中捷GMC810U五軸加工中心過切的解決辦法
2014-12-02 01:37:40中航工業(yè)昌河飛機工業(yè)集團公司江西景德鎮(zhèn)333002
金屬加工(冷加工) 2014年23期
關鍵詞:優(yōu)化
■中航工業(yè)昌河飛機工業(yè)集團公司(江西景德鎮(zhèn) 333002)胡 輝
1.故障現(xiàn)象
沈陽中捷機床廠GMC810U五軸加工中心配置的是840D數(shù)控系統(tǒng),CYTECG30五軸頭。在加工一工件拐角時,出現(xiàn)過切問題,過切深度達到0.5 mm(見圖1)。

圖1
2.問題分析及調(diào)整
在排除工件程序、刀具、裝夾、操作等因素后,將排查的重點轉(zhuǎn)向機床。懷疑機床驅(qū)動沒有優(yōu)化到最佳狀態(tài)。
(1)使用SERVOTRACE功能,測試FFWON,SOFT狀態(tài)下線性軸以及旋轉(zhuǎn)軸的動態(tài)響應,發(fā)現(xiàn)X、Y、Z、A及C測量結(jié)果均延遲滯后,測試結(jié)果偏差較大。以下簡單介紹旋轉(zhuǎn)軸的測試調(diào)整過程。
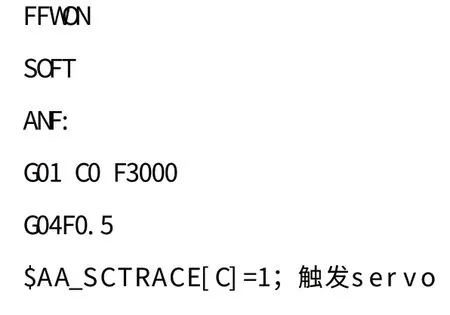
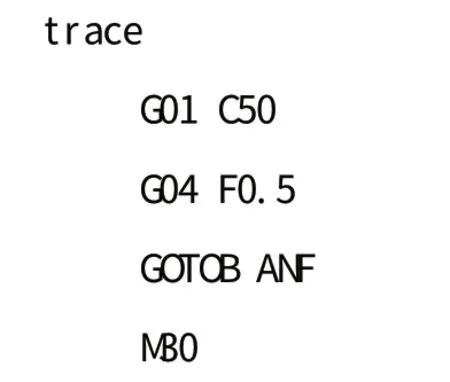
用同樣的方法測試A軸,測試結(jié)果如圖2所示。
通過優(yōu)化調(diào)整參數(shù)M D32810(進給前饋速度環(huán)控制的等效時間),將參數(shù)值從0.004 s調(diào)整至0.0005 s,延滯誤差明顯縮小,且沒有過沖(見圖3)。
(2)通過圓弧測試,檢查機床五軸聯(lián)動匹配性。需要對X和Y軸、X和Z軸、X和C軸以及A和C軸進行圓弧測試。以下簡單介紹下X和C軸的圓弧測試調(diào)整過程。
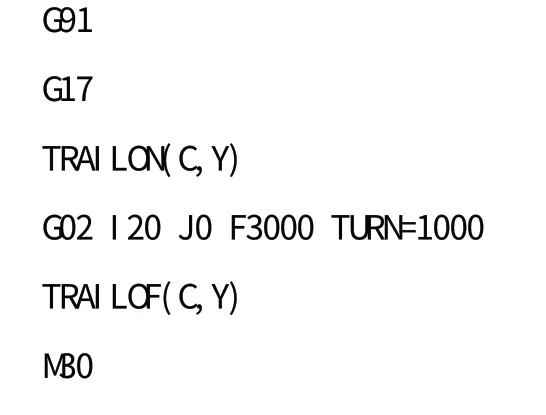
執(zhí)行圓弧測試功能,測試結(jié)果如圖4所示,由測試結(jié)果可以看出,C軸在反向的時候過沖較大。
