車銑標準圓方銑削加工界面開發
2014-12-02 01:38:04齊重數控裝備股份有限公司黑龍江齊齊哈爾161005安保鋼
金屬加工(冷加工) 2014年7期
齊重數控裝備股份有限公司 (黑龍江齊齊哈爾 161005) 安保鋼
1.變量GUD 定義
整理車銑系列機床標準圓方銑削加工的相關參數,考慮到編程方便將參數設置為變量。將自定義的變量存儲在GUD4 文件中,設置變量及含義如附表。

設置變量及含義表
2.編寫車銑程序
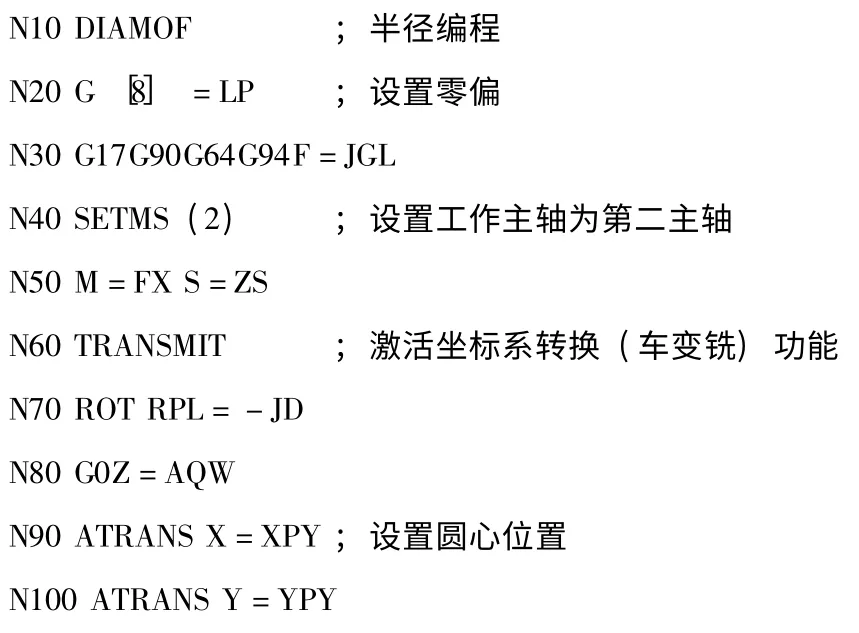
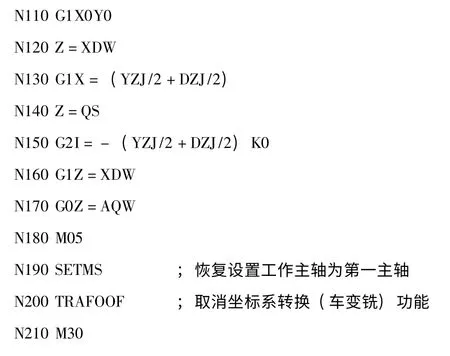
(1)銑削標準圓加工程序
3.車銑界面制作
在PC 上應用Easy Mask 軟件編輯界面程序,使用文本編輯器編輯INI 和TXT 文件即可完成畫面的設計,訪問NCU 和PLC 變量。
(1)在主菜單中定義“銑削加工”軟鍵,使得點擊該軟鍵時系統顯示銑削加工主界面。
由于主菜單中第1 到第6 個軟鍵已用于加工,調試等功能,第7 個軟鍵是空白的(可用的),可用此鍵激活EasyMask,需要修改ADD -ON REGIE.INI如下:

(2)在Add -on EASYMASK EM2 目錄下的EM.INI 文件中輸入數據可定義“銑削界面”軟鍵下級界面的24 個軟鍵的文本和光標的響應。
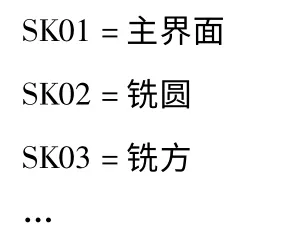
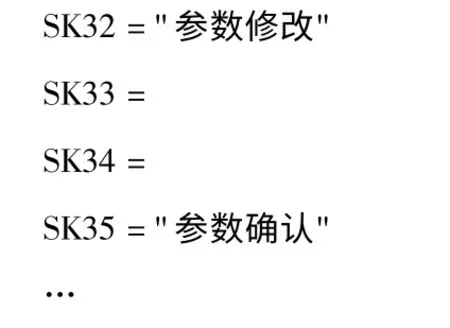
上述語句定義了在銑削界面中設置的軟鍵“主界面”、“銑圓”、“銑方”、“參數修改”、“參數確認”,且點擊該軟件時可實現相應的功能,如點擊“銑圓”可將界面切換至銑圓操作界面,點擊“參數修改”可應用鍵盤輸入數據對界面中參數進行修改。
(3)在銑削界面中定義主界面,銑圓和銑方三個界面,分別應用名為MASK01、MASK02、MASK03的INI 和TXT 文件編輯相應界面的圖片,文本和數據變量。從而實現在界面中修改參數即可指導加工的功能。
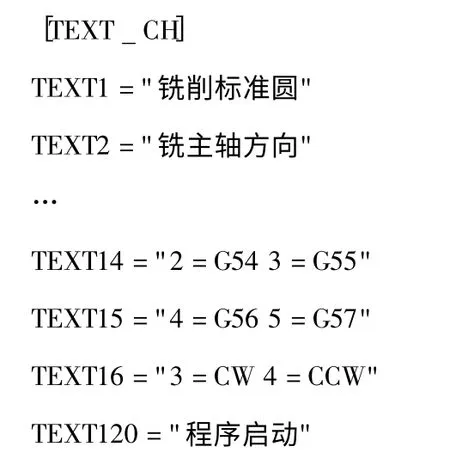
每個畫面都有一個對應的MaskXX.TXT (XX=01.24),它包含了該畫面中的所有文本,如Mask02.TXT 中定義了銑圓界面的所有文本。
每個畫面都有一個對應的MaskXX.INI 文件,它包含了數據,文本,直線,圖標,動作的描述。
(4)將應用Easymask 編輯完成的文件Add -on,變量文件GUD4,加工程序MPF 文件傳入數控系統中,驗證界面正確性,并進一步完善界面。需要注意的是系統僅識別Add-on 目錄下的文件,因而不可隨意更改該文件名稱。
(5)完成界面如圖1、圖2、圖3 所示。應用所開發的標準圓方銑削加工界面的操作方法簡單直觀,按下縱向軟鍵“參數修改”,可輸入數據,然后按INPUT 鍵確認,最后按“參數確認”鍵即完成參數修改操作。
4.車銑界面應用
選擇零偏:參數2 代表選擇G54 坐標系,3 代表G55,4 代表G56,5 代表G57 (見右側提示)。

