀具的組成是刀體、兩個機夾式鏜刀頭、兩片刀片,兩片刀片的材質不同,其中一片是硬質合金(見圖中A刀片),另一片是鑲嵌PCD刀片(見圖中B刀片)。刀具制作簡單且大小可以調節,根據加工要求,刀具在加工前需進行調試,具體要求為:先調整兩刀片的徑向距離直徑是280 mm,但兩片刀片距離刀具中心是不一樣的,如圖5L3=140.5 mm,L4=139.5 mm;然后調整兩片刀片的軸向距離,高度相差0.05 mm,如圖尺寸L2比尺寸L1大0.05 mm。刀具在開始加工時,對刀具進行定位,保證硬質合金刀片先接觸需加工表面,這樣就保證了硬質合金刀片始終先接觸需加工表面,即硬質合金刀片進行粗加工,鑲嵌PCD刀片進行精加工。由于此刀盤只有兩個切削刀片,對其轉速進行了適當降低:由用一般小刀盤時轉速5000 r/min,降到2000 r/min,轉速雖然降低了,但刀具加工時由原來使用小刀盤三次走刀,改為一次走刀,加工節拍反而比原來略有提高。
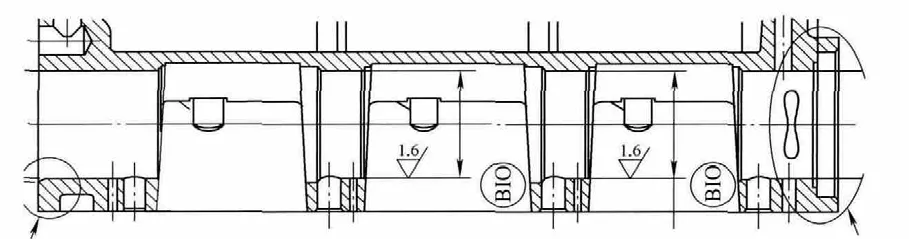
圖3
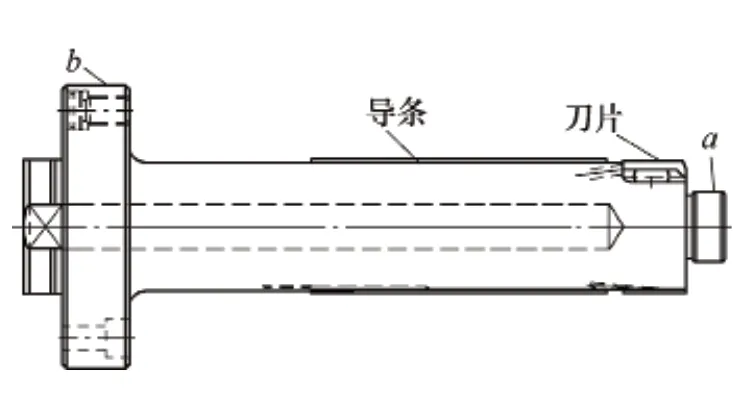
圖4
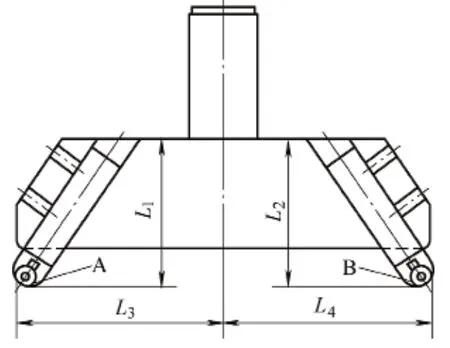
圖5
另外,刀具在設備上裝夾問題,由于所用設備是立式加工中心,最大不相鄰刀具尺寸 125 mm,直徑 275~286 mm的刀盤設備刀具庫中根本裝不下,若一臺加工中心只安裝這一把刀是不經濟的。為了保證此刀盤的正常使用,又不影響其他工步的加工,制作了一個庫外存刀工裝,然后把這個工裝裝夾固定在機床的工作臺上,單獨把這把大直徑刀具置于這個庫外存刀工裝上,而不是放在加工中心自帶的刀庫里。換刀的時候不是用加工中心自動換刀裝置來換刀,而是通過程序控制主軸定向、主軸定位,以及主軸夾爪松開、抓緊、提刀和移出等幾個步驟來實現這個抓刀過程。這樣既消除了接刀痕,又不超過設備要求。
6.結語
通過對刀具的合理選擇,及在刀具使用中進行嚴格的操作,保證了所加工缸頭的產品質量,滿足了客戶要求。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00