超薄直齒三面刃的加工
2014-12-02 01:32:12哈爾濱第一工具制造有限公司黑龍江150078孫玉偉
金屬加工(冷加工) 2014年1期
關鍵詞:變形
哈爾濱第一工具制造有限公司 (黑龍江 150078)孫玉偉
整體直齒三面刃銑刀是在兩側面和圓周刃上均有切削刃的盤銑刀,齒向為直齒,用于加工槽和側面。
1.問題的提出
通常情況,整體直齒三面刃銑刀一般直徑較小,大于125mm 的很少選用,較大直徑的盤銑刀可選擇鑲齒結構。隨著中國制造業的發展,要求刃具盤銑刀外徑越來越大,厚度越來越薄,但國家標準GB/T 6119.2—1996 只規定了直齒三面刃最小規格為φ50mm×4mm 和最大規格為φ125mm×8mm 已不能滿足用戶的需求,但在實際生產中經常遇到用戶要求訂(例如φ80mm×4mm 或φ100mm×4mm 等)外徑大且厚度又薄的超出國家標準規定的直齒三面刃銑刀,這樣就增加了制造加工的難度。通常這時應該采用鑲齒結構,但因結構特點,其形狀和位置公差都達不到整體三面刃的技術要求,如訂鋸片銑刀,由于鋸片銑刀兩側沒有切削刃,導致被加工件表面粗糙度達不到技術要求,因此用戶要求訂制整體三面刃結構的刀具,但因其外徑過大,厚度又薄,在制造過程中極易變形,造成直齒三面刃端刃跳動超差,這就是我們在生產中急需解決的問題。
2.問題的解決
(1)超薄直齒三面刃淬火變形是造成端面跳動超差的最主要因素,因國家標準規定三面刃內孔通常為φ22mm、φ27mm、φ32mm,半成品孔分別是φ21.7mm、φ26.7mm、φ31.7mm,因此設計了工作部分直徑分別為φ21.6mm、φ26.6mm、φ31.6mm,胎桿總長分別為240mm、250mm、290mm 的三種胎桿。胎桿工作部分直徑尺寸比半成品孔尺寸小0.10mm (見附圖),作用是便于裝卸被加工工件,提高生產效率。
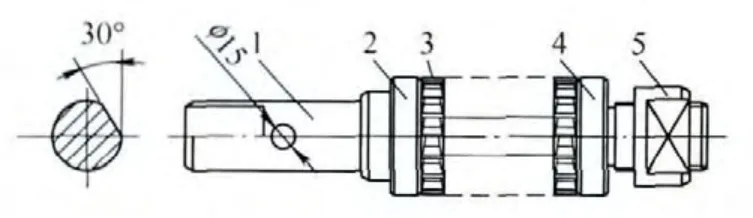
1.胎桿 2、4.墊片 3.直齒三面刃 5.螺母
在胎桿柄部銑一平面,夾角為30°,作用是用臺鉗夾緊,固定住胎桿,再用扳手擰緊螺母,夾緊被加工件。在胎桿柄部鉆一個直徑為15mm 的通孔,作用是將三面刃成串夾緊后去淬火,這時重量很重,有時搬運不方便,此孔這時可做為吊裝孔使用,用小吊車搬運,這樣既節省人力又安全,平時不用時,還可用此孔把胎桿懸掛在專用掛架上,便于保存。我們在胎桿尾部設計螺紋時,開始設計為粗牙螺紋,螺母旋入快,提高生產效率。但在生產搬運過程中,由于有時互相碰撞,造成個別有松扣現象,導致淬火變形超差,最后造成廢品。細牙螺紋的自鎖性能好,因此抗振動防松的能力強,細牙螺紋的缺點是螺紋容易碰壞,影響安裝和拆卸,稍有尺寸誤差或者磕碰就可能導致安裝時亂扣使得螺桿與螺母同時損壞。為了防止松扣現象,最終選擇細扣,又根據細扣螺紋容易碰壞的特點,把螺母的長度加長,螺母的長度一般比胎桿上外螺紋長度長5mm 左右,這樣就有效保護了胎桿上的細螺紋。另外還設計了材質為45 鋼,厚度為10mm,外徑和內孔與被加工直齒三面刃相同的兩個墊片,作用是把一個墊片裝在胎桿最里面,然后裝三面刃,在最外面再裝一個墊片,用螺母擰緊后再去淬火,因被加工的三面刃兩端被夾緊,三面刃因淬火導致變形被降到了最低點。