圖1 車銑加工主界面

圖2 銑圓界面

圖3 銑方界面
銑主軸方向:參數3 代表正轉,4 代表反轉(對應程序代碼M3 和M4)。
銑主軸轉速-r/min:加工中銑主軸的轉速。
端面銑削功能需機床具有可用于分度及進給功能的C 軸及用于銑削動力的銑主軸。通過特定的系統功能可實現端面整圓、方形的加工。使用一個直角坐標系,數控系統將編程設計的直角坐標系,轉換成實際情況下各軸的運動,主主軸變為回轉軸,垂直于旋轉軸的橫向進給軸與回轉軸聯動形成縱向進給軸的運動(見圖4、圖5)。
點擊程序啟動按鍵后,回到機床加工界面,在Auto 自動方式下當前運行程序顯示區顯示運行程序為銑圓程序XY.MPF,此時點擊機床操作面板上的循環開始按鍵即可開始加工。
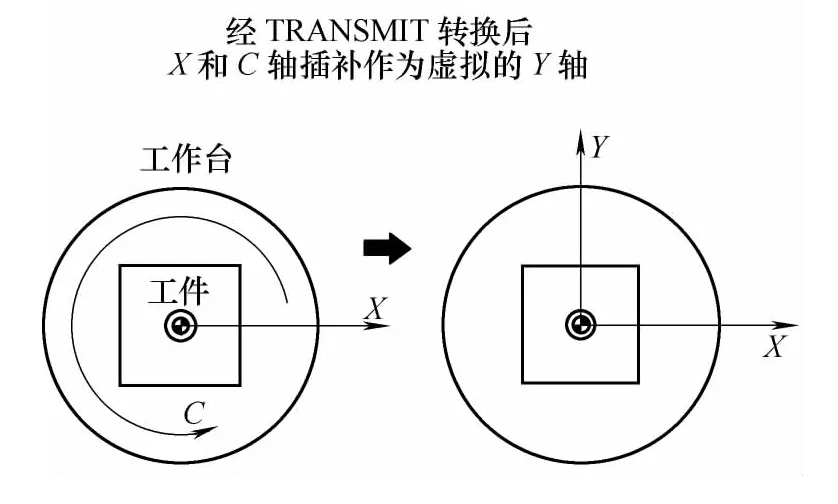
圖4
5.結語
應用MMC Easymask 軟件開發標準圓方銑削加工界面,并且在西門子840D 系統上完成驗證,能夠達到試驗預期功能。標準圓方銑削加工界面配有加工示意圖,中文操作界面簡潔直觀,配合編寫的車銑界面使用教程易學易懂。用戶可以按照界面提示修改參數進行圓方銑削加工操作,避免了操作者進行復雜和重復的編程,可提高了生產效率,具有很強的實用價值。
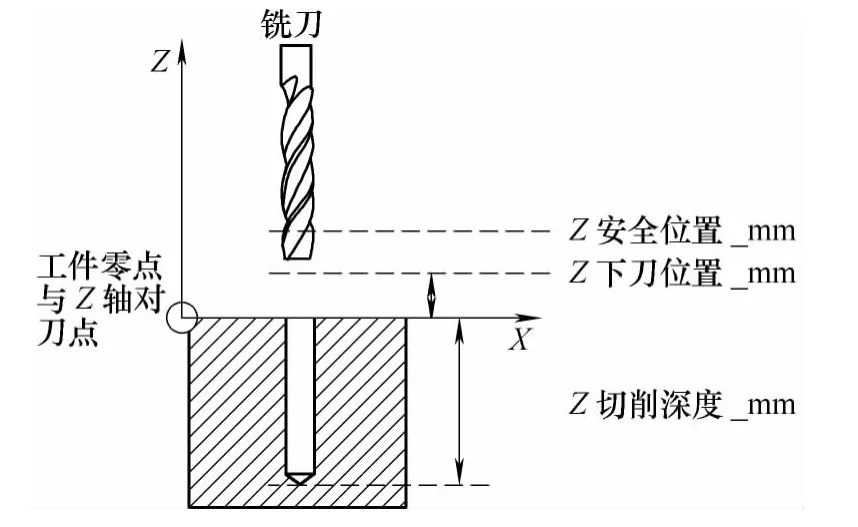
圖5
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2019年10期)2019-10-26 02:48:08
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年18期)2018-11-14 01:48:06
制造技術與機床(2017年5期)2018-01-19 02:49:17
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
濰坊學院學報(2016年2期)2016-12-01 13:00:11
小學教學參考(2015年20期)2016-01-15 08:44:38
中國衛生(2015年3期)2015-11-19 02:53:32