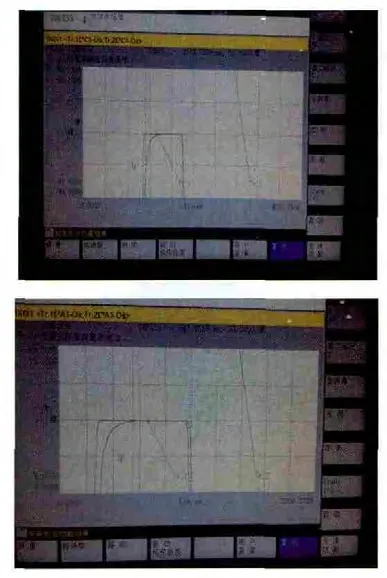
圖2
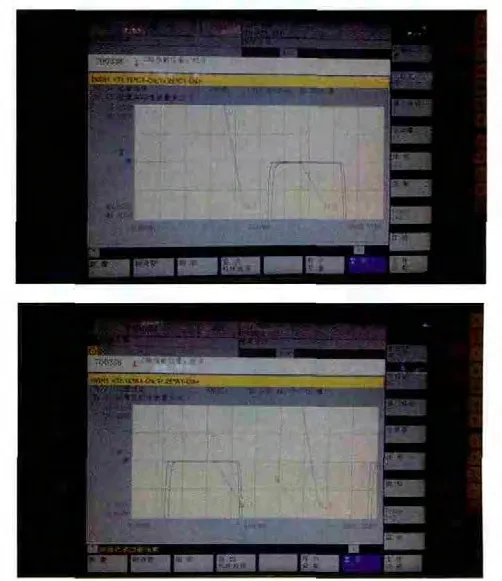
圖3
將參數(shù)MD32500由0改成1,激活C軸的摩擦力補償功能,然后將參數(shù)MD32520由0改成0.1。重新進行圓弧測試,測試結(jié)果如圖5所示。使用同樣的方法,將其他軸的匹配調(diào)整到最佳狀態(tài)。
(3)在做完機床的驅(qū)動優(yōu)化后,重新加工該工件,拐角處過切解決,且表面平滑(見圖6)。

圖4
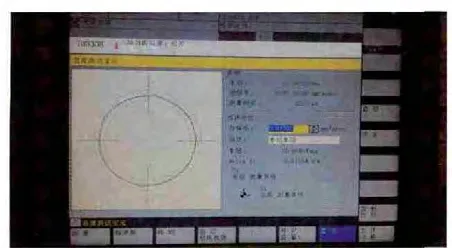
圖5
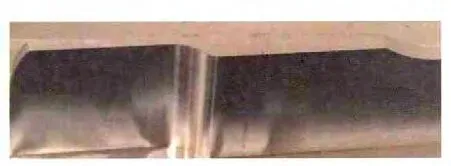
圖6
3.結(jié)語
為了保證數(shù)控機床出廠時達到最佳狀態(tài),在數(shù)控機床機械結(jié)構(gòu)調(diào)整好之后,需要對系統(tǒng)及電動機參數(shù)做一定的調(diào)整和優(yōu)化,使電氣參數(shù)與機械結(jié)果相匹配,這樣才能使數(shù)控機床的性能達到最佳,加工出合格的零件。
[1]王鋼.數(shù)控機床調(diào)試、使用與維護[M].北京:化學工業(yè)出版社,2006:98-108
專家點評
由機床本身造成的過切或欠切一般是不容易想到的,比較難處理。
本文提出了由機床本身造成的過切所采用的解決方法——參數(shù)優(yōu)化法,介紹了通過SERVOTRACE功能,測試FFWON,SOFT狀態(tài)下線性軸以及旋轉(zhuǎn)軸的動態(tài)響應,來驗證坐標軸是否滯后,并通過參數(shù)優(yōu)化來調(diào)整。還提出了通過圓弧測試,檢查機床五軸聯(lián)動的匹配性,由此確定是否應用坐標軸的摩擦力補償功能。對機床操作與調(diào)整者來說是具有現(xiàn)實指導意義的。
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45