插齒機主軸精確定位方法
2014-12-02 01:37:50宜昌長機科技有限責任公司湖北443000鄧應誠周慶華
金屬加工(冷加工) 2014年22期
■宜昌長機科技有限責任公司(湖北 443000)鄧應誠 周慶華
1.問題的提出
插齒機在啟動、停止或進行調整時對主軸位置有比較嚴格的要求,如退刀時要求主軸上停,在進行大行程自動調整時也要求主軸有固定的停止位置。下面對我公司新產品YKW5165多功能插齒機(見圖1)的主軸精確定位方法進行探討。
該新產品主軸采用了西門子交流伺服電動機作為動力單元,由于該電動機內置了增量式編碼器,故在每次斷電重啟后,無論之前顯示的位置是多少,均會將其重新設置為零,故不能保持通電前后位置的統一,也就無法滿足對主軸的精確定位要求。為了解決此問題,在調試過程中,先后試驗了以下幾種定位方法。
2.接近開關定位
通常情況下,采用主軸JOG運行信號,使主軸運行,當主軸與上停開關接觸時,開關發訊,從而斷開主軸JOG運行信號,主軸停止,實現定位。但這樣定位的精度比較低,而且重復性不好,經測試定位誤差在3°左右。另外,接近開關定位方式受主軸速度的影響很大,主軸沖程速度越高,定位誤差越大,故這種定位方式不能滿足設計要求。
3.電動機編碼器的零脈沖定位
因主軸電動機自帶增量式編碼器,故可以將主軸電動機當成增量式伺服電動機,當檢測到外部開關信號后,電動機再找零脈沖,實現定位。但是,該軸設計時的減速比為25∶9,不是整數,通過試驗證明該定位方式也有較大的定位誤差,故該方法也不能滿足設計要求。
4.NC系統回零定位
當系統通電后,第一次實現主軸定位控制時,首先利用外部開關發出的信號,給NC系統回零,保持每次零位一致,然后再進行定位控制。經過試驗表明,該控制方式精度高、效果好,完全滿足控制要求。在定位調試過程中,需要注意以下幾個方面:
(1)元件選擇:要求選擇高精度的感應式接近開關作為檢測元件,如施耐德XL118-BLPAL5C。主軸定位的精度主要取決于接近開關的精度,當金屬與接近開關接近時,接近開關產生上升沿信號(電平+24VDC)。
(2)與西門子840Dsl數控系統連接。將接近開關輸出接到NCU7×0.2的X122的12腳,并保持接近開關的地與X122的9腳共地(見圖2)。
(3)系統參數設置:設定相關功能參數和軸參數。MD34040=10,主軸以8 r/min的速度定位;MD34060=720,搜索接近開關的最大距離是720°;MD35300=10,主軸以8 r/min速度位置控制;MD35350=3,主軸正向定位。

圖1 YKW5165多功能插齒機
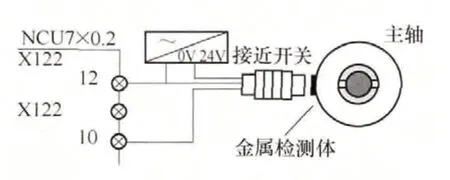
圖2 外部接近開關接線圖
(4)控制程序處理:自動方式下定位,編寫加工程序實現定位要求,如SPOS=0,即主軸以10 r/min的速度定位到0°位置;手動方式下定位,通過PLC調用FC18,實現定位。PLC控制程序如下。


主軸在進行回零、定位時,屬于位置控制模式,主軸的減速比以MD31050[0]、MD31060[0]有效,需要正確設定相關參數。
通過系統NC回零的控制措施,主軸的定位得到了很好的控制。
5.結語
NC系統回零定位這種程序控制方式不僅解決了插齒機主軸上停的要求,也解決了該新產品沖程長度自動定位調整問題,而且其定位穩定性和準確性都較好。
[1]郝建忠.機械測量技術[M].北京:電子工業出版社,2011.
[2]張憲,宋立軍.傳感器與測控電路 [M].北京:化學工業出版社,2011.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