(2)銑工在銑三面刃端面刃時,一般加工直齒三面刃銑刀端面時,銑工序為磨工序留0.5~0.6mm的磨削量,因超薄三面刃在淬火過程中變形大,按正常留量,則最后成品有時有個別端面齒有黑皮,即影響產品外觀又影響產品質量。我們在生產過程中經過長期實踐摸索,端面留量為0.8~1.0mm 較為合適,如留量過大,銑工銑端面刃時,不但加工費勁,增加加工難度,還因銑削量過大,導致因機械加工造成直齒三面刃輕微變形。
(3)銑工銑直齒三面刃圓周刃時,逆銑時切削厚度從零逐漸增大,銑刀刃口有一鈍圓半徑,當鈍圓半徑大于瞬時切削厚度時,實際切削前角為負值,刀齒在加工表面上擠壓,滑行,切不下切屑,使這段表面產生嚴重冷硬層,下一齒切入時又在冷硬層表面擠壓,滑行,使刀齒容易磨損,并且被加工工件表面粗糙度達不到產品圖樣的技術要求。順銑時,刀齒的切削速度從最大開始,避免了產生擠壓滑行現象,同時切削力始終壓向工作臺,避免了工件上下的振動,因而能提高銑刀壽命和加工表面質量。根據順銑和逆銑的特點,以及產品圖樣的技術要求,在生產中選擇了順銑。
由于圓周刃的加工方法是把工件穿在銑工用胎桿上成串加工,在銑刀要銑完最后出刀時,最后幾個三面刃由于厚度薄,在銑削力的作用下,都有輕微變形,厚度越薄,變形越大,再加上淬火變形,兩種變形累計在一起,就導致直齒三面刃銑刀端面齒跳動超差,為解決此問題,專門設計了材質為45鋼,厚度為10mm,外徑和內孔與被加工直齒三面刃半成品孔相同的1 個墊片,(墊片厚度太薄起不到防止變形的作用,太厚,則沒有必要,還浪費材料,經過長期在生產實踐中摸索,總結出厚度為10mm 即起到應有的作用,還不浪費材料)把這個墊片裝在胎桿最里面,作用是在最后要銑完圓周刃,銑刀出刀時,墊片起到支撐作用,工件就克服了因銑削力的作用而產生變形的現象。
在實際生產中還摸索出,銑工銑直齒三面刃圓周刃所用的胎桿,因長期使用,由于正常磨損,當精度不符合要求時,正常情況下就按報廢處理,這時可以把報廢胎桿再利用,把胎桿半成品尺寸部分磨掉0.10mm 改制成超薄直齒三面刃銑刀淬火時所用胎桿,經實踐,效果非常好,這樣可節約部分材料,進一步降低生產成本,增加了利潤空間。
(4)在銑工加工直齒三面刃銑刀時,因切削熱而產生的熱變形也導致超薄三面刃的端面跳動超差,所以銑工合理的選用切削液,可以降低切削溫度,保證加工精度,減少切削力,減少被加工件的熱變形。切削液可分為三大類:水溶液、乳化液、切削油。因銑削圓周刃時,加工余量和切削量較大,產生大量的切削熱,這時選擇切削液主要作用是降低切削溫度,綜合各種切削液的性能,選擇了以冷卻作用為主的乳化液,這樣,加工時,大大的降低了切削溫度,把超薄三面刃因切削熱導致的熱變形降低到最低點。
(5)淬火后用平磨磨直齒三面刃銑刀兩端面是最為關鍵序,磨端面時一定要勤翻面,且每次磨削量一定要少,這樣能最大限度把因淬火造成的變形磨掉。因為平磨機床有多種型號,在選擇機床時選擇電磁盤吸力小的,因為超薄直齒三面刃銑刀厚度薄,又有淬火變形,當電磁盤吸力大時,在電磁盤上產生二次變形,砂輪雖然把三面刃端面磨平,但當關掉電磁盤磁力時,三面刃又恢復到原來變形,這時檢測端面跳動仍然超差,但用電磁盤吸力小的平磨機床磨三面刃兩端面時,這種因電磁盤吸力大造成二次變形現象明顯改善。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
